Фигз
at
Изобретение относится к деревооб- рабатьшающей промышленности и может быть использовано в прессовом оборудовании для изготовления древесных плит.
Цель изобретения - повышение производительности и улучшение качества отпрессованных Ушит.
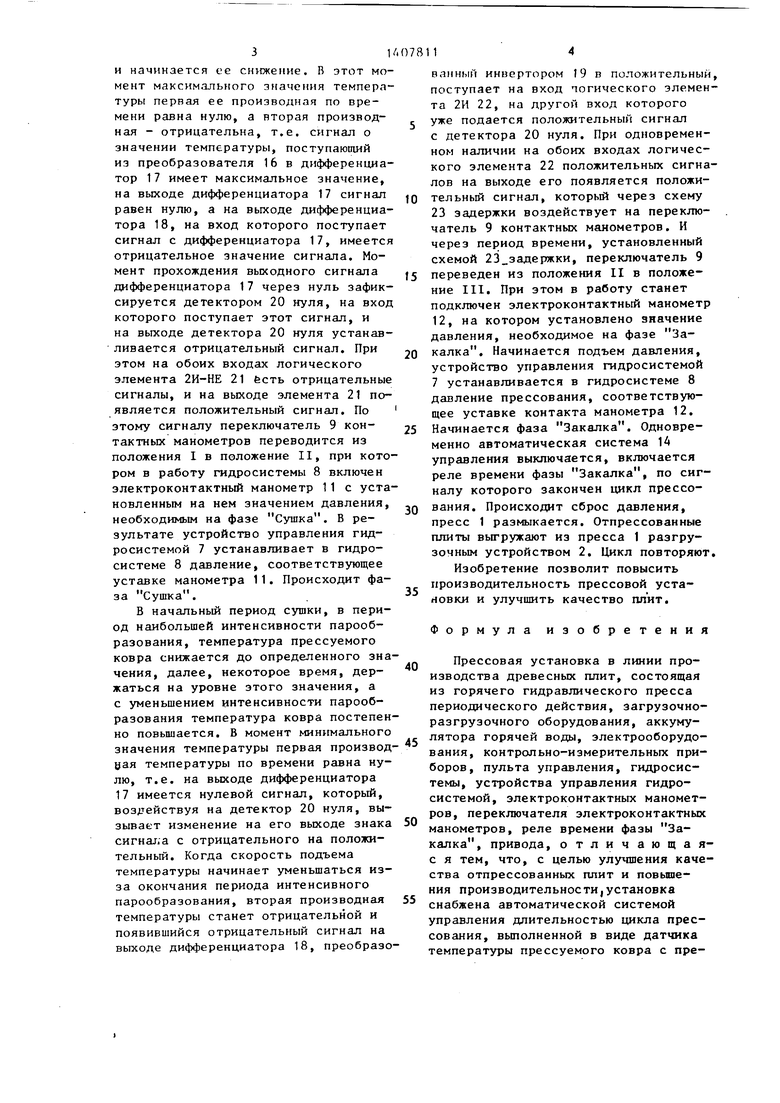
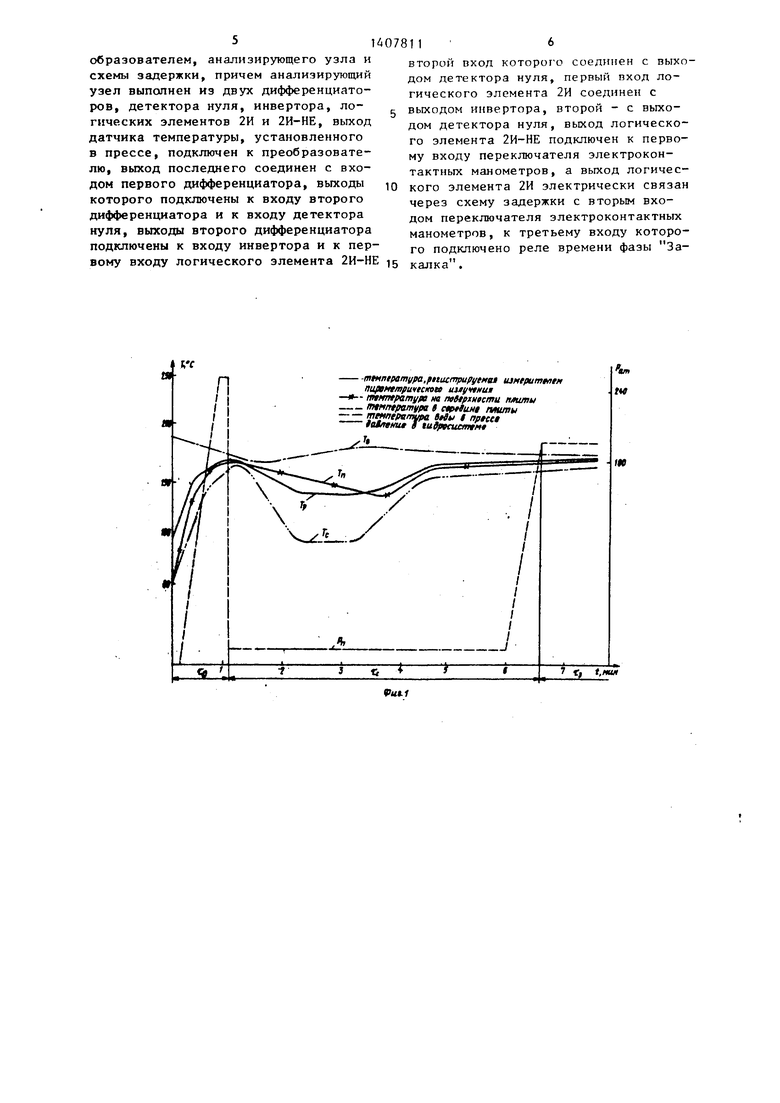
На фиг. 1 изображен график изменения температуры и давления при прессовании ДВП; на фиг. 2 - блок- схема предлагаемой прессовой установки с автоматической системой управления длительностью цикла прессования j на фиг. 3 - блок-схема автоматической системы управления длительностью цикла прессования; на фиг. 4 - принципиальная электрическая схема анализирующего узла.
Прессовая установка состоит из горячего гидравлического пресса 1, за- грузочно-разгрузочного оборудования 2, аккумулятора 3 горячей воды, электрооборудования 4, контрольно- измерительных приборов 5, пульта 6 управления, устройства управления гидросистемой 7, гидросистемы 8, переключателя 9 контактных манометров, электроконтактных манометров Ш-12, реле 13 времени фазы Закалка. Установка снабжена автоматической системой 14 управления длительностью цикла прессования, выполненной в виде датчика 15 температуры прессуемого ковра с преобразователем 16, анализирующего узла, состоящего из дифференциатора 17, выполненного на операционном усилителе DA1, дифференциатора 18 - на операционном усилителе DA2, инвертора 19 - на операционном усилителе DA3, детектора 20 нуля - на операционном усилителе DA4| логического элемента 2И-НЕ 21 - на элементе DD1 , логического элемента 2И 22 - на элементе DD2, и схемы 23 за,держки. Выход датчика 15 температуры, установленного в прессе, подключен к преобразователю 16, выход последнего соединен с входом дифференциатора 17, выходы последнего подключены к входу дифференциатора 18 vi к входу детектора 20 нуля, выходы Дифференциатора 18 подключены к входу инвертора 19 и к первому входу логического элемента 2И-НЕ 21, второй вход которого соединен с выходом детектора 20 нуля, первый вход логического элемента 2 И 22 соединен с
выходом инвертора 19, второй вход логического элемента 2И 22 - с выходом детектора 20 нуля, выход логического элемента 2И-НЕ 21 подключен к nepBOMji входу Отжим-сушка переключателя 9 контактных манометров, а выход логического элемента 2И 22 электрически связан через схему 23 задержки с 0 вторым входом Сушка-закалка переключателя 9, к третьему входу которого подключено реле 13 времени фазы Закалка.
В качестве датчика 15 температуры 5 с преобразователем 16 может быть использован, например, преобразователь пирометрического полного излучения с вторичным прибором-преобразователем градуировки Р-3-3. Инвертор 19, 0 детектор 20 нуля, схема 23 задержки, дифференциаторы 17 и 18 могут быть вьтолнены на операционных усилителях. Прессовая установка работает следующим образом. 5 Осуществляют загрузку пресса 1
древесно-волокнистыми коврами с помощью загрузочного оборудования 2. Оператор нажимает на пульте 6 управления кнопку Подъем пресса. При этом 0 устройство управления гидросистемой 7 включается в работу. Пресс 1 начинает смыкаться под воздействием возрастающего давления в гидросистеме 8. Переключатель 9 контактных ма- 5 нометров находится в положении I, . при котором в работу гидросистемы 8 и устройства управления гидросистемой 7 включен электроконтактный манометр 10 с установленным на нем зна- 0 чением давления, необходимым на фазе Отжим. После смыкания плит пресса 1 давление прессования возрастает до этого установленного значения. По сигналу электроконтактного манометра 5 10 рост давления прекращается, и в работу устройства управления гидросистемой 7 подключается автоматическая система управления длительностью цикла прессования 14. Происходит Отжим. Температура прессуемого
ковра при этом возрастает, что определяется датчиком 15 температуры, сигнал от которого через преобразова тель 16 поступает в анализирующий узел. Переход от фазы Отжим к фазе Сушка происходит в зависимости от момента начала интенсивного парообразования, при котором прекращается рост температуры прессуемого ковра
н начинается се снижение. В этот момент максимального значения температуры первая ее производная по времени равна нулю, а вторая производная - отрицательна, т.е. сигнал о значении температуры, поступающий из преобразователя 16 в дифференциатор 17 имеет максимальное значение, на выходе дифференциатора 17 сигнал равен нулю, а на выходе дифференциатора 18, на вход которого поступает сигнал с дифференциатора 17, имеется отрицательное значение сигнала. Момент прохождения выходного сигнала дифференциатора 17 через нуль зафиксируется детектором 20 нуля, на вход которого поступает этот сигнал, и на выходе детектора 20 нуля устанавливается отрицательный сигнал. При этом на обоих входах логического элемента 2И-НЕ 21 есть отрицательные сигналы, и на выходе элемента 21 появляется положительный сигнал. По этому сигналу переключатель 9 контактных манометров переводится из положения 1 в положение II, при котором в работу гидросистемы 8 включен электроконтактный манометр 1 1 с установленным на нем значением давления, необходимым на фазе Сушка. В результате устройство управления гидросистемой 7 устанавливает в гидросистеме 8 давление, соответствующее уставке манометра 11. Происходит фаза Сушка.
В начальный период сушки, в период наибольшей интенсивности парообразования, температура прессуемого
ковра снижается до определенного зна чения, далее, некоторое время, дер-
жаться на уровне этого значения, а с уменьшением интенсивности парообразования температура ковра постепенно повышается. В момент минимального
значения температуры первая производ
аая температуры по времени равна нулю, т.е. на выходе дифференциатора 17 имеется нулевой сигнал, который, воздействуя на детектор 20 нуля, вызывает изменение на его выходе знака сигнала с отрицательного на положительный. Когда скорость подъема температуры начинает уменьшаться из- за окончания периода интенсивного парообразования, вторая производная температуры станет отрицательной и появившийся отрицательный сигнал на выходе дифференциатора 18, преобразо
10
5
0
о
S
-
ванным инвертором 19 в положительный, поступает на вход погического элемента 2И 22, на другой вход которого уже подается положительный сигнал с детектора 20 нуля. При одновременном наличии на обоих входах логического элемента 22 положительных сигналов на выходе его появляется положи- тельньй сигнал, который через схему 23 задержки воздействует на переключатель 9 контактных манометров. И через период времени, установленный схемой 23 задержки, переключатель 9 переведен из положения II в положение III. При этом в работу станет подключен электроконтактный манометр 12, на котором установлено значение давления, необходимое на фазе Закалка, Начинается подъем давления, устройство управления гидросистемой 7 устанавливается в гидросистеме 8 давление прессования, соответствующее уставке контакта манометра 12. 5 Начинается фаза Закалка. Одновременно автоматическая система 14 управления выключается, включается реле времени фазы Закалка, по сигналу которого закончен цикл прессования. Происходит сброс давления, пресс 1 размыкается. Отпрессованные плиты выгружают из пресса 1 разгрузочным устройством 2, Цикл повторяют.
Изобретение позволит повысить производительность прессовой установки и улучшить качество плит.
Формула изобретения
Прессовая установка в линии производства древесных плит, состоящая из горячего гидравлического пресса периодического действия, загрузочно- разгрузочного оборудования, аккумулятора горячей воды, электрооборудования, контрольно-измерительных приборов, пульта управления, гидросистемы, устройства управления гидросистемой, электроконтактных манометров, переключателя электроконтактных манометров, реле времени фазы За- калка, привода, отличающая- с я тем, что, с целью улучшения качества отпрессованных плит и повьше- ния производительности,установка снабжена автоматической системой управления длительностью цикла прессования, выполненной в виде датчика температуры прессуемого ковра с пре0
5
0
5
5
образователен, анализирующего узла и задержки, причем анализирующий узел выполнен из двух дифференциаторов, детектора нуля, инвертора, логических элементов 2И и 2И-НЕ, выход датчика температуры, установленного в прессе, подключен к преобразователю, выход последнего соединен с входом первого дифференциатора, выходы которого подключены к входу второго дифференциатора и к входу детектора нуля, выходы второго дифференциатора подключены к входу инвертора и к пер
ому входу логического элемента 2И-НЕ 5 капка.
второй в дом дете гическог выходом дом дете го элеме му входу тактньгх кого эле через сх дом пере манометр го подкл
капка.
второй вход которог о соединен с выходом детектора нуля, первый вход логического элемента 2И соединен с выходом инвертора, второй - с выходом детектора нуля, выход логического элемента 2И-НЕ подключен к первому входу переключателя электрокон- тактньгх манометров, а выход логического элемента 2И электрически связан через схему задержки с вторым входом переключателя электроконтактных манометров, к третьему входу которого подключено реле времени фазы За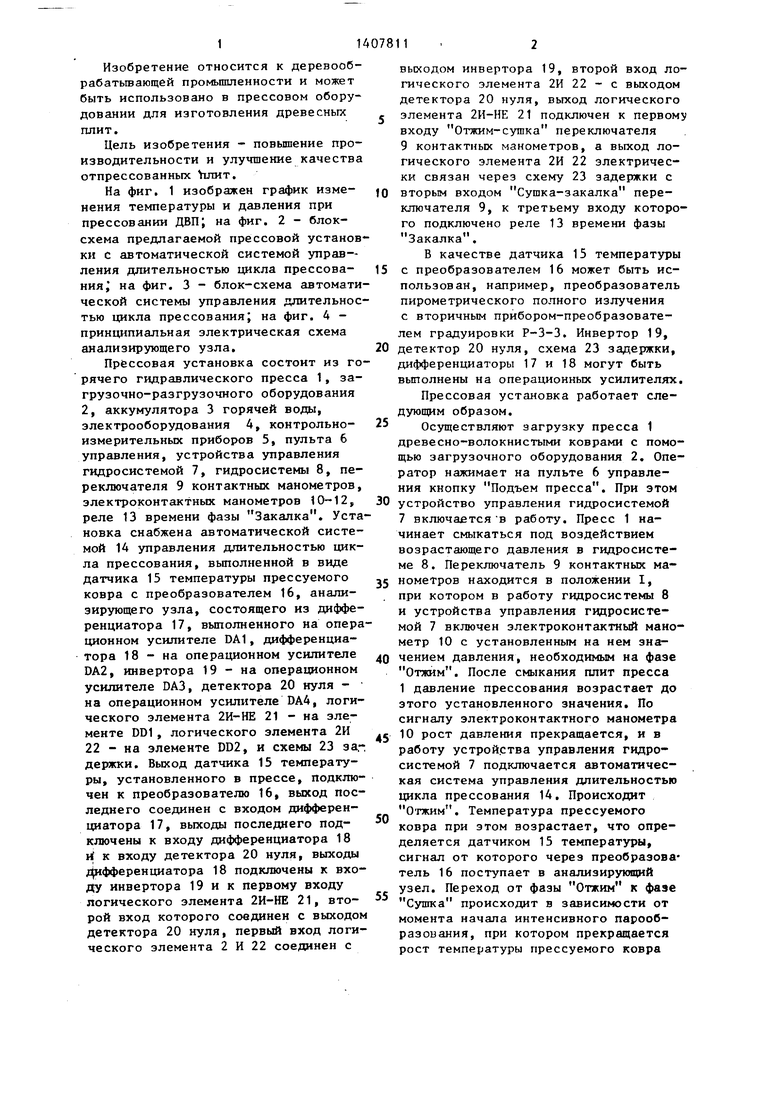
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовая установка на линии производства древесных плит | 1986 |
|
SU1412962A1 |
| Устройство формирования импульсных сигналов и уровней постоянного напряжения на МДП транзисторах | 1986 |
|
SU1370752A1 |
| Устройство для измерения нелинейности пилообразного напряжения | 1990 |
|
SU1777101A1 |
| Устройство для контроля передаточной характеристики КМОП-инвертора | 1987 |
|
SU1522131A1 |
| Входное устройство для электронных часов | 1990 |
|
SU1774471A1 |
| Измерительное устройство к балансировочному станку | 1985 |
|
SU1259119A1 |
| Электромеханический привод с ограниченным перемещением | 1980 |
|
SU930240A1 |
| Оптоэлектронный модуль | 1986 |
|
SU1368987A1 |
| Стенд для диагностирования технического состояния транспортных средств | 1990 |
|
SU1744563A1 |
| Устройство регулирования мощности | 1987 |
|
SU1464270A1 |
Изобретение относится к деревообрабатывающей промьшшенности. Цель изобретения - улучшение качества отпрессованных ШШТ и повьш1ение производительности. Автоматическая система управления 14 длительностью цикла прессования включает датчик температуры 15 прессуемого ковра, анализирующий узел, состоящий из дифференциаторов 17 и 18, детектора нуля 20, инвертора 19, логических злементов 21 и 22, и схему задержки 23. В процессе прессования при достижении давления, необходимого на фазе отжима, включается автоматическая система управления 14. Датчик температуры 15 начинает непрерьтно контролировать температуру ковра. Показания датчика температуры 15 обрабатываются анализирующим узлом. Момент наступления периода интенсивного парообразования фиксируется дифференциаторами 17 и 18, детектором нуля 20 и логическим элементом 21 анализирующего узла. Система управления 14 выдает сигнал на переход к фазе сушки. При завершении процесса интенсивного парообразования система управления 14 выдает сигнал на переход к фазе закалки с задержкой времени, установленной схемой задержки 23. 4 ил. с «5 (Л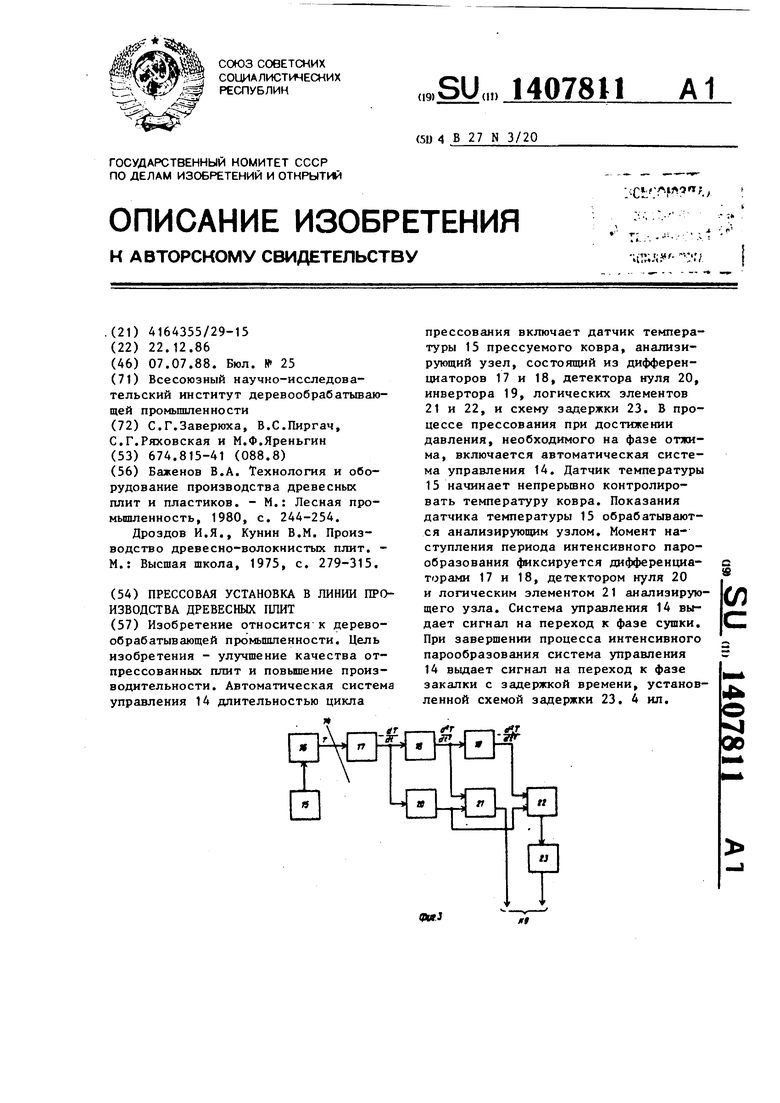
4
-mmnifami/fa.fnatmpupytHU илнеритгагн nuftHemfu ttcimu
-mfmtpami/iH на ntetfшести мшпы t ffftuMi пштн
-mifnttHtmupa. Ми i nptett telaemu g tudpeaumtHt
.h
| Баженов В.А | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| - М.: Лесная про- мьшшенность, 1980, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Дроздов И.Я., Кунин В.М | |||
| Производство древесно-волокнистых плит | |||
| - М.: Высшая школа, 1975, с | |||
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
