Изобретение относится к обработке металлов давлением, в частности к методам объемной штамповки.
Способ включает получение оправки для прошивного стана методом горячей объемной штамповки путем предварительного формообразования заготовки в виде конического стакана и окончательного формообразования наружного и внутреннего профиля оправки.
Известен способ для изготовления деталей с глубокими, узкими, глухими полостями, заключающийся в том, что для формообразования полости сначала изготовляют заготовку с полостью более глубокой и широкой, чем заданная, а затем заготовку осаживают в торец со стороны полости до получения ее диаметра и глубины, равными диаметру и глубине полости готового изделия, оформляя при этом окончательно наружную поверхность (Копыский Б.Д., Касьян В.Х., Кандыба Л.Ф. и др. Способ изготовления деталей с глубокими, узкими и глухими полостями. Авторское свидетельство СССР № 599904, опубликовано 30.03.1978, бюллетень №12).
Недостатком известного способа является низкая точность внутренней полости оправки и недостаточная глубина полости, так как при осадке заготовки в торец происходит неконтролируемая деформация стенок полости и искажение ее формы.
Прототипом изобретения является способ изготовления оправок для прошивного стана, включающий операции предварительного формообразования заготовки с получением полуфабриката в виде конического стакана с выступом в донной части и окончательного формообразования с формированием рабочего и крепежного участков, а также калибрующего пояска, при этом полуфабрикат получают с размерами по наружному диаметру у торца крепежного участка 0,98-1,02 диаметра калибрующего пояска оправки, по наружному диаметру рабочего участка оправки, по толщине стенки на крепежном участке – равном, а на рабочем участке – составляющем 0,7-1 толщины стенки оправки, при этом при окончательном формообразовании производят одновременно обжим крепежного и осадку рабочего участка (Копыский Б.Д., Дмитриев В.Д., Хаустов Г.И. Способ изготовления оправки для прошивного стана. Авторское свидетельство СССР № 904855, опубликовано 15.02.1982, бюллетень № 6).
Недостатком известного способа является низкая стойкость прошивного инструмента, не достаточная глубина прошиваемого отверстия и необходимость его до сверловки при обработке оправки.
Цель изобретения – повышение стойкости прошивного инструмента, глубины прошиваемого отверстия, повышения точности получаемого изделия, экономичности процесса за счет уменьшения окончательной механической обработки оправки.
Техническая задача изобретения состояла в устранении недостатков известных технических решений.
Технический результат предлагаемого изобретения - снижение технологического усилия, повышение стойкости инструмента, увеличения глубины полости оправки, повышения точности получаемого изделия.
Технический результат достигается тем, что формообразование оправки происходит за четыре перехода, причем вначале на первом переходе осадкой исходной заготовки происходит оформление входного конуса заготовки с углом конусности 25-35о, затем на втором переходе прямым выдавливанием получают коническую заготовку без концевого выступа с высотой, равной 0,75-0,90 высоты готовой оправки, причем максимальный диаметр конуса в верхней части равен 0,95-0,98 диаметра готовой оправки, в нижней части – 1,0-1,3 диаметра оправки, примыкающей к концевому выступу оправки, а в средней части – 0,7-0,9 диаметра готовой оправки в соответствующем сечении, далее на третьем переходе происходит комбинированное выдавливание внутренней профиля оправки и концевого выступа и на четвертом переходе происходит окончательное формообразование открытой штамповкой заднего участка оправки для прошивного стана.
При этом для снижения усилия выдавливания полости на третьем переходе в процессе прямого выдавливания конической заготовки на втором переходе происходит также предварительное выдавливание конической полости глубиной 0,3-0,5 от общей глубины полости готовой оправки, а высота конической заготовки при этом равна 0,9-1,1 высоты готовой оправки.
Для реализации предложенного способа изготовления оправок для прошивного стана предложен штамп, содержащий четыре позиции для осадки заготовки, прямого выдавливания конического стакана, комбинированного выдавливания внутренней полости и концевого выступа, открытой штамповки заднего конического участка. При этом верхняя часть штампа для открытой штамповки на четвертой позиции состоит из пуансона для калибровки внутренней полости и матрицы для формообразования заднего конического участка, причем пуансон выполнен с возможностью осевого перемещения относительно матрицы.
При получении оправки прошивного стана методом горячей объемной штамповки путем предварительного формообразования заготовки в виде конического стакана и окончательного формообразования с формированием рабочего и крепежного участков, а также калибрующего пояска в процессе предварительного формообразования происходит образование наружного профиля оправки без выступа в донной части (концевого выступа) с высотой, равной 0,75-0,90 высоты готовой оправки, причем максимальный диаметр конуса в верхней части равен 0,95-0,98 диаметра готовой оправки, в нижней части – 1,0-1,3 диаметра оправки, примыкающей к концевому выступу оправки. Для снижения усилия комбинированного выдавливания полости на третьем переходе в процессе прямого выдавливания конической заготовки на втором переходе происходит также предварительное выдавливание конической полости глубиной 0,3-0,5 от общей глубины полости готовой оправки, а высота конической заготовки при этом равна 0,9-1,1 высоты готовой оправки.
При этом экспериментальными исследованиями и математическим моделированием установлено, что для снижения усилия комбинированного выдавливания на третьем переходе и повышения стойкости инструмента наружный диаметр в средней части заготовки (конического стакана) после предварительного формообразования на втором переходе равен 0,7-0,9 диаметра готовой оправки в соответствующем сечении. Поэтому, на третьем переходе в процессе выдавливания полости происходит свободная раздача заготовки и выдавливание металла в носик заготовки, это снижает технологическое усилие и повышает стойкость инструмента.
Окончательное формообразование заднего конического участка оправки прошивного стана осуществляется открытой штамповкой (обжимом) заднего участка оправки после третьего перехода.
В связи с тем, что при проведении патентно-информационного поиска и анализа предлагаемого способа не было обнаружено технических решений, имеющих признаки, сходные с признаками, отличающими предлагаемый способ и устройство от прототипа, заявляемое техническое решение удовлетворяет критерию "существенные отличия".
Сущность предложенного способа поясняется чертежами, которые не охватывают и, тем более не ограничивают весь объем притязаний данного технического решения, а являются лишь иллюстрирующими материалами частного случая выполнения.
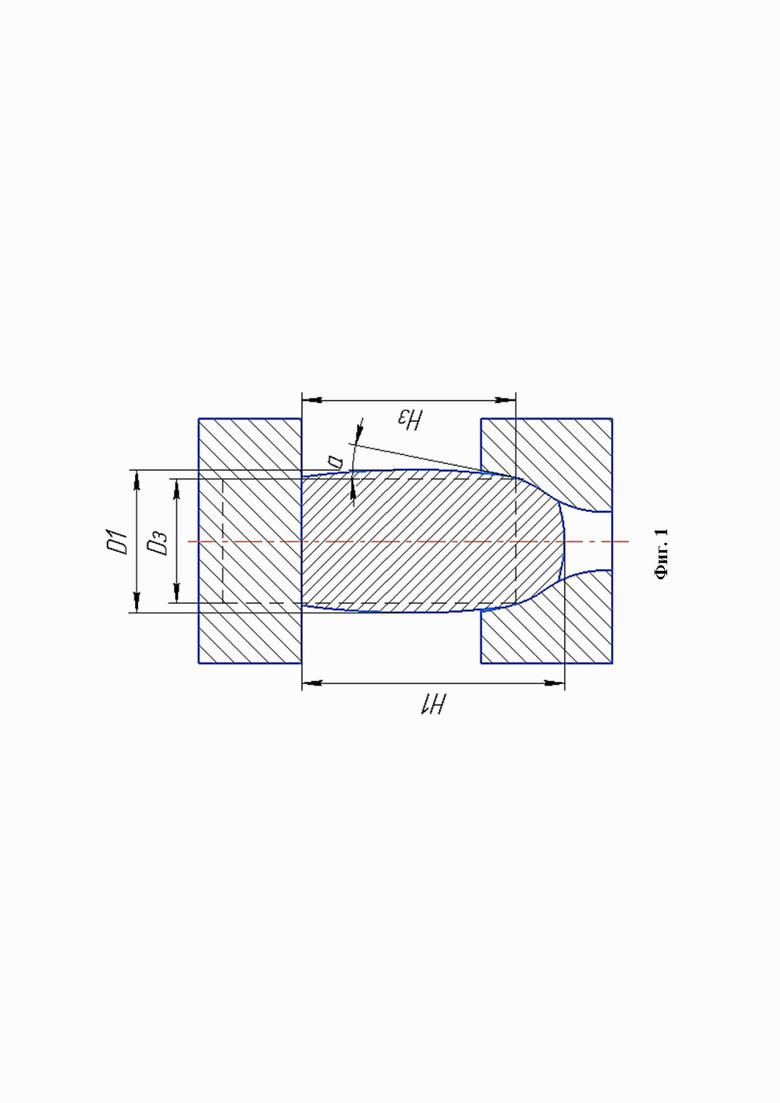
На фиг. 1 представлена схема первого перехода - осадка исходной заготовки с формированием входного конуса.
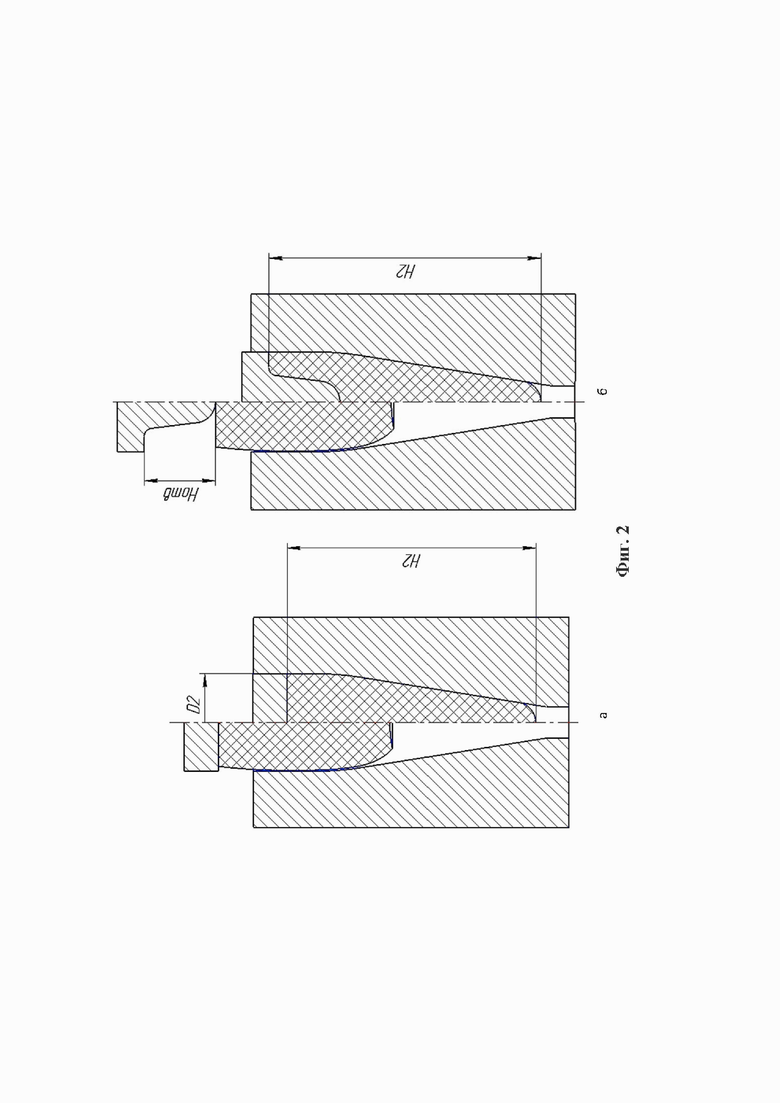
На фиг. 2 (а,б) представлена схема второго перехода - прямое выдавливание конической заготовки без концевого выступа.
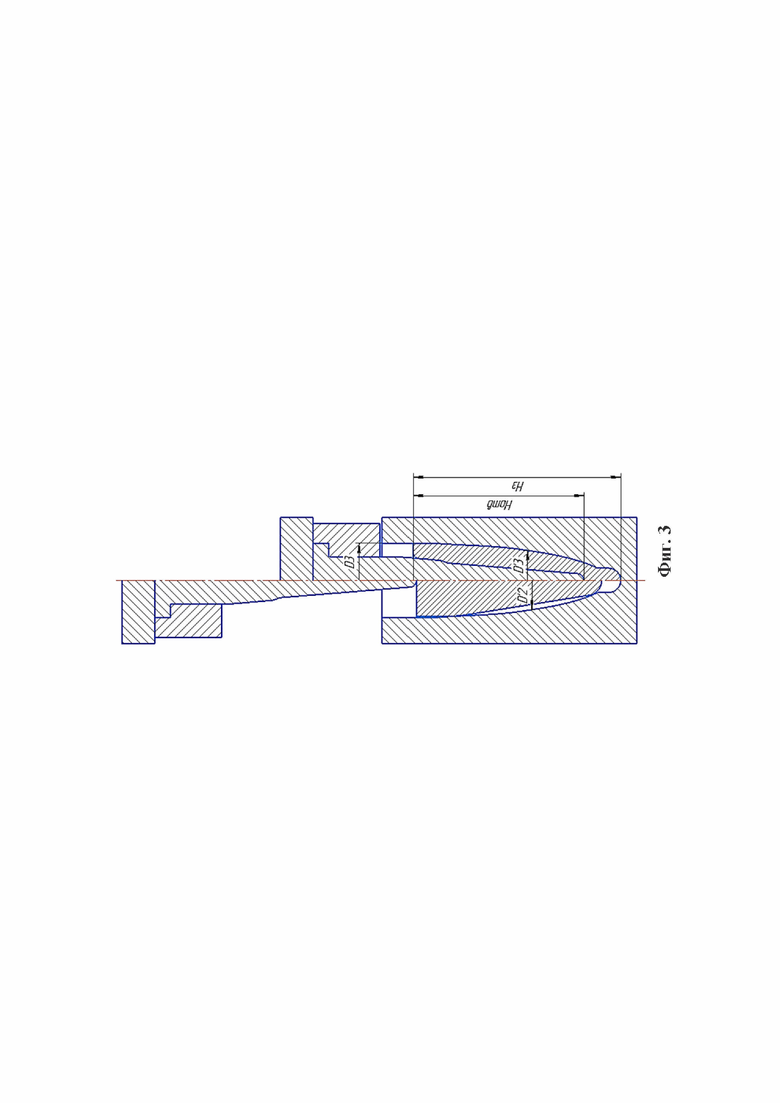
На фиг.3 представлена схема третьего перехода – комбинированное выдавливание внутренней полости, рабочего конуса и концевого выступа оправки прошивного стана.
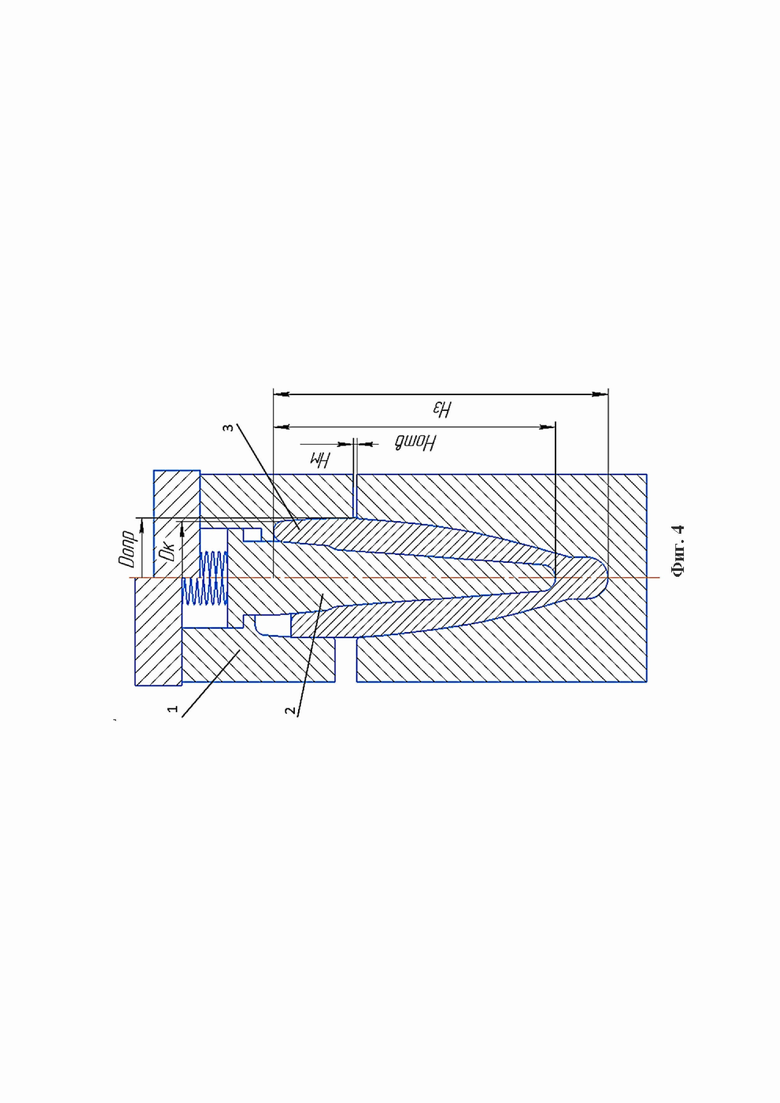
На фиг. 4 представлена схема четвертого перехода – окончательное формообразование открытой штамповкой заднего участка оправки для прошивного стана.
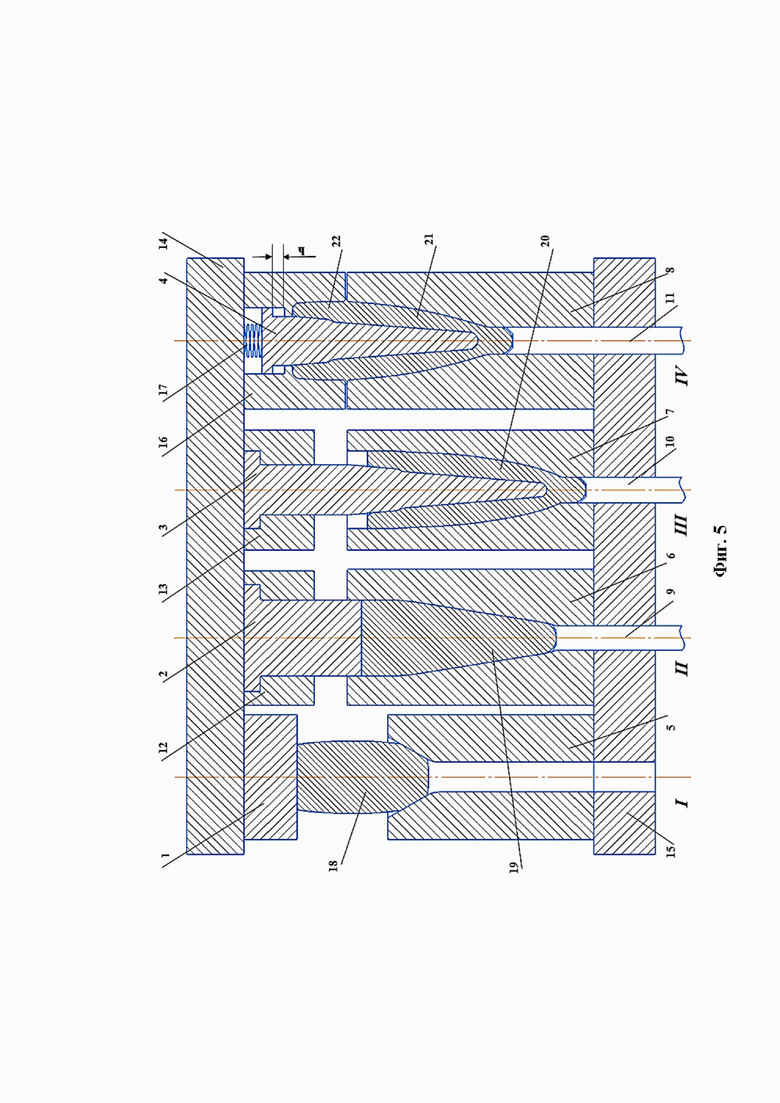
На фиг. 5 представлен штамп для горячей штамповки оправки прошивного стана.
При производстве оправки прошивного стана вначале на первом переходе происходит осадка предварительно нагретой заготовки с предварительным оформлением входного конуса (фиг.1). Степень деформации, угол и размеры конуса определяются беспрепятственным заходом заготовки в полость матрицы на втором переходе. Исследованиями установлено, что угол заходного конуса рекомендуется выбирать в пределах 25-35°. При производстве оправки D=72 мм исходя из равенства объема оправки с учетом отходов выбирается заготовка диаметром Dз=60мм, высотой Hз =148 мм. После осадки диаметр заготовки находится в пределах D1=68мм, высота вместе с коническим выступом – H1 ≈ 123 мм.
На втором переходе (фиг.2а) происходит прямое выдавливание осаженной заготовки с предварительным оформлением наружного профиля заготовки в виде конического стакана без образования концевого выступа (носика) оправки. Для снижения усилия выдавливания, нагрева и износа прошивного пуансона на следующем переходе в процессе данного перехода может происходит предварительное выдавливание внутренней полости на глубину 0,3-0,5 от общей глубины (рис. 2б). Наружный диаметр заготовки после второго перехода для удобства установки на следующем переходе принимается на 2-4мм меньше, чем диаметр готовой оправки, т.е. D2 /Dоп = 0,95-0,98. Например, для оправки диаметром Dоп =72 мм диаметр заготовки после второго перехода при экспериментальном исследовании данного процесса принимался равным D2 =70 мм. Для снижения усилия комбинированного выдавливания на следующем (третьем) переходе и повышения стойкости инструмента наружный диаметр в средней части заготовки (конического стакана) после предварительного формообразования на втором переходе равен 0,7-0,9 диаметра готовой оправки в соответствующем сечении (D'2 /D'3 = 0,7-0,9). В процессе комбинированного выдавливания полости на следующем переходе происходит свободная раздача заготовки и выдавливание металла в носик заготовки, это снижает технологическое усилие и повышает стойкость инструмента.
На третьем переходе (фиг.3) осуществляется комбинированное выдавливание полости оправки с формированием рабочего конуса оправки и концевого выступа. Заготовка после второго перехода устанавливается в матрицу и прошивается пуансоном. Внутренняя водоохлаждаемая полость оправки глубиной Hотв, наружный профиль ниже калибрующего пояска и концевой выступ после третьего перехода имеют окончательные размеры. Так как после второго перехода наружный диаметр заготовки меньше размеров готовой оправки (D'2 /D'3 = 0,7-0,9), то при комбинированном выдавливании происходит свободная раздача заготовки, а также выдавливание металла в концевой выступ (носик) заготовки. Это снижает технологическое усилие, улучшает условия работы и повышает стойкость инструмента.
На четвертой стадии происходит окончательное формообразование открытой штамповкой в разъемной матрице с горизонтальной плоскостью разъема заднего участка оправки 3 для прошивного стана (фиг.4). Оправка приобретает окончательные размеры. Верхняя часть инструмента на четвертой позиции выполнена сборной, состоящей из пуансона 2 и матрицы 1. При этом пуансон 2 выполнен с возможностью перемещения относительно верхней матрицы 1. При рабочем ходе пресса вначале пуансон входит в полученную на третьем переходе полость и контролирует ее форму и размеры при смыкании штампа и формировании заднего участка оправки. При этом пуансон выполнен с возможностью осевого перемещения и не испытывает осевой нагрузки, что снижает общее технологическое усилие на переходе и резко повышает стойкость пуансона. Исследования данного технологического процесса показало, что при использовании подвижного (подпружиненного) пуансона технологическое усилие снижается на 20-35%. процессе смыкания штампа и оформлении заднего участка оправки для прошивного стана в плоскости разъема матрицы (зазор Hм) возможно образование не большого заусенца, который впоследствии удаляется последующей обработкой резанием.
Штамп для изготовления оправки прошивного стана (рис.5) имеет четыре позиции штамповки (I, II, III, IV). Штамп состоит из пуансонов 1, 2, 3, 4, осадочной плиты 5, матриц 6, 7, 8, 16, выталкивателей 9, 10, 11, пуансонодержателей 12, 13, верхней 14 и нижней 15 плит, пружины (упругого элемента) 17 для возврата пуансона 4 в исходное положение после размыкания штампа.
Пуансон 1 осуществляет осадку заготовки 18 на позиции I. Пуансон 2 на позиции II производит прямое выдавливание конического стакана 19 в матрице 6 без образования концевого выступа (носика) оправки. Высота конической заготовки на втором переходе равна 0,75-0,90 высоты готовой оправки. При выдавливании на втором переходе конической заготовки с предварительной конической полостью глубиной 0,3-0,5 от общей глубины полости готовой оправки высота конической заготовки увеличивается до 0,9-1,1 высоты готовой оправки. На III позиции пуансоном 3 в матрице 7 комбинированным выдавливанием получают внутреннею полость и концевой выступ оправки 20. На позиции IV открытой штамповкой выполняют окончательное формообразование заднего конического участка 22 оправки 21 матрицей 16 и пуансоном 4. При этом пуансон 4 выполнен с возможностью осевого перемещения после начала рабочего хода и введения его в водоохлаждаемую полость оправки, полученной на позиции (III). После введения пуансона в оправку и начала оформления открытой штамповкой заднего участка оправки пуансон 4 осевой нагрузки не испытывает, его функция заключается в сохранении формы и размеров полости оправки. Величина осевого перемещения пуансона «h» определяется разностью высоты оправки после третьего и четвертого переходов.
Для облегчения введения пуансона 4 в полость оправки в начале рабочего хода пуансон 3 для выдавливания полости оправки на третьем переходе может иметь поперечные размеры (диаметр) на 2-5% больше, чем размеры пуансона 4, соответствующего размерам полости готовой оправки.
Экспериментальное и аналитическое исследование моделированием предложенного способа изготовления оправок диаметром 72 мм для прошивного стана показало, что температура поверхности пуансона достигает 600°С, в центре – 200°С, максимальное значение среднего напряжения в нижней и наиболее нагруженной части пуансона достигает «-578» МПа. Поэтому материал инструмента должен выбираться с учетом этих показателей. На основе анализа условий работы инструмента и механических свойств теплостойких штамповых сталей при различной температуре для изготовления пуансона для выдавливания рекомендуется использовать стали 4Х2В5МФ, 5Х3В3МФ, 2Х6В8М2К8. Сравнение механических свойств предлагаемых штамповых сталей и условий работы инструмента (напряжение, температура) показывает, что данные стали соответствуют условиям работы инструмента по всем параметрам.
Полученные результаты свидетельствуют о возможности использования в промышленности предложенного способа изготовления оправок прошивных станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
| Способ изготовления водоохлаждаемой оправки прошивного стана в виде двухслойного полого тела и штамп для его осуществления | 2023 |
|
RU2804236C1 |
| Способ восстановления наружной поверхности оправок прошивного стана и штамп для его осуществления | 2023 |
|
RU2806565C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| Способ изготовления оправки для прошивного стана | 1978 |
|
SU904855A1 |
| Способ изготовления оправок прошивного стана | 1980 |
|
SU1129009A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении оправки прошивного стана. На первом переходе осадкой исходной заготовки осуществляют оформление входного конуса заготовки. На втором переходе прямым выдавливанием получают коническую заготовку без концевого выступа с высотой, равной 0,75-0,90 высоты готовой оправки. Максимальный диаметр конуса в верхней части равен 0,95-0,98 диаметра оправки, в нижней части – 1,0-1,3 диаметра оправки, примыкающей к концевому выступу оправки. В средней части диаметр составляет 0,7-0,9 диаметра готовой оправки в соответствующем сечении. На третьем переходе производят комбинированное выдавливание внутренней полости оправки и концевого выступа, на четвертом переходе - окончательное формообразование открытой штамповкой заднего конического участка оправки. В результате обеспечивается снижение технологического усилия, повышение стойкости прошивного инструмента, увеличение глубины полости оправки. 2 н. и 2 з.п. ф-лы, 5 ил.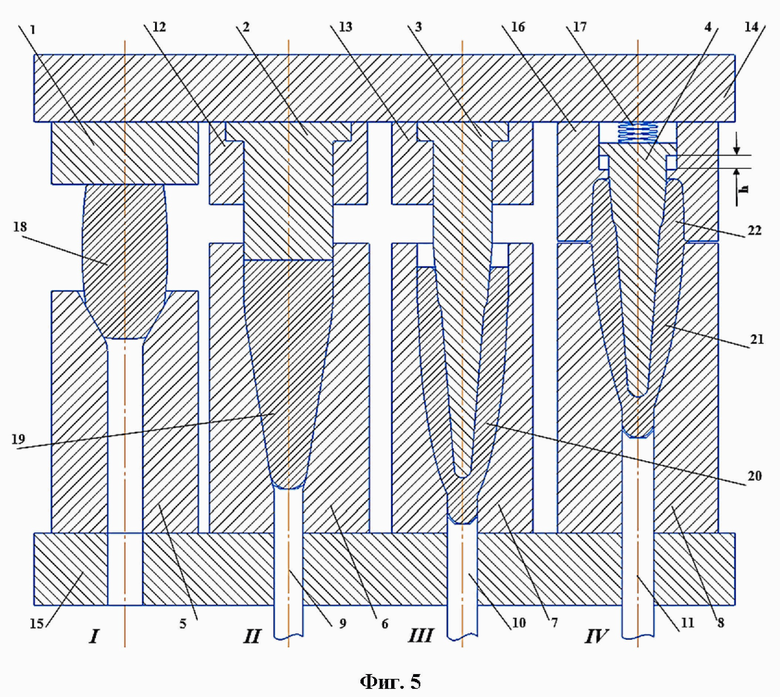
1. Способ изготовления оправки для прошивного стана, включающий операции формирования на исходной заготовке рабочего конуса, концевого выступа, внутренней водоохлаждаемой полости и заднего конического участка, отличающийся тем, что на первом переходе осадкой исходной заготовки осуществляют оформление входного конуса заготовки, на втором переходе прямым выдавливанием получают коническую заготовку без концевого выступа, которая имеет высоту, равную 0,75-0,90 высоты готовой оправки, максимальный диаметр конуса в верхней части, равный 0,95-0,98 диаметра оправки, диаметр в нижней части, равный 1,0-1,3 диаметра оправки, примыкающей к концевому выступу, диаметр в средней части, равный 0,7-0,9 диаметра оправки в соответствующем сечении, на третьем переходе комбинированным выдавливанием получают внутреннюю водоохлаждаемую полость, рабочий конус и концевой выступ оправки, а на четвертом переходе открытой штамповкой осуществляют окончательное формообразование заднего конического участка оправки.
2. Способ по п.1, отличающийся тем, что на первом переходе оформляют входной конус заготовки с углом, равным 25-35°.
3. Способ по п.1, отличающийся тем, что на втором переходе осуществляют предварительное выдавливание в конической заготовке конической полости глубиной, равной 0,3-0,5 от общей глубины внутренней водоохлаждаемой полости оправки, и высоту, равную 0,9-1,1 высоты оправки.
4. Штамп для изготовления оправки для прошивного стана способом по пп. 1-3, характеризующийся тем, что он выполнен с позициями для осадки исходной заготовки, прямого выдавливания с получением конической заготовки без концевого выступа, комбинированного выдавливания внутренней водоохлаждаемой полости, рабочего конуса и концевого выступа оправки, открытой штамповки заднего конического участка оправки, при этом на позиции для открытой штамповки заднего конического участка оправки верхняя часть штампа выполнена сборной и состоит из пуансона для сохранения формы и размеров внутренней полости оправки и матрицы для формообразования заднего конического участка, причем пуансон выполнен с возможностью осевого перемещения относительно матрицы.
| Способ изготовления оправки для прошивного стана | 1978 |
|
SU904855A1 |
| Способ изготовления деталей с глубокими,узкими глухими полостями | 1975 |
|
SU599904A1 |
| Способ изготовления оправок для прошивных станов | 1955 |
|
SU104319A1 |
| US 4370879 A1, 01.02.1983 | |||
| US 3990330 A1, 09.11.1976. | |||

