1
Изобретение относится к области обработки металлов давлениеаМ.
Известны способы изготовления полостей в заготовке с технологическим отверстием вдавливанием пуансона со вспомогательной частью.
Однако такие способы не обеспечивают получения фасонной полости повышенной точности вследствие неравномерности пластической деформации.
Целью изобретения является повышение точности изготовления фасонной полости.
Для этого заготовку обжимают вместе с внедренным в нее пуансоном до устранения зазоров между стенками полости и самим пуансоном и затем обратным ходом пуансона производят окончательное формообразование полости.
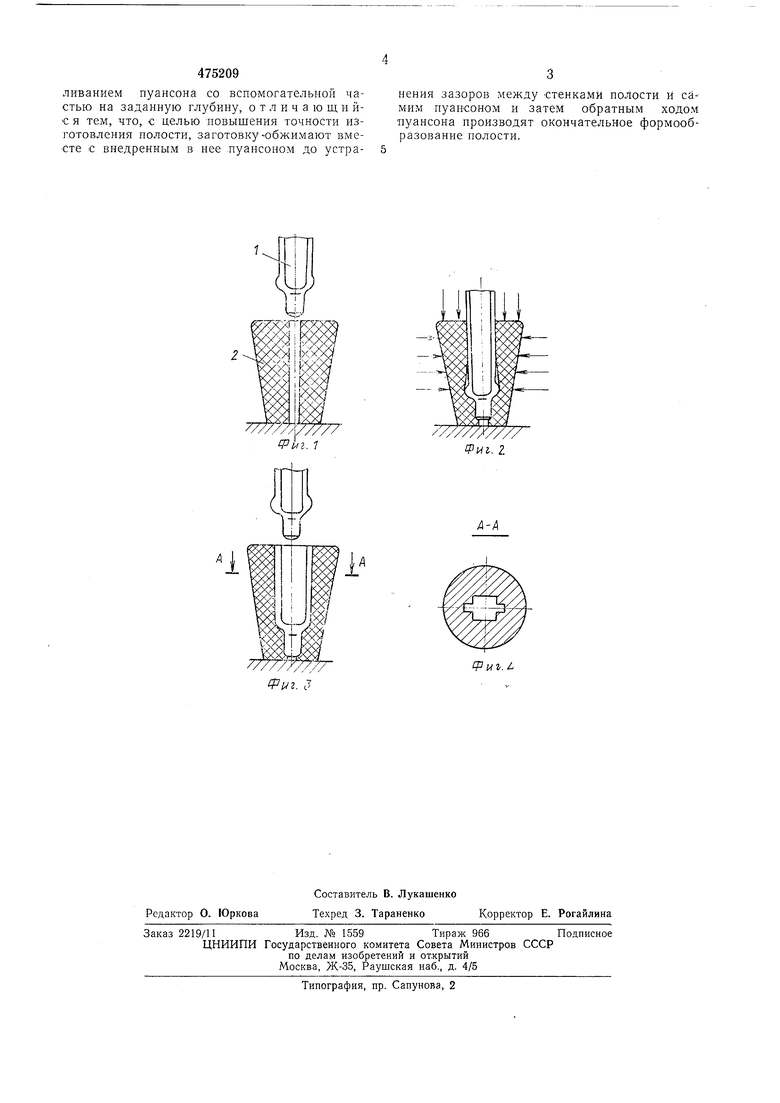
Иа фиг. 1 показаны инструмент и заготовка, перед выдавливанием; на фиг. 2 - то же, в конце выдавливания и обжима; на фиг. 3- то же, после обратного хода пуансона; на фиг. 4 - разрез по А-А на фиг. 3.
Пуансон 1 имеет вспомогательную часть в виде цилиндра или усеченного конуса 2а 5-15° высотой 0,5-5 мм. Вспомогательная часть пуансона плавно переходит в рабочую часть по конусу 2а 140-160°. Рабочий поясок пуансона имеет высоту 3-5 мм.
Диаметр технологического отверстия заготовки 2 меньше на 0,2-2 мм диаметра торца вспомогательной части пуансона.
Обжатие заготовки вместе с внедренным в нее пуансоном осуществляется известными
устройствами: гидравлическими, сходяш,имися плашками, коническими матрицами, прижимами и т. п.
Процесс изготовления деталей осушествляется следующим образом.
Первая стадия. Пуансон вдавливается в заготовку и своей вспомогательной частью перекрывает технологическое отверстие заготовки по периметру. В этих условиях в зоне рабочего формообразования возникают сжимающие
напряжения, которые заставляют обтекать слои заготовки по поверхности пуансона без нарушения сплошности материала. Обжатием заготовки вместе с внедренным в нее пуансоном принуждают металл заполнять зазор
между пуансоном и стенками полости. При этом выбираются дефекты формообразования, конусность, бочкообразность и т. п.
Вторая стадия. Пуансон совершает обратное движение из заготовки и своим полным рабочи.м профилем производит окончательное формообразование полости.
Предмет изобретения
Способ изготовления фасонной .полости в заготовке с технологическим отверстием вдавливанием пуансона со вспомогательной частью на заданную глубину, отличающийс я тем, что, с целью повышения точности изготовления полости, заготовку-обжимают вместе :С внедренным в нее пуансоном до устранения зазоров между стенками поЛости и самим пуансоном и затем обратным ходом пуансона производят окончательное формообразование полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ изготовления фасонной полости в заготовке с технологическим отверстием | 1977 |
|
SU722645A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| Способ изготовления изделий с фасонной полостью | 1989 |
|
SU1668004A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| Способ получения изделий с полостью | 1974 |
|
SU526429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
. 2.
А-А
Руг.
