Изобретение относится к промышленности строительных материалов, в частности стекольной, и может быть использовано в устройствах управления технологическими процессами предварительной обработки стекольной шихты.
Большинство известных поточно-транспортных систем в отделениях обработки сырьевых материалов и приготовления стекольной шихты имеют разветвленную и достаточно протяженную технологическую цепь, состоящую из различных механизмов (элеваторы, конвейеры, питатели, шнеки и т.п.). При этом часто различные механизмы и особенно их приводы находятся на значительном расстоянии друг от друга и на разных этажах цеха приготовления шихты. В крупных цехах производительностью 800-1200 т шихты в сутки выполнены несколько десятков поточно-транспортных систем и линий с большим количеством (до нескольких сотен) контролируемых параметров. Контролируются уровни сырья в бункерах, приложение различных заслонок, переключателей плужковых сбрасывателей и т. п. Как правило, эта информация выводится на мнемосхему и, прежде чем произвести пуск определенного потока, оператор по мнемосхеме оценивает технологическую ситуацию. Однако обилие или отсутствие информации о некоторых параметрах ведет к неправильному включению транспортного потока с последующим вынужденным остановом потока. Все это приводит к неэффективному управлению работой поточно-транспортной системой.
Неоправданным пуск поточно-транспортной системы может случиться в следующих случаях:
не полностью включено электрооборудование поточно-транспортной системы;
нет полной готовности технологического оборудования к пуску.
Существующие системы управления поточно-транспортными системами не контролируют ни готовность электрооборудования к пуску, ни готовность технологического оборудования. Например, при подготовке к пуску поточно-транспортной системы не было подано питание на тиристорный коммутатор последнего по пуску механизма. Это может иметь место в случае отключения выключателя безопасности на местном пульте управления либо в случае отключения автоматического выключателя в помещении тиристорных шкафов управления. При этом следует учитывать и то, что пуск поточно-транспортной системы осуществляют из помещения центрального пульта управления, а точки указанных параметров, как правило, находятся в других и часто удаленных помещениях. В этом случае оператор, не зная о неготовности электрооборудования последнего по пуску механизма, осуществляет пуск потока. Включается, например, первый конвейер, потом через 4-5 с элеватор, а последний конвейер не включается ввиду его неготовности к пуску. При этом оператор вынужден останавливать поток и выяснять причину холостого неполного пуска потока. Очевидно, что все это приводит к непроизводительным затратам времени и энергии.
Неполная готовность технологического оборудования к пуску может быть в следующих случаях:
промежуточный бункер сырья пуст (нет сигнала с датчика нижнего уровня);
расходный бункер заполнен (есть сигнал с датчика верхнего уровня);
защитное ограждение механизмов открыто (сигналы с датчиков защитного ограждения);
заслонка питателя открыта.
Если промежуточный бункер пуст, то ясно, что после пуска потока его необходимо выключить из-за холостой работы и отсутствия сырья.
Если расходный бункер, заполнен, то в него нельзя транспортировать материал.
Если защитное ограждение открыто, то пуск данного механизма нельзя производить.
Если заслонка питателя открыта, а поток не включен, то это аварийная ситуация, которая может привести к завалу конвейера.
Поэтому целесообразно строить такую систему управления, которая бы автоматически определяла готовность электрооборудования и технологического оборудования к пуску и только после этого давала разрешение на непосредственный пуск.
Известно устройство управления поточно-транспортной конвейерной системой, содержащее приводы механизмов системы, пусковые аппараты, блок остановки и запуска, датчики фиксации потока и узлы поочередной остановки конвейеров, причем датчики фиксации потока материала установлены во всех узлах перегрузки материалов с одного конвейера на другой, при этом входы каждого узла поочередной остановки конвейеров связаны с соответствующим датчиком фиксации потока материалов и блоком остановки и запуска, а выходы подключены к пусковому аппарату последующего конвейера [1].
Данное устройство позволяет сократить холостой ход механизмов поточно-транспортной системы за счет более точной их поочередной остановки после прохождения материала. Однако это устройство не позволяет анализировать технологическую готовность оборудования к пуску и не учитывает готовность электрооборудования к пуску, что затрудняет применение подобных устройств в максимально автоматизированных системах управления поточно-транспортными системами.
Наиболее близким к предлагаемому является система автоматизированного управления поточно-транспортными линиями, состоящая из уровнемеров, пультов местного управления механизмами, переключателя выбора режима, реле пуска потока, реле времени, пульс-пары, сирены, реле разрешения пуска, пускателей приводов, реле блокировки потока, реле скорости, реле аварии и индикаторных ламп [2].
Данная система обеспечивает сигнализацию о предстоящем запуске, пуск, останов, аварийный останов линии, сигнализацию об уровнях материала в бункерах и блокировку работы линии при заполнении бункеров транспортируемым материалом. Однако эта система не исключает холостой работы механизмов в случае отсутствия транспортируемого материала и не диагностирует технологической готовности линии и готовность электрооборудования к пуску.
Целью изобретения является повышение надежности и производительности устройства.
Поставленная цель достигается тем, что устройство управления транспортным потоком сырьевых компонентов стекольной шихты, содержащее приводы ленточных конвейеров, элеватора и питателя, пускатель сирены, подключенный к сирене, датчики среднего и нижнего уровней в промежуточном бункере и датчики среднего и верхнего уровней в расходном бункере, датчики скорости вращения ленточных конвейеров и элеватора, пульты местного управления ленточными конвейерами и элеватором, переключатель выбора режим кнопки "Пуск" и "Стоп", соединенные с блоком питания, пускатели привода питателя и сирены, снабжено датчиками открытого и закрытого положений питателя, датчиками защитного ограждения ленточных конвейеров и элеватора, программным блоком управления, блоком готовности потока, блоками контроля и аварии, тиристорными коммутаторами приводов ленточных конвейеров и элеватора, причем датчики открытого и закрытого положений питателя подсоединены к первому и второму входам программного блока управления и блока готовности потока, выходы датчиков среднего и нижнего уровней промежуточного бункера объединены с выходами датчиков среднего и верхнего уровней расходного бункера и подключены к третьему, четвертому, пятому и шестому входам блока готовности потока, соединенного двусторонней связью с программным блоком управления, первый, второй и третий выходы которого соединены с первыми входами блоков контроля и аварии, выход переключателя выбора режима работы подключен к третьему входу программного блока управления и вторым входам блоков контроля и аварии, первые и вторые входы которых соединены соответственно с четвертым, пятым, шестым, седьмым, восьмым и девятым входами программного блока управления и седьмым, восьмым, девятым, десятым, одиннадцатым и двенадцатым входами блока готовности потока, при этом третий выход каждого блока контроля и аварии подключены к тринадцатому, четырнадцатому и пятнадцатому входам блока готовности потока, шестнадцатый вход которого подключен к четвертому выходу программного блока управления и к входу пускателя привода питателя, выход блока питания подключен к входу пускателя привода питателя, выход блока питания подключен к семнадцатому входу блока готовности потока, третьему входу каждого блока контроля и аварии и первому входу каждого тиристорного коммутатора, при этом последние соединены между собой двусторонней связью, датчики скорости вращения и защитного ограждения первого и второго ленточных конвейеров соединены с четвертым и пятым входами соответственно первого и третьего блоков контроля и аварии, а датчики защитного ограждения и скорости вращения элеватора подключены к четвертому и пятому входам второго блока контроля и аварии, при этом пульты местного управления первым и вторым конвейером и элеватором подключены соответственно к первому, третьему и второму блокам контроля и аварии, причем управляющие выходы каждого из тиристорных коммутаторов подключены соответственно к приводам первого конвейера, элеватора и второго конвейера, а их входы - к силовой цепи, кроме того, пятый выход программного блока управления соединен с пускателем сирены.
Отличием предложенного технического решения от прототипа является то, что оно снабжено указанными элементами. Это позволяет осуществлять автоматический и ручной пуск и останов транспортного потока по заданному алгоритму, исключающему завалы технологического оборудования, избежать холостой работы механизмов.
Другим отличием предложенного технического решения от прототипа является наличие новой схемы соединений.
В известных технических решениях указанная схема соединения блоков отсутствует. Использование этой схемы соединения позволяет избежать холостой работы механизмов, холостой пуск потока в случае неготовности электрооборудования, повысить надежность и производительность, локализовать точку запрета пуска, диагностировать причины отключения привода, выявлять неисправности.
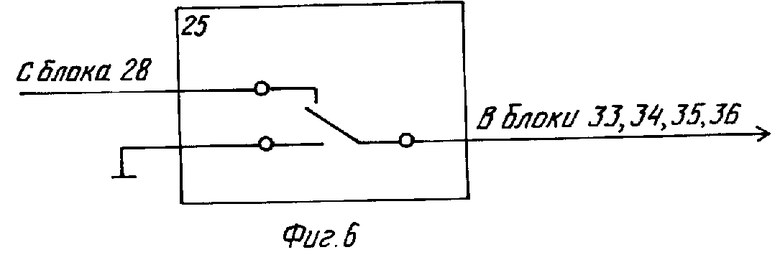
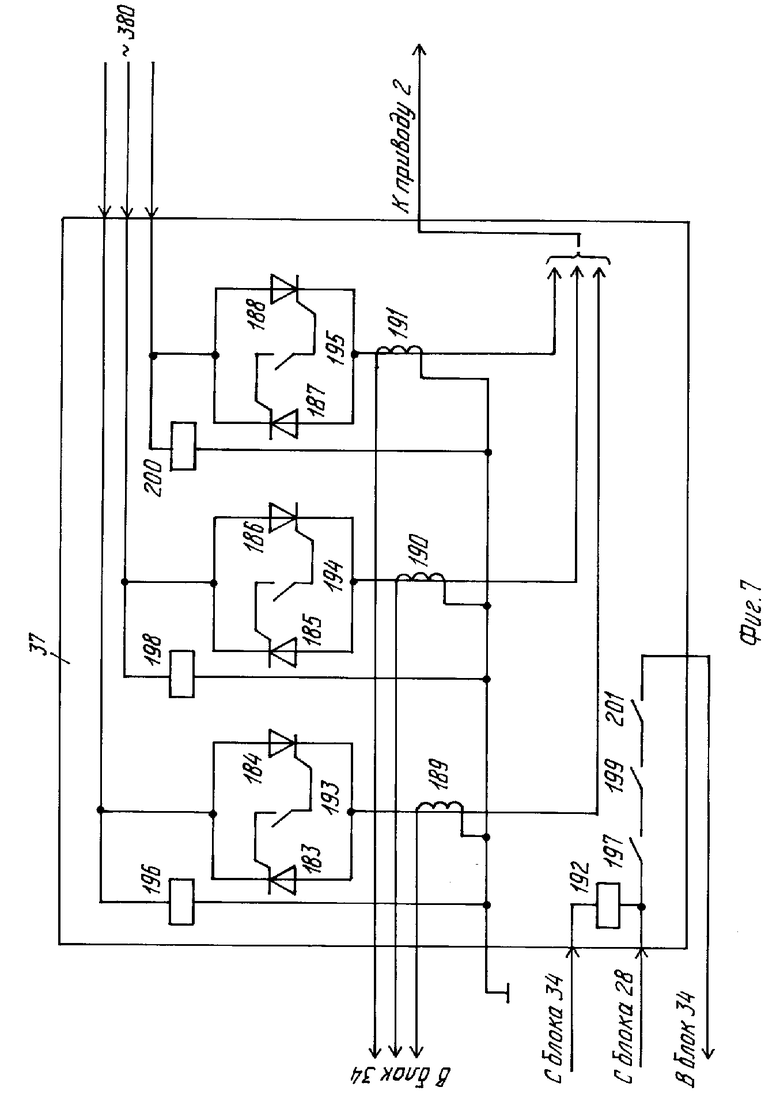
На фиг. 1 дана структурная схема предлагаемого устройства; на фиг. 2 - схема блока готовности потока; на фиг. 3 - схема программного блока управления; на фиг. 4 - схема блока контроля и аварии; на фиг. 5 - схема пульта местного управления; на фиг. 6 - схема переключателя выбора режима; на фиг. 7 - схема тиристорного коммутатора.
Устройство управления транспортным потоком сырьевых компонентов стекольной шихты содержит ленточный конвейер 1 с приводом 2, элеватор 3 с приводом 4, ленточный конвейер 5 с приводом 6, промежуточный бункер 7 с питателем 8, расходный бункер 9, датчик 10 среднего уровня сырья в бункере 7, датчик 11 нижнего уровня сырья в промежуточном бункере 7, датчик 12 верхнего уровня в бункере 9, датчик 13 среднего уровня в бункере 9, датчик 14 закрытого положения питателя 8, датчик 15 открытого положения питателя 8, датчик 16 скорости вращения ленточного конвейера 1, датчик 17 скорости вращения элеватора 3, датчик 18 скорости вращения ленточного конвейера 5, датчик 19 защитного ограждения ленточного конвейера 1, датчик 20 защитного ограждения элеватора 3, датчик 21 защитного ограждения ленточного конвейера 5, пульт 22 местного управления ленточным конвейером 1, пульт 23 местного управления элеватором 3, пульт 24 местного управления ленточным конвейером 5, переключатель 25 выбора режима работы, кнопку "Пуск" 26, кнопку "Стоп" 27, блок 28 питания, пускатель 29 привода (не показан) питателя 8, пускатель 30 сирены 31, блок 32 готовности потока, программный блок 33 управления, блоки 34-36 контроля и аварии, тиристорный коммутатор 37 привода 2 ленточного конвейера 1, тиристорный коммутатор 38 привода 4 элеватора 3 и тиристорный коммутатор 39 привода 6 ленточного конвейера 5.
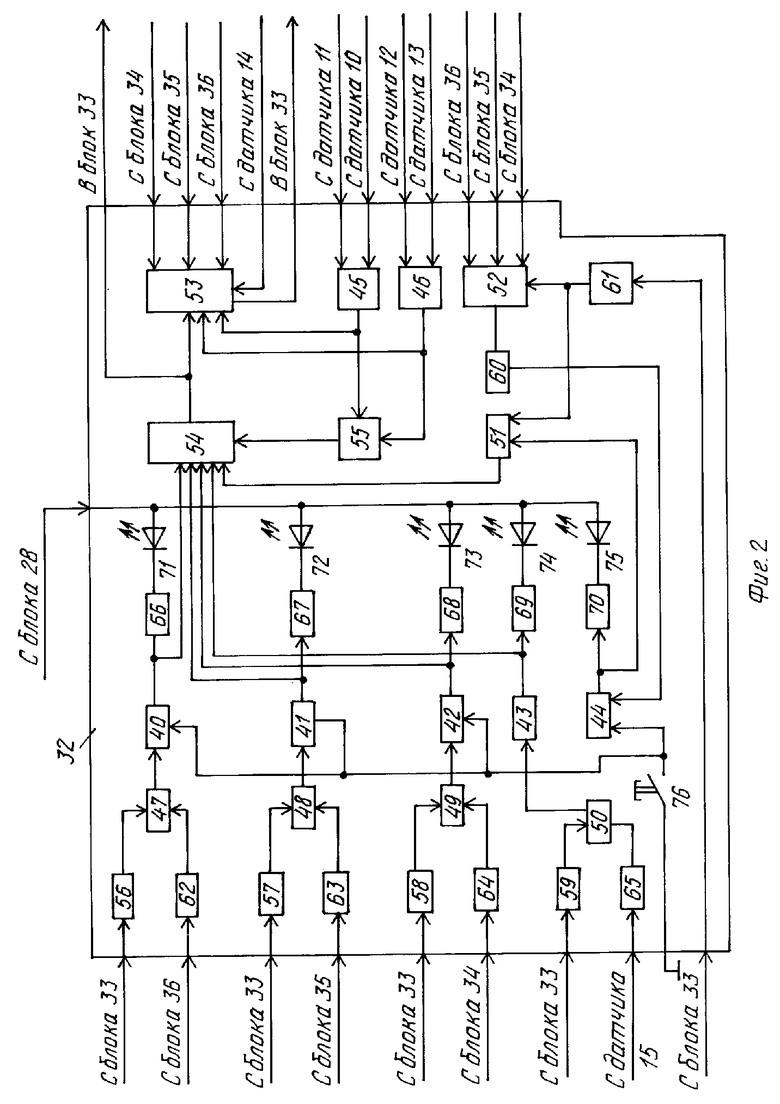
Блок 32 готовности потока предназначен для определения готовности электрооборудования системы управления и технологического оборудования к пуску потока. Блок 32 состоит из триггеров 40-46, элементов 2И 47-51, элемента 3И 52, элемента 7И 53, элемента 6ИЛИ 54, элемента 2ИЛИ 55, элементов задержки 56-61, инверторов 62-65, усилительных элементов 66-70, светодиодов 71-75, кнопки 76 сброса блокировки.
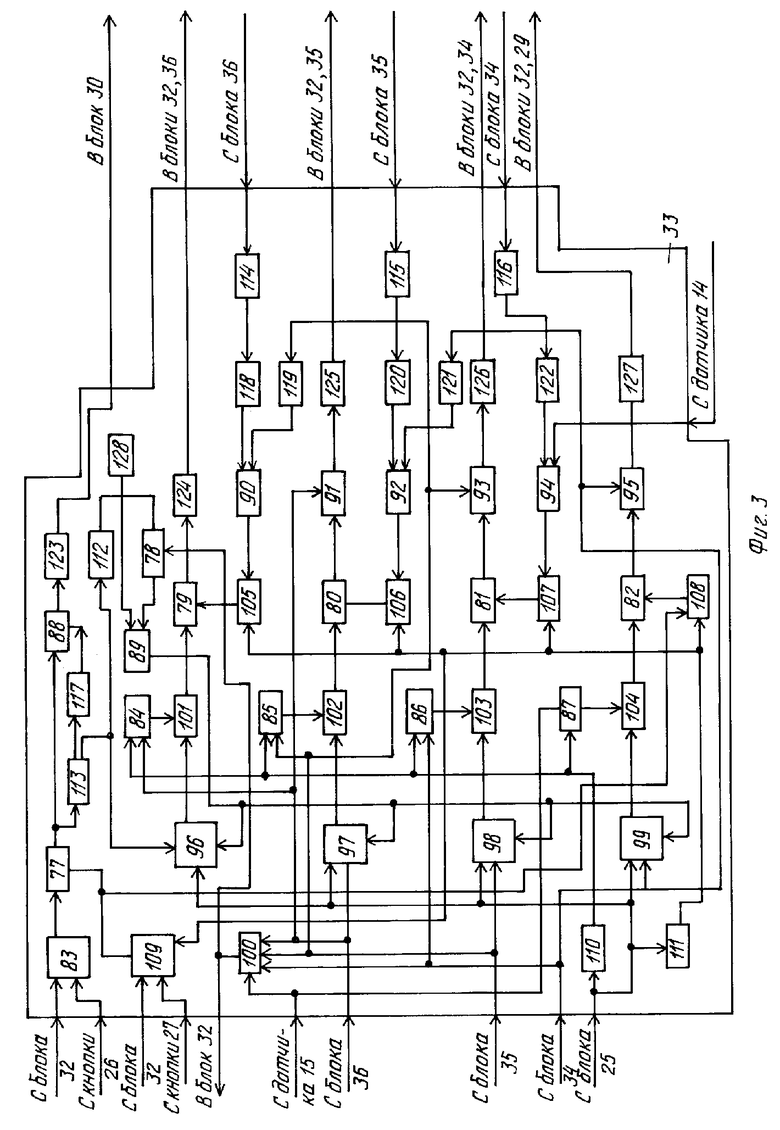
Программный блок 33 управления предназначен для осуществления программнго пуска и останова потока. Блок 33 состоит из триггеров 77-82, элементов 2И 83-95, элементов 3И 96-99, элемента 4И 100, элементов 2ИЛИ 101-108, элемента 3ИЛИ 109, формирователей импульсов 110-112, таймера 113, элементов задержки 114-116, инверторов 117-122, усилительных элементов 123-127, генератора 128 импульсов.
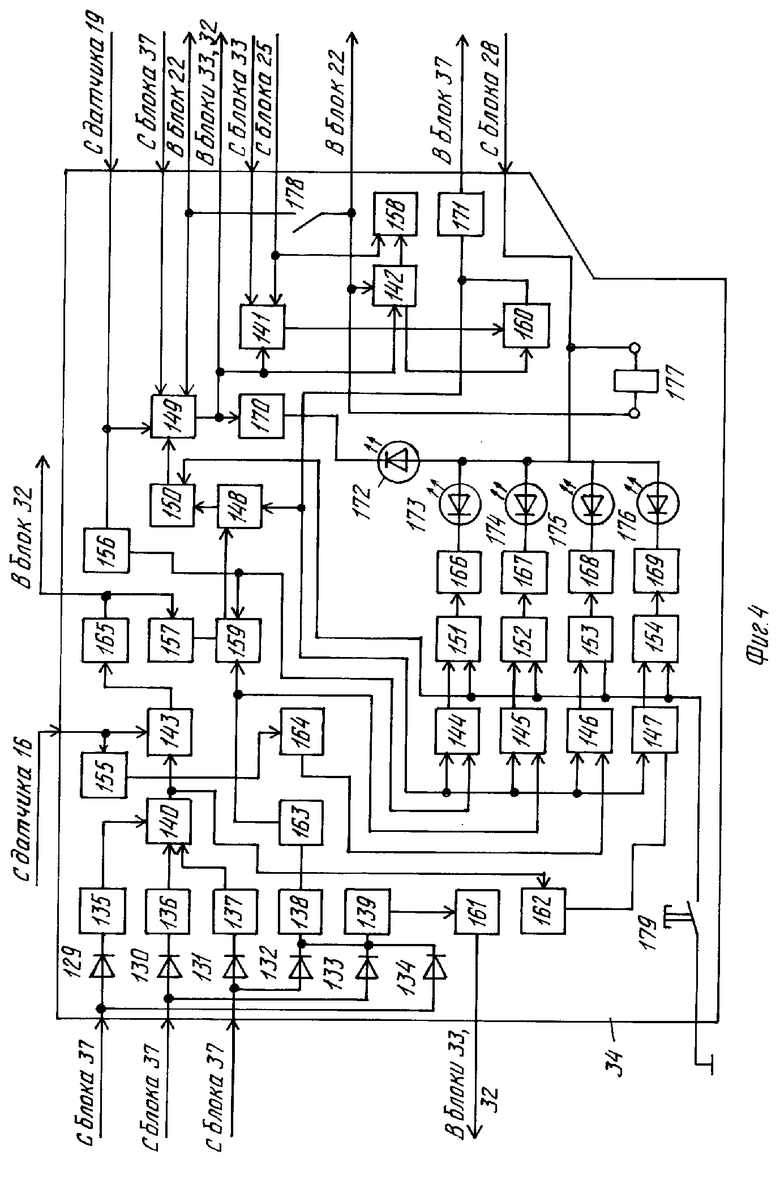
Блок 34 (35, 36) контроля и аварии предназначен для определения готовности электрооборудования к пуску, формирования команды на тиристорный коммутатор 37 (38, 39) и диагностики состояния технологического оборудования. Блок 34 (35, 36) состоит из диодов 129-134, коммутаторов напряжения 135-139, элементов 3И 140-142, элементов 2И 143-148, элемента 4И 149, триггеров 150-154, инверторов 155-158, элемента 3ИЛИ 159, элемента 2ИЛИ 160, элементов задержки 161-165, усилительных элементов 166-171, светодиодов 172-176, реле 177 с нормально разомкнутым контактом 178, кнопки 179 сброса аварии.
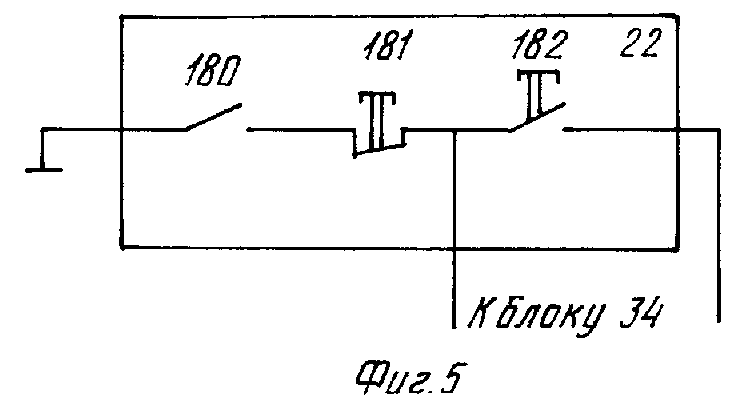
Пульт местного управления 22 (23, 24) состоит из аварийного выключателя 180 безопасности, кнопки "Стоп" 181 и кнопки "Пуск" 182.
Тиристорный коммутатор 37 (38, 39) предназначен для подачи по команде с блока 34 (35, 36) контроля и аварии напряжения 380 В от трехфазной питающей сети к приводу 2 (4, 6) технологического оборудования и формирования сигналов наличия тока в обмотках электродвигателя и напряжения. Тиристорный коммутатор 37 (38, 39) состоит из тиристоров 183-188, трансформаторов тока 189-191, управляющего реле 192 с контактами 193-195, реле 196 контроля напряжения с контактом197, реле 198 контроля напряжения с контактом 199, реле 200 контроля напряжения с контактом 201.
В качестве датчиков 10-13 уровня могут быть использованы уровнемеры типа СУС-14.
В качестве датчиков 14 и 15 открытого и закрытого положений питателя могут быть использованы бесконтактные датчики типа БВК.
В качестве датчиков 16-18 скорости могут быть использованы реле скорости типа РСК-М.
В качестве датчиков 19-21 защитного ограждения могут быть использованы датчики типа БВК.
В качестве пускателей 29 и 30 могут быть использованы пускатели типа ПТ-16 и ПТМ-03.
Устройство работает следующим образом.
Переключатель 25 выбора режима работы ставится в положение А - автоматическое управление, давая разрешение блокам 33-36 на работу в этом режиме. Перед непосредственным пуском транспортного потока в блоке 32 готовности потока проверяется технологическая готовность оборудования и готовность электрооборудования к пуску.
Технологическая готовность определяется наличием сырья в бункере 7 (сигнал с датчика 10 среднего уровня), закрытым положением питателя 8 и возможностью заполнения бункера 9, которая формируется при уровне сырья ниже датчика 13 среднего уровня. Готовность электрооборудования к пуску проверяется блоком 32 путем опроса блоков 34-36 контроля и аварии. Сигнал "Готовность электрооборудования" с каждого блока 34-36 представляет собой следующую совокупность условий, при которых разрешается пуск механизма: схема защиты от перегрузки работы двигателя на двух фазах деблокирована; защитное ограждение закрыто; аварийные выключатели безопасности и кнопки "Стоп" на пультах 22-24 местного управления замкнуты; подано питание 380 В на тиристорные коммутаторы 37-39. Отсутствие одного их этих условий по одному из механизмов не позволяет осуществить пуск потока, чтобы избежать холостую работу отдельных механизмов, готовых к работе.
Пуск потока осуществляется нажатием кнопки "Пуск" 25.
После пуска на выходе программного блока 33 формируется сигнал предпусковой и пусковой сигнализации. После 15-20 с предпусковой сигнализации на выходе блока 33 формируется команда включения ленточного конвейера 5, которая через блок 36 контроля и аварии, тиристорный коммутатор 39 включает привод 6. В блоке 36 и коммутаторе 39 контролируется включение привода 6 по наличию тока электродвигателя и набор скорости конвейера 5 по датчику 18 скорости. Если привод 6 включается и конвейер 5 набирает скорость, то в блоке 36 формируется сигнал "Работа", который поступает в блок 33. Через 4-5 с после включения привода 6 в блоке 33 формируется команда на включение элеватора 3, которая поступает на привод 4 через блок 35 контроля и аварии и тиристорный коммутатор 38. Аналогично контролируется включение привода 4 и набор скорости по сигналу датчика 17 скорости. Через 4-5 с после включения привода 4 в блоке 33 формируется команда на включение конвейера 1, которая через блок 34 контроля и аварии и тиристорный коммутатор 37 включает привод 2. После включения привода 2 и набора скорости конвейером 1 в блоке 33 формируется команда на открытие заслонки питателя 8, которая через пускатель 29 поступает на привод питателя 8. Последний открывается и по сигналу датчика 15 открытого положения фиксируется, в результате поток включен. Процесс выполнения команд на включение механизмов контролируется в блоке 32 готовности потока. Если есть команда, а нет ее исполнения, то дальнейшая работа потока блокируется, а аварийная ситуация запоминается и индицируется. После устранения причины аварии дается разрешение на пуск потока.
После пуска потока через время выдержки 40-50 с (уточняется в зависимости от протяженности потока) в блоке 32 по сигналам блоков 34-36 контролируется загрузка оборудования сырьем, которая производится косвенно путем сопоставления тока приводов в холостом режиме и загруженном состоянии. Если фиксируется холостая работа потока, то в блоке 32 формируется в блок 33 сигнал на выключение потока.
Выключение потока можно произвести нажатием кнопки "Стоп" 27 или переводом переключателя 25 выбора режима в положение Р. В первом случае осуществляется программный (поочередный) останов потока, а во втором случае одновременный останов всех механизмов (в аварийной ситуации). После нажатия кнопки "Стоп" сначала снимается команда с пускателя 29 и заслонка питателя 8 закрывается. По сигналу датчика 14 закрытого положения питателя и после выдержки времени на уход материала с конвейера 1 в блоке 33 контролируется загрузка конвейера 1. Если материала на конвейере 1 нет, то конвейер останавливается. После останова конвейера 1 начинает контролироваться загрузка элеватора 3. Если сырья на элеваторе нет, то он отключается. Аналогично происходит отключение и конвейера 5.
Если в процессе работы аварийно останавливается конвейер 5, то все механизмы до него прекращают работу. Если останавливается элеватор 3, то конвейер 5 продолжает работать, а конвейер 1 останавливается и заслонка питателя 8 закрывается.
Аварийный останов одного из механизмов может произойти при обрыве ленты, перегрузе электродвигателя, при работе электрооборудования на двух фазах, при нажатии кнопки "Стоп" или выключении выключателя безопасности на местном пульте управления, при открывании или снятии защитного ограждения. Аварийные ситуации контролируются блоками 34-36. Кроме того, останов потока может быть осуществлен блоком 32, если нет разрешения работы по уровням материала в бункерах 7 и 9.
Блок 32 готовности потока работает следующим образом.
На входы элемента 7И 53 с блоков 34-36 контроля и аварии поступают сигналы "Готовность электрооборудования ленточного конвейера 5, "Готовность электрооборудования элеватора 3" и "Готовность электрооборудования ленточного конвейера 1" при готовности электрооборудования к пуску. На четвертый вход элемента 7И 53 поступает сигнал с датчика 14 закрытого положения питателя 8. На пятый и шестой входы элемента 7И 53 поступают сигналы логической "1" с первых выходов триггеров 45 и 46 только в том случае, если уровень в промежуточном бункере 7 выше нижнего, а в расходном бункере 9 - ниже верхнего. На седьмой вход элемента 7И 53 поступает логическая "1" с элемента 6ИЛИ 54 в случае, если с триггеров 40-44 через элемент 2И 51 нет блокировочных сигналов. При этом на выходе элемента 7И 53 присутствует логическая "1", определяющая готовность электрооборудования и технологического оборудования потока к пуску. Этот сигнал поступает в программный блок.
Блокировка по уровню в бункерах 7 и 9 осуществляется следующим образом. Если уровень материала в промежуточном бункере 7 - ниже датчика 11, то сигнал с него переключает триггер 45 так, что на его выходе появляется логический "0", который через элемент 2ИЛИ 55 и элемент 6ИЛИ 54 блокирует появление сигнала "Готовность" для блока 33. Одновременно с выхода элемента 6ИЛИ 54 в блок 33 поступает сигнал на включение потока. Переключение триггера 45 в рабочее состояние осуществляется по сигналу датчика 10 среднего уровня. Аналогично работает и триггер 46. По сигналу датчика 12 верхнего уровня он переключается в состояние блокирования работы, а по сигналу датчика 13 среднего уровня - в рабочее состояние. Данный блок также контролирует выполнение команд на включение соответствующих механизмов. С блока 33 на вход элемента задержки 56 (задержка 4-5 с, необходимая на включение привода) поступает команда на включение ленточного конвейера 5. С выхода элемента задержки 56 команда поступает на первый вход элемента 2И 47. На второй вход последнего через инвертор 62 поступает сигнал "Работа" конвейера 5 с блока 36. Если через 4-5 с после команды на включение нет сигнала "Работа", то на выходе элемента 2И 47 появляется логической "0", который переключает триггер 40 так, что на его выходе появляется блокирующий сигнал. Этот сигнал через элемент 6ИЛИ 54 поступает в блок 33 и отключает пуск потока. Одновременно через элемент 6ИЛИ 54 блокируется сигнал "Готовность". Кроме того, этот сигнал через усилительный элемент 66 поступает на светодиод 71, который индицирует, чтобы конвейер 5 не включился. Это аварийная ситуация. После устранения причины аварии снятие блокировки можно осуществить нажатием кнопки 76. Аналогично контролируется по цепям триггеров 41-43 включение элеватора 3, конвейера 1 и питателя 8. Если эти механизмы не включаются, то сигналы с выходов триггеров 41-43 блокируют сигнал, "Готовность" и отключает поток.
Кроме исполнения команд на включение механизмов потока, блок 32 контролирует загрузку потока сырьем. После пуска потока с блока 33 на элемент задержки 61 (задержка 40-50 с) поступает сигнал "Поток включен". Задержка в 40-50 с необходима для уверенного заполнения всего потока материалом. Если после пуска и выдержки времени 40-50 с на трех входах элемента 3И 52 нет сигналов о загрузке оборудования с блоков 34-36, то на выходе элемента 3И 52 появляется логический "0", который через элемент задержки 60 (задержка 4-5 с) переключает триггер 44. Задержка 4-5 с необходима при кратковременных пропаданиях сигнала "Загрузка" при неравномерности загрузки потока. С выхода триггера 44 блокирующий сигнал поступает через элемент 2И 51 на элемент 6ИЛИ 54. Индикация "Поток не загружен" осуществляется по цепи триггер 44 - усилительный элемент 70 - светодиод 75. Снятие блокировки осуществляется кнопкой 76.
Таким образом, данный блок контролирует готовность оборудования к пуску, выполнение команд на включение, загрузку оборудования и осуществляет блокировку работы потока в аварийных и запрещенных технологических ситуациях (холостая работа механизмов, запреты по уровню материала в бункерах).
Программный блок 33 работает следующим образом.
В автоматическом режиме работы после нажатия кнопки "Пуск" 26 и при наличии сигнала "Готовность" с блока 32 на выходе элемента 2И 83 появляется сигнал, который переключает триггер 77 так, что на его выходе появляется логическая "1". Эта логическая "1" поступает на первый вход элемента 2И 88, на второй вход которого логическая "1" поступает с выхода инвертора 117. На выходе элемента 2И 88 формируется сигнал предпусковой сигнализации, который через усилительный элемент 123 и пускатель 30 поступает на сирену 31. Начинается предпусковая сигнализация. По окончании времени предпусковой сигнализации 15-20 с на первом выходе таймера 113 появляется логическая "1", которая поступает на вход элемента 3И 96 и формирователь импульса 112. Импульс с выхода последнего переключает триггер 78 так, что на его выходе появляется логическая "1", которая разрешает прохождение с генератора 128 пусковых импульсов через элемент 2И 89 на элементы 3И 96-99. Импульсы поступают с частотой 1 импульс за 5 с.
В автоматическом режиме работы логическая "1" с переключателя 25 выбора режима работы поступает на вход элемента 3И 96. По окончании предпусковой сигнализации первый пусковой импульс с генератора 128 поступает через элемент 3И 96, элемент 2ИЛИ 101 на вход триггера 79 и переключает его. С выхода триггера 79 через усилительный элемент 124 команда на включение конвейера 5 поступает на блок 36. После включения конвейера 5 на вход элемента 3И 97 поступает сигнал "Работа" с блока 36. Второй пусковой импульс с генератора 128 проходит через элемент 3И 97, элемент 2ИЛИ 102 на вход триггера 80 и переключает его. На выходе триггера 80 формируется команда на включение элеватора 3, которая поступает на первый вход элемента 2И 91. На второй вход поступает сигнал "Работа конвейера 5". Если конвейер 5 включен, то команда на включение элеватора проходит через элемент 2И 91, усилительный элемент 125 на блок 35 и включает привод 4 элеватора. Если есть команда на включение элеватора 3, а конвейер 5 остановился, то, чтобы избежать завалов оборудования материалом, команда на включение элеватора 3 через элемент 2И 91 не проходит.
После включения элеватора 3 аналогично третий пусковой импульс по цепи элемент 3И 89 - элемент 2ИЛИ 103 - триггер 81 - элемент 2И 93 - усилительный элемент 126 включает привод 2 ленточного конвейера 1. Четвертый пусковой импульс после включения конвейера 1 по цепи элемент 3И 99 - элемент 2ИЛИ 104 - триггер 82 - элемент 2И 95 - усилительный элемент 127 включает привод питателя 8. Если элеватор 3 останавливается, то команда на включение конвейера 1 через элемент 2И 93 не проходит. Питатель 8 не открывается, если конвейер 1 остановился. После пуска всех механизмов в работу на втором выходе таймера 113 (время предпусковой и пусковой сигнализации выбирается порядка 40 с) появляется логическая "1", которая инвертируется инвертором 117 и запрещает работу сигнализации. Сигналы "Работа" с механизмов и сигнал с датчика 15 открытого положения питателя 8 поступают на входы элемента 4И 100. На выходе последнего формируется сигнал "Поток включен", который поступает в блок 22 и одновременно переключает триггер 78 в исходное состояние.
Пусковые импульсы с генератора 128 перестают проходить через элемент 2И 89. Программный (последовательный) останов механизмов осуществляется следующим образом. После нажатия кнопки "Стоп" 27 или с приходом сигнала с блока 32 о включении потока на выходе элемента 3ИЛИ 109 формируется импульс, который переключает триггер 77 предпусковой сигнализации в исходное положение и через элемент 2ИЛИ 108 отключает триггер 82. Снимается команда и питатель 8 закрывается. Сырье из бункера 7 перестает поступать на конвейер 1. Время задержки (задержка на элементе задержки 116) необходимо на уход материала с конвейера 1, сигнал "Загрузка" с блока 34 исчезает, при этом на выходе инвертора 122 формируется логическая "1", которая поступает на первый вход элемента 2И 94. На второй вход последнего поступает сигнал с датчика 14 закрытого положения питателя 8. На выходе элемента 2И 94 появляется сигнал, который через элемент 2ИЛИ 107 переключает триггер 81 в исходное состояние. Команда на включение конвейера 1 снимается. После снятия этой команды на выходе инвертора 121 формируется логическая "1" (отсутствие сигнала "Работа" конвейера 1), которая поступает на вход элемента 2И 92. По второму входу осуществляется контроль загрузки элеватора 3 через элемент задержки 115 и инвертор 120. После освобождения элеватора 3 от материала на выходе элемента 2И 92 формируется сигнал, который через элемент 2ИЛИ 106 отключает триггер 80. Команда на включение элеватора 3 снимается. Аналогично после выключения элеватора 3 и освобождения конвейера 5 от материала происходит снятие команды на выключение конвейера 5. Это осуществляется по цепи элементов 119, 118, 114, 90, 105.
В случае аварийного останова, когда надо одновременно отключить все механизмы, делается следующая операция. Переключатель 25 выбора режима работы переключателя из режима А и Р (из автоматического в ручной). При этом на выходе формирователя импульсов 111 генерируется импульс, который через элементы 2ИЛИ 108, 107, 106 и 105 одновременно отключает триггеры 82, 81, 80, 79 и снимает команды пуска механизмов.
Блок 33 также реализует режим согласования с объектом при переходе от ручного управления к автоматическому. В этом режиме подтверждается команда на включение механизма при автоматическом управлении, если механизм был включен в ручном режиме, чтобы осуществлять безударное переключение с режима на режим. Например, конвейер 1 включен в ручном режиме. При этом с блока 36 на вход элемента 2И 84 поступает логическая "1". При переключении переключателя 25 из режима Р на режим А на выходе формирователя импульсов 110 генерируется импульс, который поступает на второй вход элемента 2И 84. При этом на выходе последнего появляется импульс, который через элемент 2ИЛИ 101 переключает триггер 79 в рабочее состояние. На выходе этого триггера формируется команда на включение конвейера 1. Таким образом происходит согласование с объектом.
Аналогично согласование с объектом по другим механизмам потока осуществляется через элементы 2И 85, 86 и 87.
Блок 34 (35, 36) контроля и аварии работает следующим образом.
В исходном состоянии после нажатия кнопок до сброса аварии триггеры 151-154 находятся в таком состоянии, что на их выходах отсутствуют сигналы логического "0", формирующие аварийные диагностические сообщения. На выходе триггера присутствует логический сигнал, который поступает на первый вход элемента 4И 149. На второй вход последнего сигнал поступает с датчика 19 защитного ограждения в случае, если ограждение закрыто, на третий вход сигнал поступает с коммутатора 37, фиксируя то, что напряжение 380 В с помощью автоматического выключателя (не показан) подано на тиристорный коммутатор 37. На четвертый вход элемента 4И 149 сигнал поступает с местного пульта 22 управления в том случае, если аварийный выключатель безопасности данного пульта замкнут. Совпадение четырех этих условий формирует на выходе элемента 4И 149 сигнал "Готовность электрооборудования данного привода к пуску", который поступает в программный блок 33 и блок 32 готовности потока и через усилительный элемент 170 включает светодиод 172 на передней панели блока. Одновременно этот сигнал поступает и на вход элемента 3И 141. В автоматическом режиме работы с переключателя 25 выбора режима работы на второй вход элемента 3И 141 поступает логическая "1", которая, инвертируясь инвертором 158, дает запрет элементу 3И 142 на формирование команды управления ручного режима работы. В автоматическом режиме работы при наличии готовности всех приводов к пуску на третий вход элемента 3И 141 с программного блока 33 поступает логическая команда на включение привода 2 конвейера 1. Это команда проходит через элемент 3И 141, элемент 2ИЛИ 160, усилительный элемент 171 и далее через блок коммутатор на привод 2. После включения привода 2 трансформаторы тока в тиристорном коммутаторе формируют аналоговые сигналы, которые через диоды 129-134 поступают на соответствующие коммутаторы напряжения 135-139. Три коммутатора напряжения 135-137 фиксируют протекание тока по всем трем фазам электродвигателя. При отсутствии тока в одной фазе (обрыв фазы) с коммутатора 37 и трансформатора тока не поступает сигнал на соответствующий коммутатор. Если во всех фазах А, В, С двигателя протекает нормальный рабочий ток, то на выходах компараторов напряжения 135-137 формируются логические "1", которые поступают на входы элемента 3И 140. При этом на выходе последнего также формируется логическая "1", которая через элемент задержки 12 поступает на вход элемента 2И 147. На второй вход этого элемента поступает команда с элемента 2ИЛИ 160 на включение привода конвейера. Задержка в элементе задержки 162 выбирается порядка 1-2 с, т.е. чуть больше времени переходного процесса при пуске двигателя. Одновременно сигнал с выхода элемента 3И 140 поступает на вход элемента 2И 143, на второй вход которого подается сигнал с датчика 16 скорости, свидетельствующий о наборе скорости ковейером 1. При совпадении двух сигналов о наличии тока во всех трех фазах электродвигателя и вращении ленты конвейера на выходе элемента 2И 143 формируется сигнал, который через элемент задержки 165 (задержка на время пуска и набора скорости) поступает в блок 32 готовности потока, фиксируя нормальную работу привода и конвейера. Если в процесе работы происходит обрыв одной из фаз (работа на двух фазах запрещается), на выходе элементы 3И 140 логическая "1" исчезает, исчезает логическая "1" и на выходе элемента 2И 143. Сигнал "Работа привода" в блок 32 не поступает. Одновременно сигнал с выхода элемента задержки 165, инвертированный инвертором 157, проходит через элемент 3ИЛИ 159, элемент 2И 148 на вход триггера 150 и переключает его в аварийное состояние. Также сигнал об обрыве фазы через элемент 2И 147 переключает триггер 154 в аварийное состояние. Следует заметить, что переключение триггеров 150-154 в аварийное состояние возможно лишь при наличии на входах элементов 2И 144-148 команд с элемента 2ИЛИ 160. Это сделано для того, чтобы до включения не происходила ложная блокировка работы. На выходе триггера 150 исчезает сигнал готовности, этот же сигнал исчезает и на выходе элементов 149 и 170. Индикация "Готовность электрооборудования к пуску" на светодиоде 172 исчезает. Одновременно на выходе триггера 154 появляется аварийный сигнал, который через усилительный элемент 169 и светодиод 176 идентифицирует причину отказа. Появляется индикация "Обрыв фазы". Кроме того, исчезновение сигнала готовности на выходе элемента 4И 149 приводит через элементы 141, 160 и 171 к снятию команды на включение тиристорного коммутатора.
Если в процессе работы происходит обрыв фазы проскальзывание ленты конвейера (или элеватора) сигнал о вращении ленты с датчика 16 скорости отсутствует. При этом аварийный останов происходит по цепи, аналогичной цепи обрыва фазы, начиная с элемента 2И 143. Одновременно инвертированный инвертором 155 и задержанный элементом зедержки 164 (задержка 1-2 с на случайное пропадение сигнала) сигнал поступает на вход элемента 2И 146, через который при наличии команды с элемента 2ИЛИ 160 переключает триггер 153 в аварийное состояние. С выхода триггера 153 аварийный сигнал "Обрыв ленты" через усилительный элемент 168 поступает на светодиод 175.
Аварийный останов и снятие команды на включение привода может произойти в случае перегруза в работе электродвигателя. Перегруз по любой из фаз фиксируется с помощью компаратора напряжения 138, который настроен на определенный уровень тока, протекающего через обмотки электродвигателя. При превышении заданного тока на выходе компаратора напряжения 138 появляется логический сигнал, который через элемент задержки 163 (задержка на период пуска), элемент 3ИЛИ 159 и элемент 2И 148 переключает триггер 150 в аварийное состояние. Это приводит к снятию сигнала "Готовность электрооборудования к пуску" и снятию команды на включение привода. Одновременно этот сигнал поступает на вход элемента 2И 145 и через него переключает триггер 152 в аварийное состояние. На выходе триггера 152 появляется аварийный сигнал "Перегруз электродвигателя", который через усилительный элемент 167 поступает на соответствующий светодиод 174.
Если в процессе работы было открыто защитное ограждение, то отсутствие сигнала с датчика 19 приводит к снятию сигнала "Готовность электрооборудования к пуску" на выходе элемента 4И 149. Происходит и снятие команды на выходе элемента 2ИЛИ 160. Инвертированный инвертором 156 нулевой сигнал с датчика 19 поступает на вход элемента 2И 144 и через него переключает триггер 151 в аварийное состояние. На выходе триггера 151 появляется аварийный сигнал "Открыто защитное ограждение", который поступает через усилительный элемент 166 на соответствующий светодиод 173.
Снятие аварийной блокировки после устранения причины аварии осуществляется кнопкой 179.
В процессе работы конвейера (или элеватора) по току электродвигателя можно судить о том загружено оборудование сырьем или нет. Для этого служит компаратор напряжения 139, который при достижении тока электродвигателя заданного уровня формирует на выходе логическую "1". Этот сигнал через элемент задержки 161 (задержка 1-2 с от случайных флуктуаций) поступает в программный блок 33 и блок 32 готовности потока, где анализируется работа потока.
В ручном режиме работы, который задается переключателем 25, команда автоматического управления с программного блока 33 снимается. Управление осуществляется с помощью местного пульта 22 (23, 24) управления, содержащего выключатель 180 безопасности, кнопку "Стоп" 181 и кнопку "Пуск" 182. Если выключатель 180 и кнопка "Стоп" 181 замкнуты, то сигнал логического "0" от точки соединения кнопок "Стоп" 181 и "Пуск" 182 (минус источника питания) поступает на вход элемента 4И 149, где сравнивается с другими сигналами для формирования сигнала "Готовность электрооборудования к пуску". В ручном режиме работы инвертированный инвертором 158 сигнал с переключателя 25 поступает на вход схемы совпадения 3И, на второй вход которой поступает сигнал готовности. На третий вход схемы совпадения поступает сигнал с кнопки "Пуск" 182 при ее замыкании. Одновременно сигнал с кнопки поступает на реле 177, которое срабатывает и своим контактом 178 замыкает цепь кнопки "Пуск" 182. Реле 177 встает на самоблокировку и поддерживает команду на включение привода через элементы 142, 160 и 171. Выключить привод в ручном режиме можно нажатием кнопки "Стоп" 181. При этом цепь питания реле 177 размыкается и команда на управление снимается.
Использование сигнала "Готовность электрооборудования к пуску" в автоматическом и ручном режимах работы существенно повышает надежность в работе блока и всей системы в целом. Блоки 35 и 36 аналогичны по схеме и принципу работы.
Тиристорный коммутатор 37 (38, 39) работает следующим образом.
Блок построен по типовой схеме встречно-параллельного включения тиристоров. При подаче команды с усилительного элемента 171 блока 34 срабатывает реле 192, контакты 193-195 которого замыкаются. Встречно-параллельные пары тиристоров начинают пропускать ток к приводу 2. При протекании тока в обмотках электродвигателя в обмотках трансформаторов тока 189-191 индицируется напряжение, которое поступает на компараторы блока 34 и там анализируется.
Если на коммутатор подано напряжение всех трех фаз 380 В, то реле 196, 198 и 200 срабатывают и их контакты 197, 199 и 201 замыкаются, подавая напряжение с блока 28 питания (+24 В) на вход блока 34. Этот сигнал является составляющей сигнала "Готовность электрооборудования к пуску".
Таким образом данное устройство позволяет осуществлять автоматический и ручной пуск и останов транспортного потока по заданному алгоритму, исключающему завалы технологического оборудования, избежать холостую работу механизмов и холостой пуск потока в случае неготовности электрооборудования и отсутствия технологической готовности оборудования, локализовать точку запрета пуска, широко диагностировать причины отключения привода, выявить неисправности или отклонения от технологического режима, повышает надежность и производительность и расширяет функциональные возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки бункеров стекольной шихтой | 1990 |
|
SU1724553A1 |
| Система управления поточной линией для приготовления стекольной шихты | 1983 |
|
SU1168517A1 |
| Устройство управления транспортным потоком сырьевых компонентов стекольной шихты | 1989 |
|
SU1694456A1 |
| Система управления поточной линией для приготовления стекольной шихты | 1985 |
|
SU1276624A2 |
| Устройство для пневмотранспортирования сырьевых материалов | 1985 |
|
SU1346542A1 |
| МАТРИЧНЫЙ КОММУТАТОР С ПРОГРАММИРУЕМОЙ ЛОГИКОЙ | 2003 |
|
RU2251792C2 |
| Устройство для управления дозатором сыпучих компонентов стекольной шихты | 1986 |
|
SU1321699A1 |
| Микропроцессорное устройство управления горизонтальным затвором с электромеханическим приводом для загрузки железнодорожных вагонов | 1991 |
|
SU1837042A1 |
| Устройство для нанесения покрытий люминесцентных ламп | 1990 |
|
SU1780118A1 |
| Система автоматического управления установкой для осушки сжатого воздуха | 1987 |
|
SU1579542A1 |
Использование: в устройствах управления технологическими процессами предварительной обработки стекольной шихты. Сущность изобретения: устройство содержит ленточные конвейеры 1, 5 и элеватор 3 с приводами 2, 6 и 4, датчиками 16, 18 и 17 скорости вращения и датчиками 19, 21 и 20 защитного ограждения соответственно. Пульты 22, 23 и 24 местного управления приводами 2, 4 и 6 установлены у соответствующих приводов. В промежуточном бункере 7 с питателем 8 и датчиками закрытого 14 и открытого 15 положений питателя установлены датчики среднего 10 и нижнего 11 уровней. В расходном бункере 9 смонтированы датчики верхнего 12 и среднего 13 уровней. Устройство также содержит переключатель 25 выбора режима, кнопки "Пуск" 26 и "Стоп" 27, пускатель 29 привода питателя, пускатель 30 сирены 31, блок 32 готовности потока, программный блок 33, блоки 34 - 36 контроля и аварии, тиристорные коммутаторы 37 - 39 приводов 2, 4 и 6 и блок питания. Устройство позволяет осуществлять автоматический и ручной пуск и останов транспортного потока по заданному алгоритму, исключающему завалы технологического оборудования, избежать холостую работу механизмов и холостой пуск потока в случае неготовности электрооборудования и отсутствия технологической готовности оборудования. Позволяет локализовать точку запрета пуска и широко диагностировать причины отключения привода, выявить неисправности или отклонения от технологического режима. Устройство повышает надежность и расширяет функциональные возможности. 7 ил.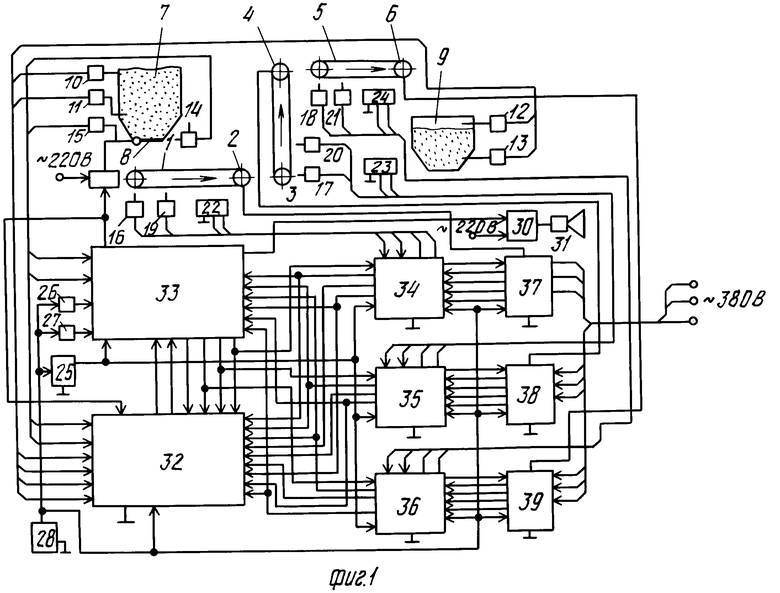
УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ, содержащее приводы ленточных конвейеров, элеватора и питателя, пускатель сирены, подключенный к сирене, датчики среднего и нижнего уровней в промежуточном бункере и датчики среднего и верхнего уровней в расходном бункере, датчики частоты вращения ленточных конвейеров и элеватора, пульты местного управления ленточными конвейерами и элеватором, переключатель выбора режима, кнопки "Пуск" и "Стоп", соединенные с блоком питания, пускатели привода питателя и сирены, отличающееся тем, что, с целью повышения надежности и производительности устройства, оно снабжено датчиками открытого и закрытого положений питателя, датчиками защитного ограждения ленточных конвейеров и элеватора, программным блоком управления, блоком готовности потока, блоками контроля и аварии и тиристорными коммутаторами приводов ленточных конвейеров и элеватора, причем датчики открытого и закрытого положений питателя подсоединены к первому и второму входам программного блока управления и блока готовности потока, выходы датчиков среднего и нижнего уровней промежуточного бункера объединены с выходами датчиков среднего и верхнего уровней расходного бункера и подключены к третьему - шестому входам блока готовности потока, соединенного двусторонней связью с программным блоком управления, первый - третий выходы которого соединены с первыми входами блоков контроля и аварии, выход переключателя выбора режима работы подключен к третьему входу программного блока управления и вторым входам блоков контроля и аварии, первые и вторые выходы которых соединены соответственно с четвертым - девятым входами программного блока управления и с седьмым, восьмым, девятым, одиннадцатым и двенадцатым входами блока готовности потока, при этом третьи выходы блоков контроля и аварии подключены к тринадцатому, четырнадцатому и пятнадцатому входам блока готовности потока, шестнадцатый вход которого подключен к четвертому выходу программного блока управления и к входу пускателя привода питателя, выход блока питания подключен к семнадцатому входу блока готовности потока, к третьим входам каждого блока контроля и аварии и к первым входам каждого тиристорного коммутатора, при этом последние соединены между собой двусторонней связью, при этом датчики частоты вращения и защитного ограждения первого и второго ленточных конвейеров соединены с четвертым и пятым входами соответственно первого и третьего блоков контроля и аварии, а датчики защитного ограждения и частоты вращения элеватора подключены к четвертому и пятому входам второго блока контроля и аварии, при этом пульты местного управления первым и вторым конвейерами и элеватором подключены соответственно к первому, третьему и второму блокам контроля и аварии, причем управляющие выходы каждого из тиристорных коммутаторов подключены соответственно к приводам первого конвейера элеватора и второго конвейера, а их входы - к силовой цепи, кроме того, пятый выход программного блока соединен с пускателем сирены.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматизация производственных процессов и АСУП промышленности строительных материалов | |||
| Под ред.канд.техн.наук В.С.Кочетова | |||
| Л.: Стройиздат, 1981, с.288-292. | |||
