Призмы 28 и 29 стопорятся на определенном уровне с помощью маховиков 35 и 36 и направляющих винтов 37 п 38, на которые в верхней части наворачиваются ограничительные гайки 39 и 40.
После того, как опорный валок, состоящий из валка 30, иодущек 19 и подшипников жидкостного трения, включающих необходимые для распрессовки втулку-вкладыш 22, коиусную втулку 23, крышку 24, упорный узел 25 и втулку 2о, установят подъемным краном на призмы 28 и 29 подъемного стола 27, то с помощью гидроцилиидров 4 подводят салазки 3 с установленными на них суппортами 5 таким образом, чтобы подушки 19 могли установиться на соответствующие площадки салазок. Затем, выдерживая в горизонтальном положении валок 30, при помощи указателей 31 и 32 уровня и гидроцилиндров 33 и 34 подушки 19 оиуекают на салазки 3.
Призмы 28 и 29 могут перемещаться из пижнего положения в крайнее верхнее на величину хода, обусловленную переточкой валка с максимальпого диаметра на минимальный, при этом направляющими при движении призм служат винты 37 и 38, а упорами- гайки 39 и 40.
В конечных положениях призмы могут фиксироваться маховиками 35 и 36 благодаря чему штоки цилиндров будут разгружены.
После установки подушек 19 с валком 30 на призмы 28 и 29 подъемного стола 27 салазки 3 производят распрессовку конусных втулок 23 с конических шеек валков 30 и сиятие их вместе с подушками 19. Для этого заводят в боковые отверстия подушек выдвижные штыри 21.
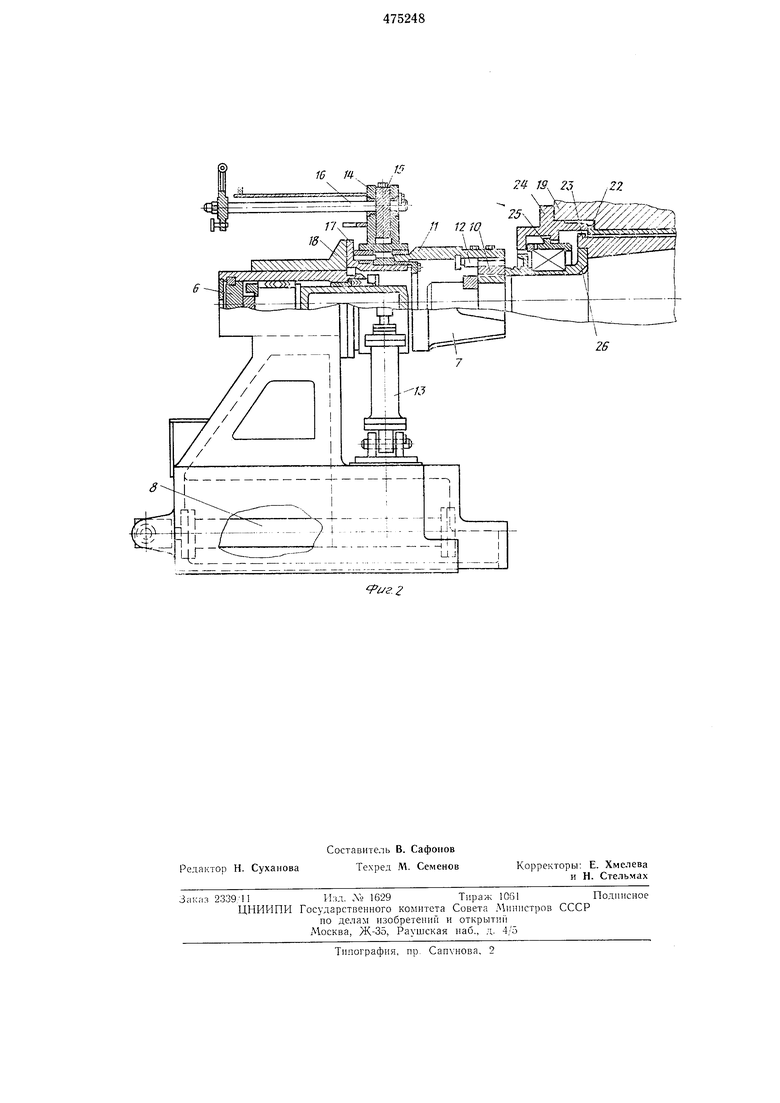
Гидродилиндром 4 через подушку 19, крышку 24, упорный узел 25 и втулку 26 создают усилие папрессовки одной из конусных втулок 23 на конусную шейку валка 30 с тем, чтобы разгрузить резьбу стопорной детали 10. Затем, не снимая усилия напрессовки, подводят суппорт 5. При этом обеспечивается обязательное вхождение шпонки 12 на втулке 11 в паз стопорной детали 10.
Собачка 15 с помощью вала 16 и маховика перебрасывается в положение, соответствующее положению отвинчивания для данного суппорта 5.
С помощью гидроцилиндра 13, соединенных шарнирно с хомутом 14, который в свою через собачку 15 соединен с втулкой 11, вращающейся относительно втулки 17, прикрепленной болтами к стойке 18 суппорта 5, храповое устройство производит отвинчивание стопорной детали 10, резьба которой разгружена от усилий, передающихся сопряженными деталями.
По окончании отвинчивания суппорт 5 отводится в крайнее положение, при этом снимается усилие наирессовки, создаваемое гидро цилиндром 4.
Стопорные детали 10 с помощью крана демонтчруются с шейки валка 30, после чего
суппорт 5 снова выводится из крайнего положеиия в иоложение, нри котором с иомощью штырей 9 он сцепляется с салазками. Затем осуществляют распрессовку конусной втулки 2J с конусной шейки валка 30.
Усилие расирессовки подается одновременно гидроцилиндром устройства распрессовки суппорта 5, который штоком воздействует на концевой торец валка 30, и гидроцилиндром движения салазок 3, воздействующим через захваты 20 и штыри 21 на подушку 19.
Оба усилия суммируются, и иодушка 19 через втулку-вкладыш 22 воздействует на бурт конусной втулки 23. Ь результате происходит сдергиваиие втулки 23 с конусной шейки валка ciO.
После этого гидроцилиндром 4 салазки вместе с подушкой 19 и подшипником, включающим втулку-вкладыш 22, конусную втулку 23, втулку 26, упорный узел 25 и крышку 24, отводят в крайнее иоложепие.
Выдвижные штыри 21 выводятся из отверстий подушки 19, которая затем краном удаляется с салазок 3.
Далее аналогичным образом и в такой же последовательности производится распрессовка и снятие подушки с подшипником вторым суппортом с противоположного конца валка. Па этом демонтаж подушек с подшипниками
с шеек валка заканчивается.
Монтаж подшипников с подушками на шейке валка производится в следующей последовательности.
Краном на призмы 28 и 29 подъемного стола 27 устанавливают валок 30, а на салазки 3, находящиеся в крайних положениях, устанавливают иодушки 19 с собранными в них подшипниками жидкостного трения.
С помощью указателей 31 и 32 уровня и
гидроцилиндров 33 и 34 валок 30 выставляется горизонтально на определенном уровне по оси подушек 19.
При помощи гидроцилиндров 4 одаи из салазок 3 из крайнего положения подаются вперед, и подушка 19 с паходящейся в ней конусной втулкой 23 наезжает на конусную шейку валка 30.
Выдвижные штыри 21 захватов 20 предварительно заводятся в отверстия подушек 19.
Вторыми салазками 3 с противоположной стороны производится аналогичная операция. Затем суппорты 5 на салазках 3 отводятся в крайние положения. Стопорные детали 10 устанавливают на шейки валков краном.
На этом заканчивается подготовка подшипника с подушками на шейках валка перед их напрессовкой. После этого одним из гидроцилиндров 4 салазок 3 подается строго дозированное усилие напрессовки.
Через выдвижные штыри 21 захватов 20, подушку 19, втулку-вкладыш 22 усилие передается на бурт конусной втулки 23 и напрессовывает ее на конусную шейку валка 30. Пе снимая усилия напрессовки, подводят из
крайнего положения суппорт 5.
С помощью вала 16 и маховика перебрасывают собачку 15 в положение, соответствующее завинчиванию, после чего в паз стопорной детали 10, манипулируя гидроцилиндрами 13 и 8, заводят шпонку 12, закрепленную на втулке 11.
Гидроцилиндрами 13 через хомут 14, сцеиляющнйся с втулкой И собачкой 15, сообщают поворот втулке 11 относительно втулки 17, закрепленной болтами иа стойке 18 суппорта 5.
Втулка 11 через шпонку 12 воздействует на стопорную деталь 10, производится завинчивание.
При этом резьбовое соединение разгружено, так как конусная втулка 23 уже предварительно напрессована с помощью гидроцилиндра 4 на конусную шейку валка 30.
После завинчивания стопорной детали 10 усилие иапрессовки от гндроцилнндра 4 снимается, выдвижные штыри 21 захватов 20 выводятся из отверстий подушек 19, суппорт 5 на салазках 3 отводится в крайнее положение, иосле чего сами салазки также отводятся в крайнее положение.
Сборка второй подушки с подшипником на шейку валка с противоположного конца осуществляется аналогично в той же последовательности.
На этом монтаж нодушек с подшипниками на конусные шейки валка заканчивается, и валок сннмается со стенда краном.
10
Предмет н з о б р е т е н и я
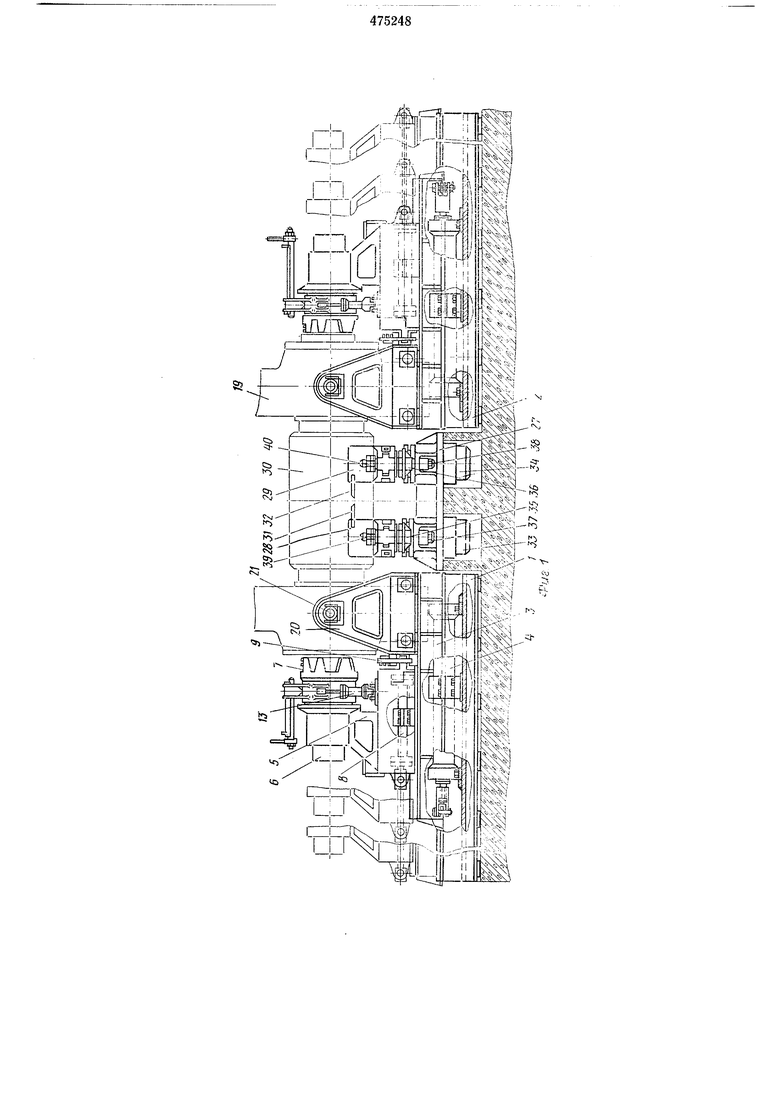
Стенд для монтажа нодшниииков жидкостного трения иа прокатные валки и демонтажа
их. содержащий смонтированные на станине стол с подвижными призмами для установки валка, захваты подшипниковых подушек и установленный в наиравля1оии1Х приводной суииорт с устройством для раснрессовки н
гайковертом, о т л и ч а ю ип и с я тем. что, с нелью разгрузки стопорных деталей подшинников от усилий наирессовки и раснрессовкн, он снабжен установлеинымн в нанравляющнх станнны нриводными салазками, а захваты и
суииорт разменюны на салазках.
сЛ:ш 16 Ш /5 Z ,22
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для монтажа подшипников жидкостного трения на прокатные валки и демонтажа их | 1980 |
|
SU893502A1 |
| Устройство для монтажа и демонтажа валков с подушками | 1980 |
|
SU941152A1 |
| Стенд для монтажа и демонтажа подшипников жидкостного трения прокатных валков | 1980 |
|
SU884937A1 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА РОЛИКОПОДШИПНИКОВB!:bJ:i;,, | 1966 |
|
SU178342A1 |
| Устройство для монтажа на валы подушек с подшипниками | 1976 |
|
SU617229A2 |
| Стенд для монтажа на валки подушек с подшипниками и их демонтажа | 1989 |
|
SU1655757A1 |
| СТЕНД ДЛЯ СНЯТИЯ ПОДШИПНИКОВ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2338608C1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1991 |
|
RU2025252C1 |
| Подшипниковая опора прокатного валка | 1976 |
|
SU551063A1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |