1
Изобретение относится к автоматизации сбора первичной ин.формации в области автоматизированного управления производством резинотехнических, асботехнических изделий и нредназначено для фиксации производственного состояния - степени загрузки, учета выработки за цикл и контроля технической исправности уплотиеиий гидросистемы циклически работающего оборудования, напри-мер, гидровулканизационных прессов.
Устройство может быть Применено для указанных целей в аналогичных производствах, где работа оборудования циклическая и сопровождается созданием давления иа полимерную, металлическую, кожаную и другую аналогичную заготовки или на какую-нибудь физическую смесь с целью формирования с помощью давления требуемого изделия, а также для контроля производственного состояния некоторых видов литьевых мащин.
В известном устройстве учета выработки прессов информацию о работе или простое п выработке пресса получают от командного электропневматического прибора, управляющего работой пресса. Известное устройство содержит датчик давления, схему «И, выход которой подключен к одному из элементов «Память, схему «ИЛИ-НЕ, один из входов которой соединен с входом первого элемента «Задержка времени, второй и третий элементы «Задержка времени.
Однако с помощью такого устройства получают информацию о работе пресса и количестве изготовленной им продукции за цикл с низкой достовериостью, так как наличие давления в гидросистеме или замкнутые контакты командоаппарата не являются объективным иризнаком загрузки пресса сырыми заготовкамть Иизкая достоверность первичной информации приводит к дезинформации управляющего персонала, а технику управления делает малоэффективиой. Цель изобретения - повыщение точности
работы устройства.
Это достигается тем, что в предлагаемое устройство введены элемент «Запрет, переключатель, диоды и реле с замыкающим контактом, причем датчик давления подключен к
входу второго элемента «Задержка времени и к последовательно соединенным элементам «Запрет, «Задержка времени и «Память, выход которого через соответствующий диод соединен с другим в.ходом схемы «ИЛИ-НЕ,
выходом подключенной к одному из входов схемы «И, другой вход которой соединен с выходом третьего элемента «Задержка времени, второй элемент «Задержка времени через соответствующие диоды подключен к
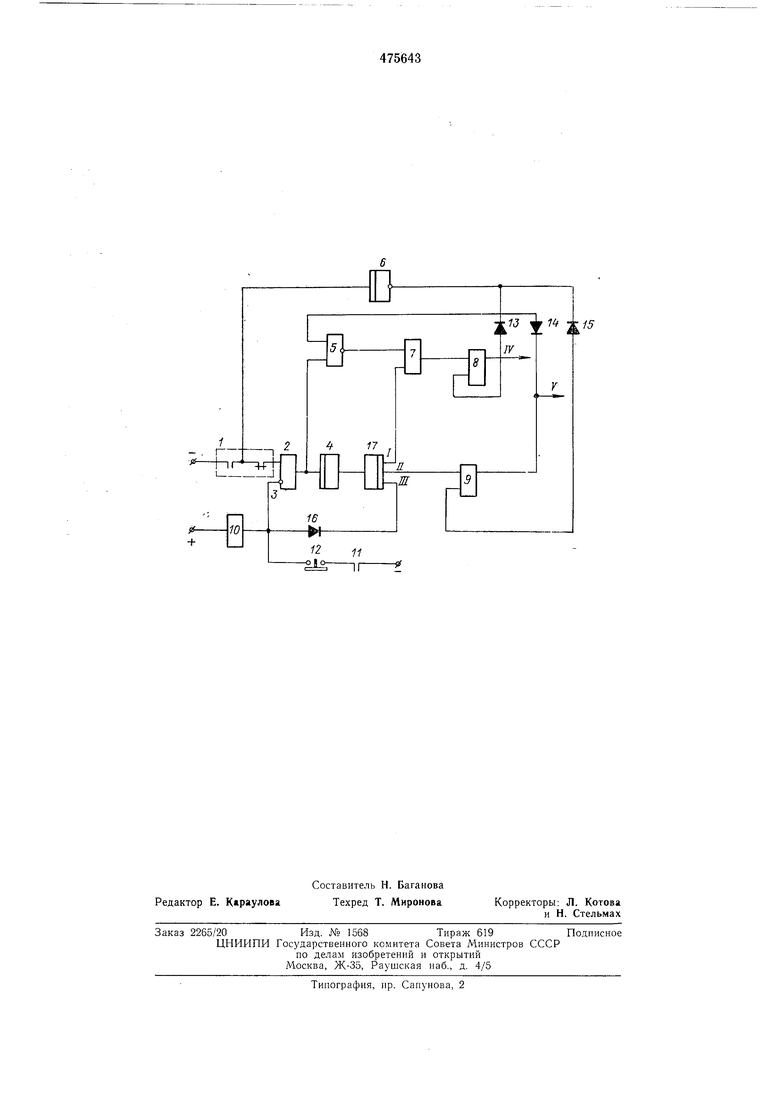
элементам «Память, а инверсный вход элемента «Запрет соединен с реле, подключенным через выпрямитель к выходу третьего элемента «Задержка времени и через переключатель к собетвенному замыкающему ког такту. На чертеже приведена етруктурная схема предлагаемого устройегвп. Схема содержпт датчик давлення 1, замыкаюпи1Й контакт которого настранвается и мкпимальное давлеппе, а размыкающин KOI такт датчика давления 1 настраивается -ьа возможное максимальное давление в гидросистеме; элемент «Запрет 2 с инверсным входом 3: первый элемент «Задержка времени 4, который настраивается на время исчезновения контакта в цепи датчика 1 в результате возможного дребезга контактов; схему «ИЛИ-ЫЕ 5; второй элемент «Задержка времени 6; схему «И 7; элеме;;ты «Память 9; реле 10 с собственным замыкаюидпм контактом 11; переключатель 12; диоды 13, М и 15; вынрямитель 16; третий элемент «Задержка времени 17. S CTpoAcTBO работает следующим образом. В исходном состоянии, перед включение.м пресса, сигналы в цепи последовательно соеднненных замыкаюш его и размыкающего коитактов датчика 1, отсутствуют. Вследствие этого отсутствуют сигналы на входах элемента «Запрет 2, первого 4, второго 6 и третьего 17 элементов «Задержка времени, на элементах «Память 8, 9 и имеются на выходах схем «ИЛИ-НЕ и второго элемента «Задержка времени 6. С выхода последнего сигнал поступает через диоды 14 и 15 на входы выходных каналов элементов «Память 8 и 9, в результате чего сигналы на выходах устройства отсутствуют, что характеризует простой оборудования и, следовательио, отсутствие выработки. При повышении давления, вследствие включения гидросистемы в работу, плиты пресса соединяются, и начинается процесс формирования изделия в камерах пресс-форм, находящихся между плитами пресса. Этот переходный процесс длится различное время в зависимости от количества сырых заготовок в пресс-формах контролируемого пресса, т. е. в зависимости от стеиени его загрузки. Формнрование изделия длится от момента соединения плит до момента набора рабочего давления. Следовательно, с момента достижения минимального давления замыкающий контакт датчика давления 1 замыкается, и на выходе элемента «Запрет 2 появляется сигнал, который поступает на вход схемы «ИЛИ-ПЕ 5 и демпфирующий элемент «Задержка времени 4, настроенный на время, большее врсмени возможного исчезновения входного сигнала, вследствие дребезга контактов датчика 1 в момент их коммутации. Одновременно с момента достижения минимального давления, что характеризуется замыканнем замыкаюп1,его контакта датчика 1, подается сигнал на второй «Задержка времени 6, выходной сигнал которого исчезает п тем самым подготавлпвает элементы «Память 8 и 9 к приему счнтывающнх сигналов. Демпфирующий элемент «Задержка времени 4 своим выходным сигналом включает третий элемент «Задержка времени 17, количество выходных ступеней которого равно сумме числа возможиых стуненей загрузки пресса заготовками и ступени, контролируюП1,ей техническое состояние уплотнений гидросистемы. Загрузка пресса 50%. Появившийся сигнал I ступени элемента 17, соответствующий половинной загрузке прессса заготовками, поступает на одип из входов схемы «И 7. Через очепь малый промежуток времени, равный 1-2% от времени уставки этой ступени, исчезает основной сигнал на входе элемента «Задержка времени 4 ввиду размыкания контакта датчика 1 при достижении рабочего давления. Схема «ИЛИ-НЕ 5 срабатывает до исчезновения основного сигнала, н на ее выходе появляется сигнал, запускающий схему «И 7. Надежности этого процесса, запускающего схему «И 7, способствует элемент «Задержка времени 4, имеющий выдержку времени до 3 сек. Схема «И 7 управляет элемеитом «Память 8, па входе которого появляется сигнал, соответствуюи1,ий иоловинной загрузке пресса, который посылается в схему переработки информации. Факт появления (изменения) сигнала характеризует выработку пресса за цпкл. Выходной сигнал элемента «Память 8 гасится при отключении пресса на время, больщее, чем для определения готовности изделия, что характеризуется отсутствием давления в гидросистеме. Тогда предыдущее состояние (нулевое) элемента «Задержка времени 17 исчезает, и появляется сигнал, возвращающий соответствующий элемент «Память 8 в исходное состояние; сигнал с выходного канала псчезает, и начинается простой. Если же время отсутствия минимального давления, характеризуемого состоянием замыкающего контакта датчика 1, меньше времени, необходимого для определения готовности издэлия-- времени установки элемента 6 (что характеризует включение цресса на -повторный цикл вулкаииза.ции изделия), то элемент «Память/ 8 не возвращается в исходное состояние, и сигнал о загрузке пресса не прекращается, а так как изменения его не произошло, то выработка при повторной варке заготовок не учитывается. Загрузка пресса 100%. Появившийся Огнал элемента «Задержка времени 17 неоказывает влияния на выходной канал, так как давление в гидросистеме не достигло максимального значения, и сигнал на выходе элемента «Запрет 2 не исчезает. При дальнейшем увеличении времени нарастания давления элемент «Задержка времени 17 достигает заданной установки (на 1-2% меньше фактического времени нарастания давления, характеризующего полную, 100%-ную нагрузку), и появившийся на ее выходе сигнал включает элемент «Память 9.
Элемент «Память 9 выдает сигнал о полной загрузке пресса в схему переработки информации. Одновременно элемент «Память 9 посылает запреш,аюш,ий сигнал на вход схемы «ИЛИ-НЕ до того, как исчезнет сигнал на выходе элемента «Запрет 2.
Возврат элемента «Память 9 в случае окончания цикла вулканизации аналогичен описанному в случае половинной загрузки.
При срабатывании элемента 17 включается реле 10, и параллельно подается запрещаюш,ий сигнал на вход 3 элемента «Запрет 2. Реле 10 становится на самопитание через переключатель 12 и собственный контакт 11, тем самым сохраняя сигнал запрета сколько угодно длительное время, который заш,ищает все устройство в целом от ложного формирования информации о производственном состоянии, т. е. степени загрузки пресса и его выработке при возможных последуюш;пх циклах.
Одновременно реле 10 своим размыкающим конта-ктом (на чертеже не показан) размыкает цепь пуска пресса на следующий цикл и другим замыкающим контактом (на чертеже не показан) замыкает цепь вызывной сигнализации специальной ремонтной службы.
При устранении неисправности в уплотнениях гидросистемы нажатием переключателя 12 восстанавливается схема устройства, и
тем самым снимается запрет на автоматический контроль цроизводственно-технического состояния и учета выработки.
Предмет изобретения
Устройство для контроля и учета работы оборудования, содержащее датчик давления, схему «И, выход которой подключен к одному из элементов «Память, схему «ИЛИ- НЕ, один из входов которой соединен с входом первого элемента «Задержка времени, второй и третий элементы «Задержка времени, отличающееся тем, что, с целью повышения точности работы устройства, в него введены элемент «Запрет, переключатель, диоды и реле с замыкающим контактом, причем датчик давления подключен к входу второго элемента «Задержка времени и к последовательно соединенным элементам «Запрет, «Задержка времени и «Память, выход которого через соответствующий диод соединен с другим входом схемы «ИЛИ-НЕ, выходом подключенной к одному из входов
схемы «И, другой вход которой соединен с выходом третьего элемента «Задержка времени, второй элемент «Задержка времени через соответствующие диоды подключен к элементам «Память, а инверсный вход элемента «Запрет соединен с реле, подключенным через выпрямитель к выходу третьего элемента «Задержка времени и через переключатель к собственному замыкающему контакту.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ПАРАЛЛЕЛЬНОЙ РАБОТЬ МНОГОПОСТОВЫХ СВАРОЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ | 1973 |
|
SU361027A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Устройство для защиты от однофазного замыкания на землю в сети с изолированной нейтралью | 1989 |
|
SU1734160A1 |
| Электропривод постоянного тока | 1984 |
|
SU1239820A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| Прессовая установка в линии производства древесных плит | 1986 |
|
SU1407811A1 |
| Магнитодинамическая установка | 1986 |
|
SU1372630A1 |
| Устройство для контроля системы автоматизированного управления механизмами с самоудержанием | 1977 |
|
SU690449A1 |
| Устройство для управления испытанием электронагревателей | 1981 |
|
SU1012218A1 |
| Многодвигательный электропривод | 1990 |
|
SU1818676A1 |