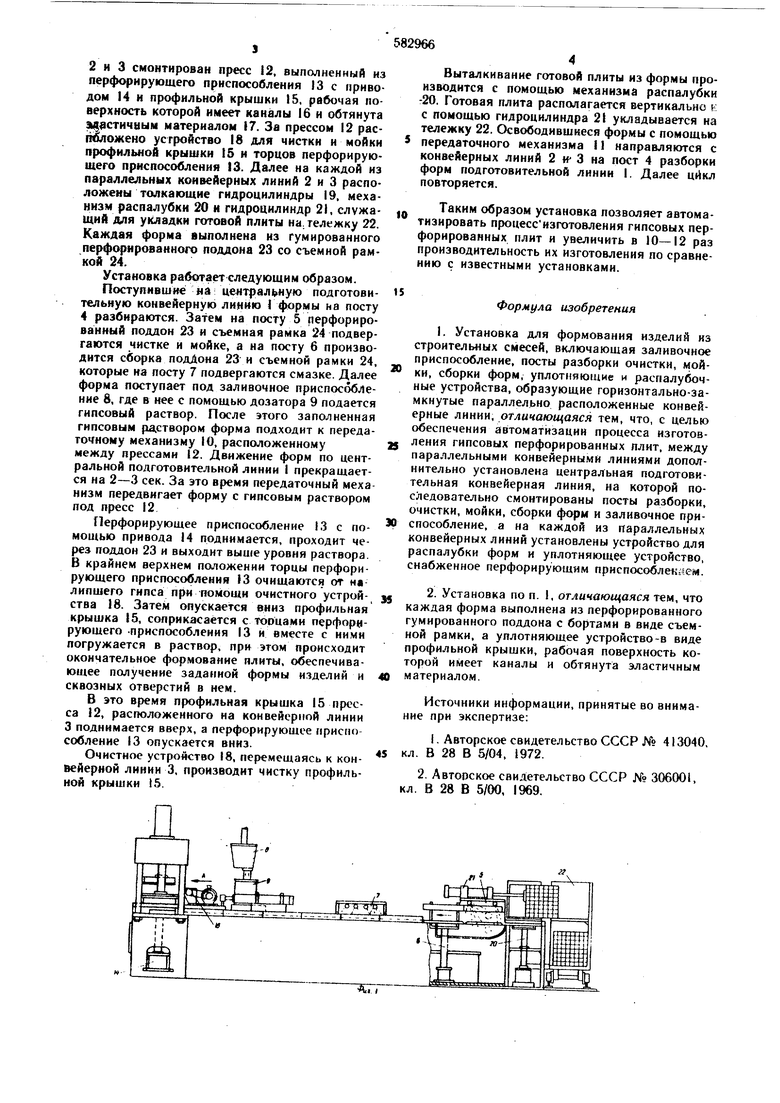
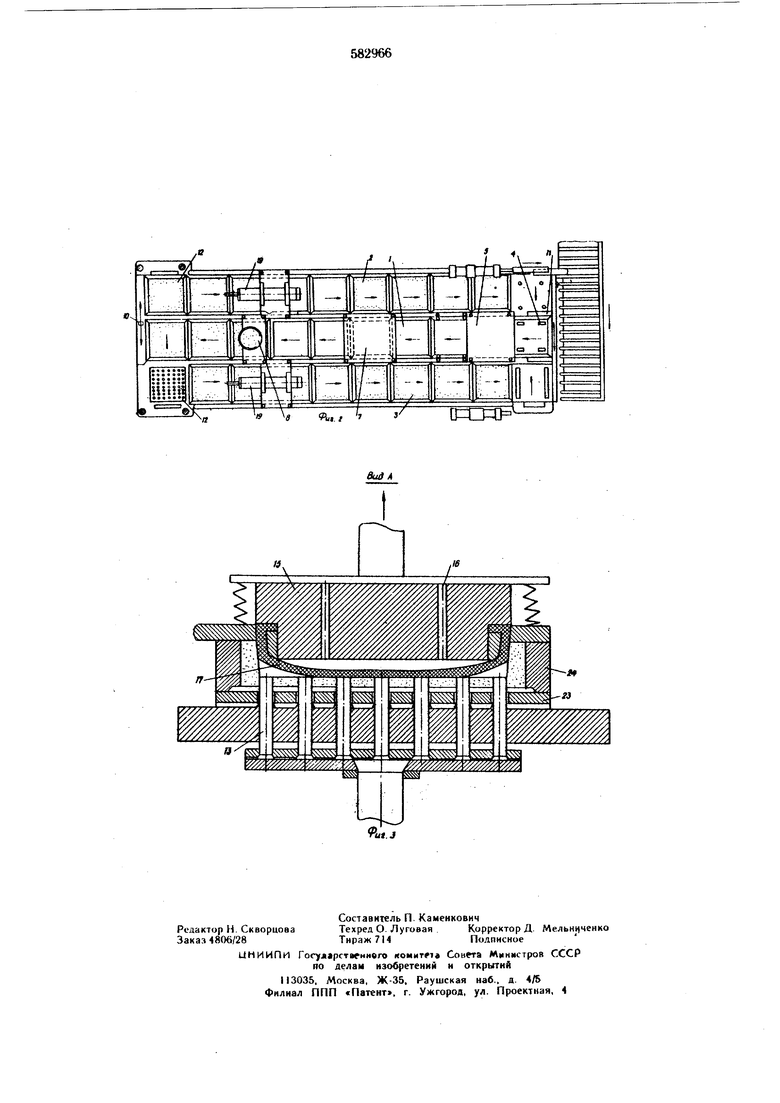
2 и 3 смонтирован пресс 12, выполненный из перфорирующего приспособления 13 с приводом И н профильной крышки 15. рабочая поверхность которой имеет каналы 16 и обтянута эластичным материалом 17. За прессом 12 распбложено устройство 18 для чистки и мойки профильной крышки 15 и торцов перфорирующего приспособления 13. Далее на каждой из параллельных конвейерных линий 2 и 3 расположены толкающие гндроцилиндры 19, механизм распалубки 20 н гидроцнлнндр 21, служащий для укладки готовой плиты на. тележку 22. Каждая форма выполнена из гумированного перфорированного поддона 23 со съемной рамкой 24.
Установка работает следующнм образом.
Поступившие на целительную подготовительную конвейерную линию I формы на посту 4 разбираются. Затем на посту 5 перфорированный поддон 23 и съемная рамка 24 подвергаются чистке и мойке, а на посту 6 производится сборка подЛона 23 и съемной рамки 24, которые на посту 7 подвергаются смазке. Далее форма поступает под заливочное приспособление 8, где в нее с помощью дозатора 9 подается гипсовый раствор. После этого заполненная гипсовым рдствором форма подходит к передаточному механизму 10, расположенному между прессами 12. Движение форм по центральной подготовительной линии I прекращается на 2-3 сек. За это время передаточный меха ннзм передвигает форму с гипсовым раствором под пресс 12
Перфорирующее приспособление 13 с помощью привода 14 поднимается, проходит через поддон 23 и выходнт выше уровня раствора. В крайнем верхнем положении торцы перфорирующего приспособления 13 очищаются от на липшего гипса при помощи очистного устройства 18. Затем опускается вниз профильная крышка 15, соприкасается с торцами перфорирующего .приспособления 13 и вместе с иими погружается в раствор, при этом происходит окончательное формование плиты, обеспечи вающее получение заданной формы и.зделий и сквозных отверстий в нем.
В это время профильная крышка 15 пресса 12, расположенного на конвейерной линии 3 подинмается вверх, а перфорирующее приспо собление 13 опускается вниз.
Очнстиое устройство 18, перемещаясь к конвейерной линии 3, производит чистку профильной крышки 15.
Выталкивание готовой плиты из формы производится с помощью механизма распалубки -20. Готовая плита располагается вертикально к с помощью гндроцилиндра 21 укладывается на тележку 22. Освободившиеся формы с помощью 5 передаточного мехаиизма 11 направляются с конвейерных линий 2 и- 3 на пост 4 разборки форм подготовительиой линии I. Далее цикл повторяется.
Таким образом установка позволяет автоматизировать процессизготовления гипсовых перфорированных плит н увеличить в 10-12 раз производительность их изготовления по сравненню с известными установкамн.
Формула изобретения
1.Установка для формования изделий из строительных смесей, включающая заливочное приспособление, посты разборки очистки, мойки, сборки форм, уплотняющие и распалубочные устройства, образующие горизонтально-замкнутые параллельно расположенные конвейерные лннии, отличающаяся тем, что, с целью обеспечения автоматизации процесса изготовления гипсовых перфорированных плнт, между параллельными конвейерными линиями дополнительно установлена центральная подготовительная конвейерная линия, на которой последовательно смонтированы посты разборки, очистки, мойки, сборки форм и заливочное приспособление, а на каждой из параллельных конвейерных линий установлены устройство для распалубки форм и уплотняющее устройство, снабженное перфорирующим приспособлением.
2.Установка по п. 1, отличающаяся тем, что каждая форма выполнена из перфорированного гумированного поддона с бортами в виде съемной рамки, а уплотняющее устройство-в виде профильной крышки, рабочая поверхность которой имеет каналы н обтянута эластичным материалом.
Источники информации, принятые во винмание при экспертизе:
I Авторское свидетельство СССР № 413040, кл. В 28 В 5/04, 1972.
2. Авторское свидетельство СССР № 306001, кл. В 28 В 5/00, 1%9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| Конвейерная линия для изготовления железобетонных стоек | 1986 |
|
SU1433808A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
rut.j
