В зависимости от того, какие изделия предусматривается производить в даииое время, облицовочные или акустические, соответствеиио этому и подготавливается каледое устройство.
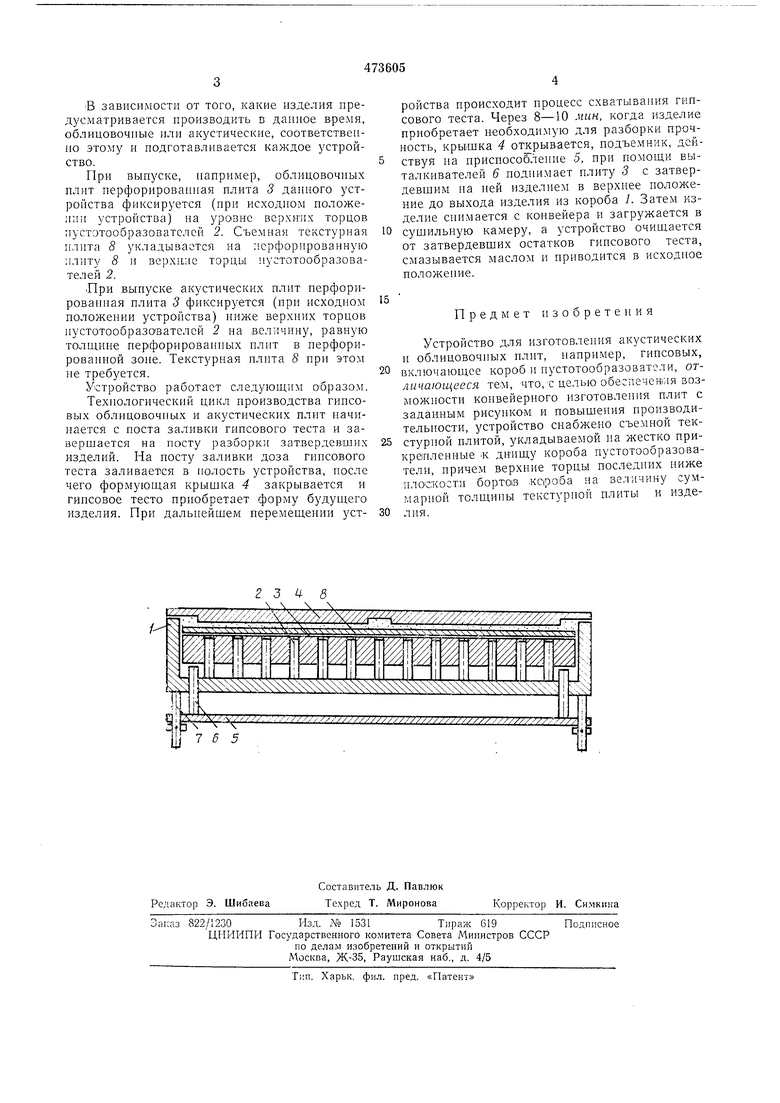
При выпуске, например, облицовочных плит перфорированная плита 3 данного устройства фиксируется (при исходном положении устройства) на уровне верхних торцов пустотообразователей 2. Съемная текстурная нлита 8 укладывается на перфорированную плиту 8 и верхние торцы нустотообразователей 2.
При выпуске акустических плит перфорированная плита 3 фиксируется (при исходном положении устройства) ниже верхних торцов иустотообразавателсй 2 на величииу, равную толщине перфорированных нлит в перфорироваиной зоне. Текстурная плита 8 при этом }ie требуется.
Устройство работает следующим образом.
Технологический цикл производства гипсовых облицовочных и акустических плит начинается с поста заливки гипсового теста и завершается на посту разборки затвердевших изделий. На посту заливки доза гипсового теста заливается в полость устройства, носле чего формующая крыщка 4 закрывается и гипсовое тесто приобретает форму будущего изделия. При дальнейщем перемещении устройства происходит процесс схватывания гипсового теста. Через 8-10 мин, когда изделие приобретает необходимую для разборки прочность, крышка 4 открывается, подъемник, действуя на приспособ тение 5, при помощи выталкивателей 6 поднимает плиту 5 с затвердевщим на ней изделием в верхнее положение до выхода изделия из короба 1. Затем изделие сиимается с конвейера и загружается в
сущильную камеру, а устройство очищается от затвердевших остатков гипсового теста, смазывается маслом и приводится в исходное положение.
Предмет изобретения
Устройство для изготовлеиия акустических и облицовочных плит, например, гипсовых,
включаюцл,ее короб и пустотообразователи, отличающееся тел1, что,С целью обеспечен:пя во.зможности конвейерного изготовления плит с заданным рисунком и повышения производительпости, устройство снабжено съемной текстурной плитой, укладываемой на жестко прикрепленные к диищу короба нустотообразователи, иричем верхние торцы последних ниже т1лос:коСт.и борто1В .кароба на величину суммариой толщины текстурной плиты и издеЛИЯ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления перфорированных плит | 1977 |
|
SU668812A1 |
| Способ изготовления звукопоглощающих гипсовых плит | 1989 |
|
SU1701529A1 |
| Установка для формирования изделий из строительных смесей | 1974 |
|
SU582966A1 |
| Карусельная установка для изготовления гипсовых строительных изделий | 1982 |
|
SU1102674A1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| Карусельная установка | 1979 |
|
SU854721A1 |
| КАРУСЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ С ИСПОЛЬЗОВАНИЕМ КАРУСЕЛЬНОЙ УСТАНОВКИ | 1998 |
|
RU2147280C1 |
| Способ формования железобетонных изделий в коробчатой скользящей опалубке и устройство для его осуществления | 1985 |
|
SU1350018A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ гипсовых | 1971 |
|
SU298475A1 |
