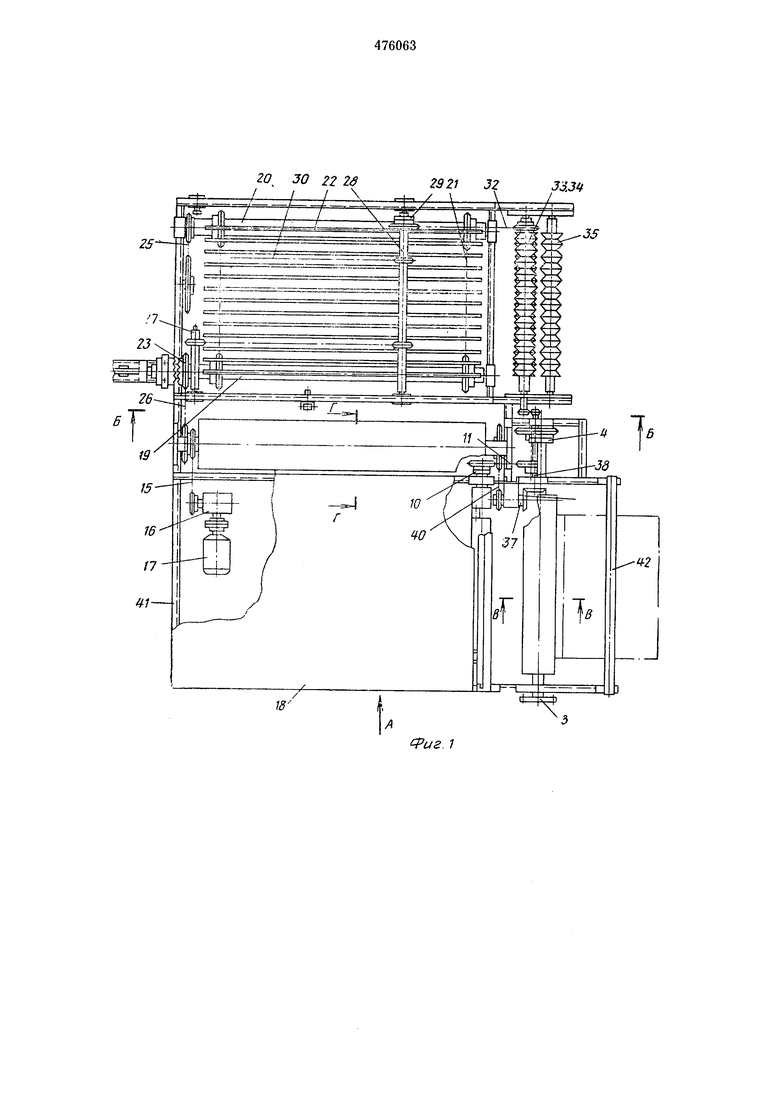
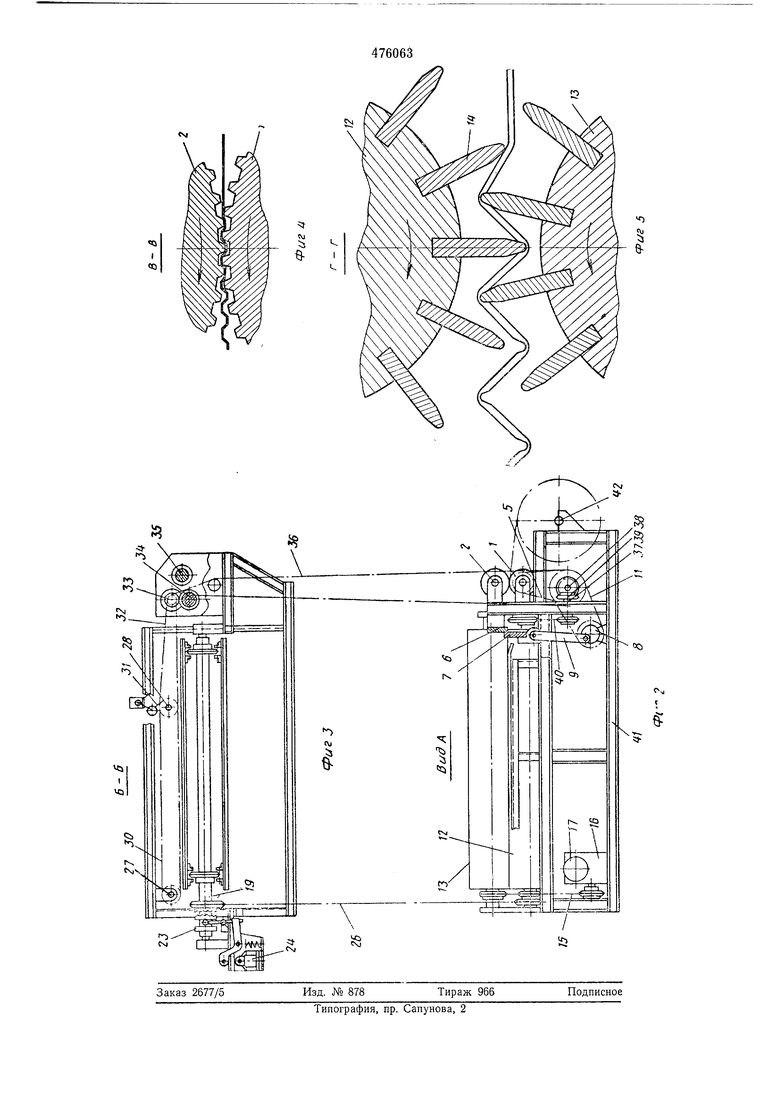
Транспортер состоит из валов 19 и 20, между ними натянуты цепи 21 с шагом, равным шагу крупных гофров, к которым крепятся полки 22, кулачковой 1муфты 23, управляемой электромагнитом 24 цепной передачи 25. Расстояние между иолками -22 и осью валка 12 принято кратиым шагу крупных гофров, а число зубьев на муфте 23 равно числу рабочих элементов 14. Привод осуществляется через цепную передачу 26.
Валы 27 и 28 и электромагнитная муфта 29 входят в механизм подачи заготовок в вальцы, между валами натянуты цепи 30 с толкателями 31. Привод осуществляется через цепную передачу 32.
Гибочные вальцы содержат профильные (в соответствии с крупными гофрами) валки 33, 34, 35, гребни которых лежат в одной вертикальной плоскости с полками 22. Привод осуществляется через цепную передачу 36. Вальцы установлены перпендикулярно валкам 12, 13.
Распределительный узел состоит из валов 37 и 38, конической зубчатой пары 39 и цепной передачи 40.
Все узлы смонтированы на общей станине 41. Рулон исходного материала устанавливается на скалке 42.
Устройство работает следующим образом.
При включении электродвигателя 17 через цепную передачу 15 движение передается к валкам 12, 13, а от них через цепные передачи 26, 40, 11, 36 тибочным вальцам. Остальные узлы включаются в работу последовательно посредством электромагнитных муфт 4, 10, 29 и кулачковой муфты 23, управляемой электромагнитом 24.
При работе муфты 4 (включение кноиочное) начинает вращаться валок 1, а через зубчатую (передачу 3 и валок 2, втягивая и гофрируя ленту (фиг. 4). По достижении заданной длины гофрированной ленты муфту 4 выключают и включают муфту 10, вследствие чего начинает вращаться эксцентриковый вал 8 и поднимается нож 7, который отрезает заготовку заданной длины. При опускании ножа 7 в нижнее положение муфта 10 отключается под действием концевого выключателя.
После этого заготовку перемещают по столу 18 во вращающиеся валки 12 и 13 для гибки крупных гофров. По выходе из валков передний край заготовки, воздействуя через упор на ВК (непоказаны), размыкает цепьпитания электромагнита 24, что приводит к включению муфты 23, вращению вала 19 и перемещению заготовки вместе с полками транспортера 24 до тех пор, пока заготовка не займет относительно валков 33, 34, 35 симметричное положение (транспортер останавливается с помощью ВК).
При включении электромагнитной муфты 29 посредством автоматической системы управления включается механизм подачи заготовок в вальцы: толкатели 31 сдвигают заготовку по полкам 24 в гибочные вальцы. После гибки готовую оболочку снимают с валка 33.
Предмет изобретения
1.Устройство для изготовления гофрированных изделий из ленты, содержащее узел размотки ленты, валки для гибки мелких гофров, и валки для гибки крупных гофров, установленные «а общей станине и имеющие общий привод, отличающееся тем, что, с целью изготовления двоякогофрироваиных оболочек, оно снабжено гильотинными ножами для резки ленты на мерные заготовки, установленными за валками для гибки мелких гофров, гибочпьгмн вальцами, установленными за валками для гибки крупных гофров перпендикулярно им, транспортером и механизмом подачи гофрированной заготовки в гибочные вальцы, причем валки для гибки крупных гофров перпендикулярны валкам для гибки 1мелких гофров.
2.Устройство по п. 1, отличающееся тем, что расстояние между осями валков для гибки крупных гофров и транспортером выполнено кратным щагу крупных гофров.
3.Устройство 1ПО п. 1, отличающееся тем, что механизм подачи гофрированной зэготовки в вальцы выполнен в виде двух бесконечных цепей с размещенными иа них толкателями. 20 30 22 2д / / / 2921 /
ffcie. 1 32 
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обшивания креповой тесьмой дна бумажных мешков | 1957 |
|
SU112312A1 |
| Устройство для изготовления просечной насадки пластинчатых теплообменников | 1990 |
|
SU1754275A1 |
| Машина для изготовления бумажных патронов | 1954 |
|
SU117515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления из ленты гофрированных деталей кольцевой формы | 1988 |
|
SU1563808A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Листогибочное устройство | 1979 |
|
SU841737A1 |
| ПОЛУАВТОМАТ ДЛЯ УПАКОВКИ МОРОЖЕНОГО | 1955 |
|
SU101653A1 |