Фиг 2
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления торцовых заглушек теплоизоляционных корпусов .
Цель изобретения - расширение технологических возможностей.
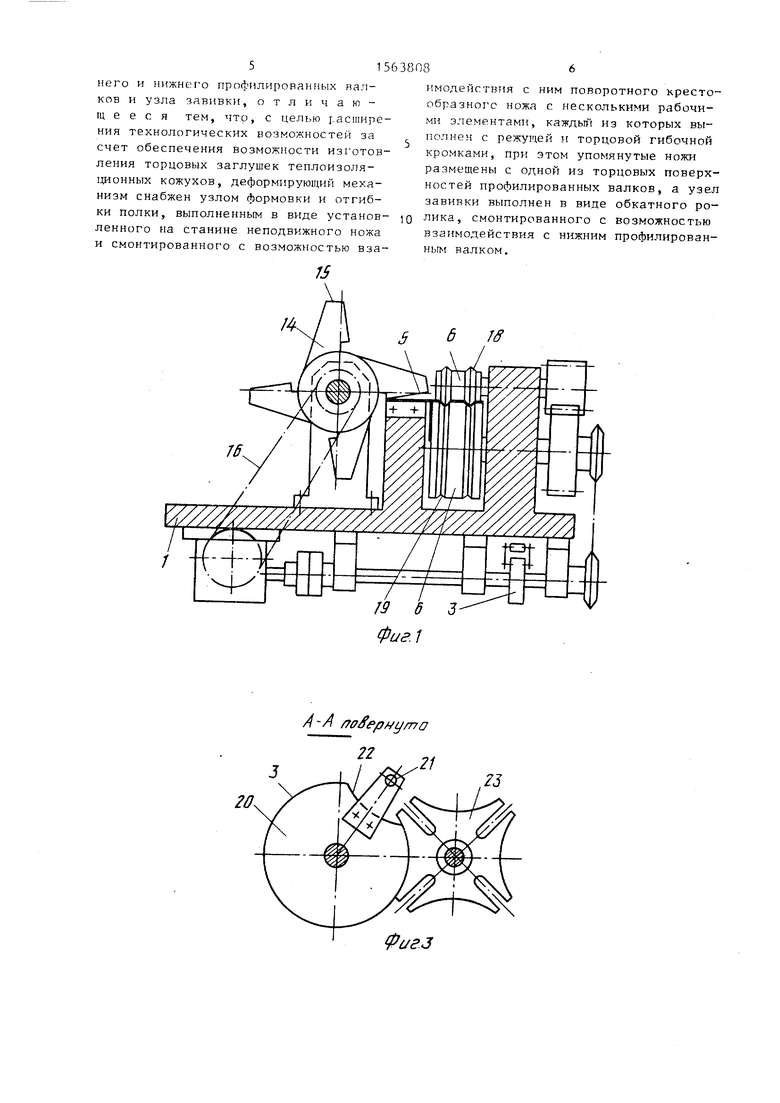
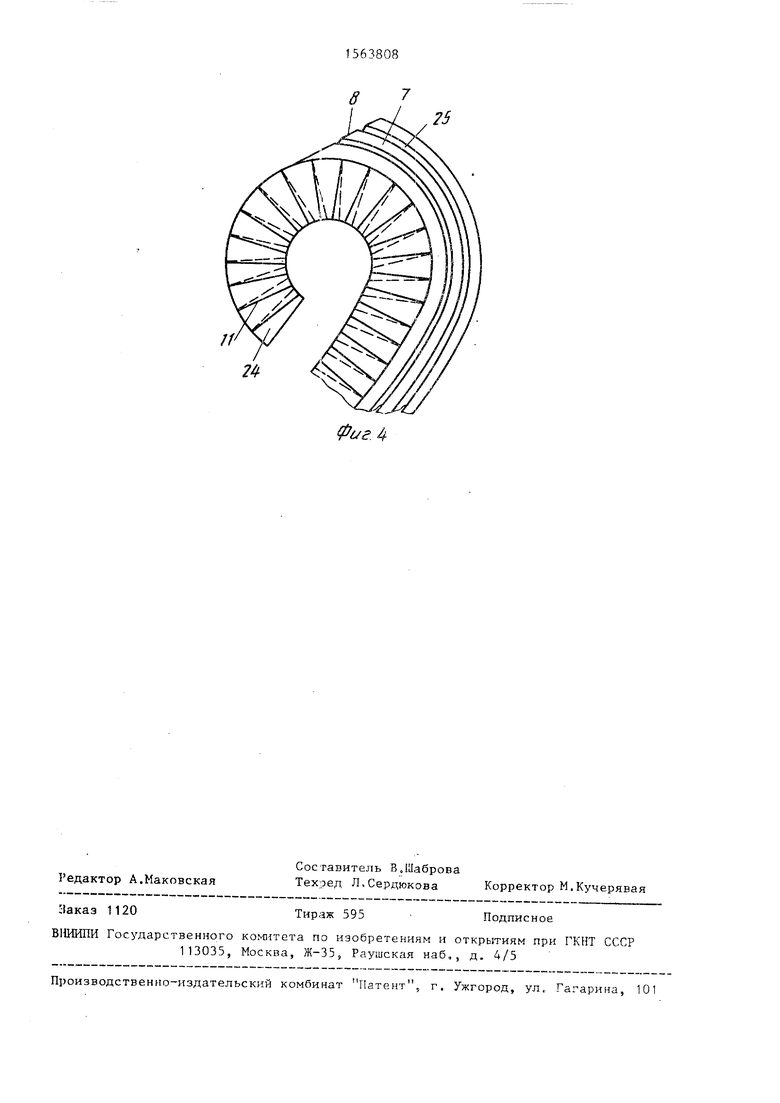
На фиг. 1 представлено устройство продольный разрез; на фиг. 2 - то же вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг, 4 - торцовая заглушка теплоизоляционного кожуха.
Устройство включает станину 1, на которой установлены подающие рольки 2, приводимые мальтийским механизмом 3 привода 4 узла подачи заготовка 5 из металлической ленты; формующие валки 6 узла профилирования стенки 7 заглушки 8 кожуха, связанные с приводом через передачу 9, обкатной ролик 10 узла навивки диафрагмы 11 торцовой заглушки 8, приводимый блоком шестерен 12, неподвижный нож 13 и подвижный поворотный крестообразный ноя: 14 с торцовыми гибочными кромками 1 , связанный с приводом 4 через передачу 16. Кроме подающих роликов 2, узел подачи металлической ленты S снабжен направляющей Г-образной планкой 17. Один из формующих валков 6 имеет кольцевые профилирующие выступы 18, а другой - соответствующие впадины 19, Один из дисков 20 мальтийского механизма 3 выполнен с рабочим пальцем 21 и впадиной 22, а другой 23 - в виде мальтийского pec та. На готовой детали позицией 24 обозначены лепестки, позицией 25 - элементы жесткости.
Ролик 10 узла завивки диафрагм 11 установлен после валков 6. Нижний формующий валок 6 может быть выполнен сменным.
Устройство работает следующим образом.
Заготовку 5 ленты необходимой ширины заводят в подающие ролики 2 и Г-образную направляющую планку 17, включают привод 4, Ролики 2 подают заготовку 5 одновременно к формующим валкам 6 и неподвижному ножу 13, причем мальтийский механизм 3 обесгечи- вает шаговую подачу заготовки 5 от привода 4.
В деформирующем механизме происходит формирование уголкового профиля, одна полка которого мерно ргзре- зана на лепестки 24, а другая выпол
0
5
0
5
0
5
0
55
нона с двумя зигами 25 жесткости стгчки 7. Часть заготовки 5, поступая между формующими палками 6 на чинню соприкосновения поверхностей последних, профилируется выступами 18 и впадинами 19, одновременно свободная часть заготовки мерно нарезается на лепестки 24 на линии реза подвижным 14 и неподвижным 13 ножами. Подвижные ножи 14 находятся вне зоны неподвижного ножа 13 и вне зоны реза, когда ролики 2 осуществляют перемещение заготовки 5 на один шаг с помощью механизма 3. Затем подвижный нож 14 прорезает заготовку 5 на необходимую длину (толщина теплоизоляции) и торцовыми кромками 15 загибает зырезанный лепесток 24 на 90, формуя уголковый профиль заготовки 5. При вследствие того, что ли- т чя взаимодействия поверхностей фор- валков 6 с заготовкой 5 лен- гы соссна линии реза ножей 13 и 14, плками 6 обеспечивается надежный зажим заготовки 5 во время реза.
Далее отформированная заготовка 5 поступает под ролик 10 узла навивки диафрагм, который, обкатывая стенку 7 па расположенном ниже валке 6 с кольцевыми впадинами 19, производит формование корпуса торцовой заглушки 8 теплоизоляционного кожуха, при
эточ при придании кривизны стенке 7 заготовки 5 заглушки 8 производится укладка лепестков 24 с нахлестом и образование торцовой поверхности диафрагмы 1 1 .
Устройство обеспечивает возможность полученная из заготовки металлической ленты уголкового профиля с образованием на одной из полок профиля элементов лепестковой диафрагмы, образующей торцовую часть заглушки теплоизоляционного кожуха, повышает надежность работы и качество изготовлсния изделий, так как обеспечиваем прижим заготовки во время изготовления лепестков диафрагмы,
Формула изобретения
Устройство для изготовления из лвьты гофрированных деталей кольцевой формы, содержащее установленные на станине и кинематически связанные с приводом узел подачи обрабатываемой ленты, связанный с шаговым механизмом, деформирующий механизм, состоя- щш из узла гофрирования в виде верх/4J8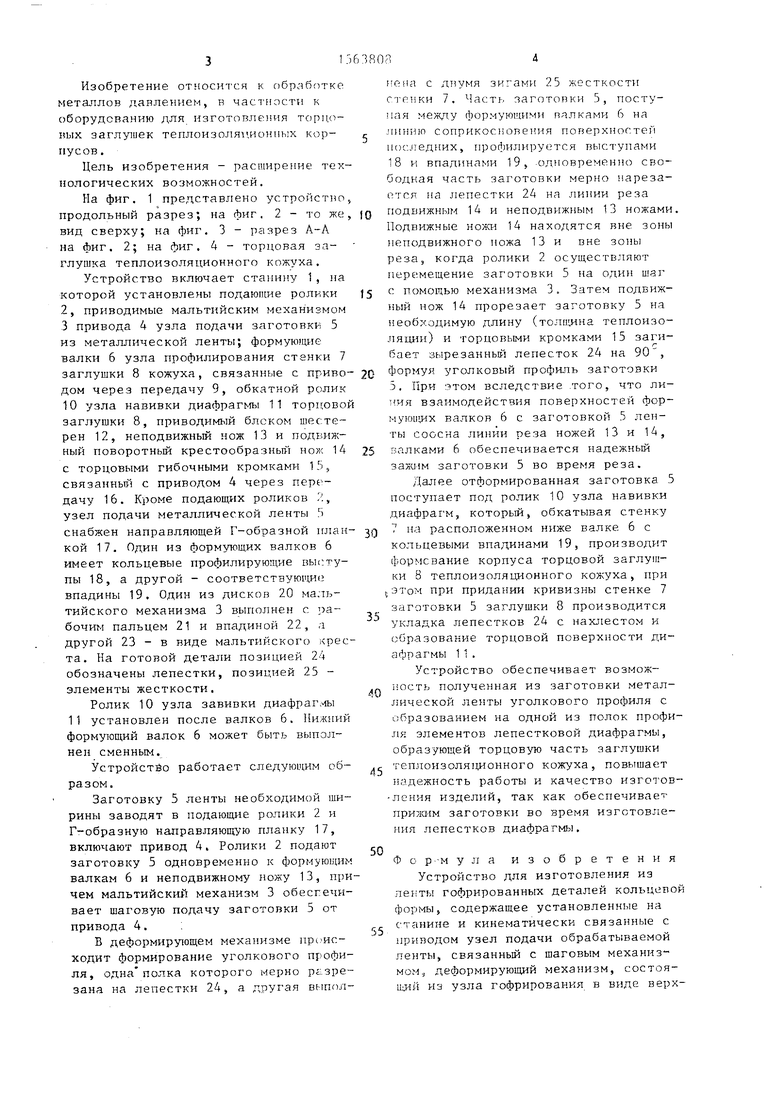
Изобретение относится к обработке металлов давлением. Цель изобретения - расширение технологических возможностей путем изготовления заготовок торцовых заглушек теплоизоляционных кожухов. На станине 1 смонтированы подающие ролики 2 и деформирующий механизм. Деформирующий механизм состоит из узла гофрирования, узла формовки и отгибки полки и узла завивки. Узел гофрирования выполнен в виде двух профилированных валков 6, а узел завивки - в виде взаимодействующего с нижним валком 6 обкатного ролика 10. Узел формовки и отгибки полки выполнен в виде неподвижного 13 и поворотного крестообразного 14 ножей. Нож 14 имеет рабочие элементы с двумя кромками - режущей и гибочной. В процессе работы нож 14 прорезает заготовку на заданную длину, равную толщине теплоизоляции, а затем гибочной кромкой загибает вырезанный лепесток на 90°, формуя уголковый профиль заготовки. 4 ил.
А-А ла/ерну/ло 22
фиг.1
23
Фиг.з
7
фиг 4
Редактор А.Маковская
Составитель В.Шаброва
Техэед Л, Серцижова Корректор М.Кучерявая
Заказ 1120
Тираж 595
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб„, д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Щиток для сварщика | 1979 |
|
SU814353A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
