1
Известен шипорезный станок, включающий станину, на которой установлен суппорт с шипорезным инструментом, опорный стол, зажимной механизм в виде пневмоприжимов и подающее устройство в виде приводного и неприводного рольгангов с расположенными на них базовыми линейками и силовой привод.
Целью изобретения является повышение производительности станка.
Достигается это тем, что на станине на качающемся коромысле, приводимым в действие силовым цилиндром, установлен блок прижимных роликов и лодвижный торцовой упор, а на входе в зону фрезерования ниже уровня опорной плоскости стола дополнительный ролик, взаимодействующий в процессе работы с шипорезным суппортом при помоши закрепленного на нем нижнего упора, а на рольгангах размещены подвижные за счет силовых цилиндров линейки, причем базовая линейка неприводного рольганга установлена с возможностью взаимодействия с верхним упором, смонтированным совместно с торцовой направляющей и клиновидным базовым упором на шипорезном суппорте.
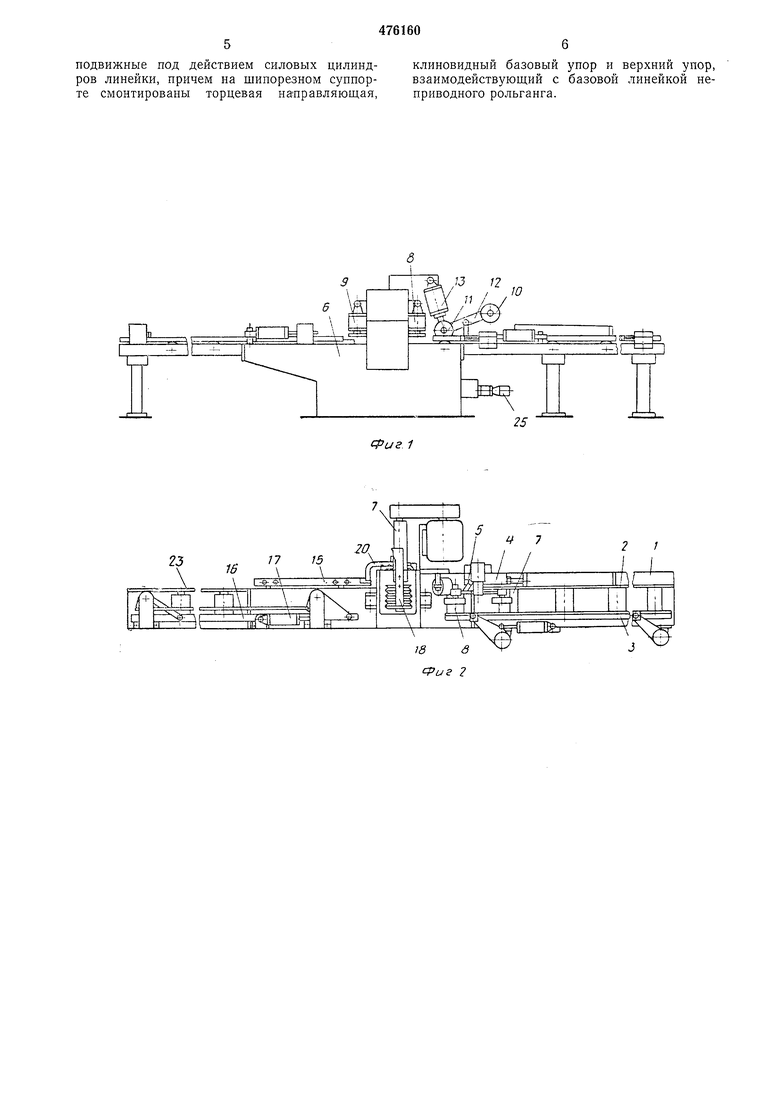
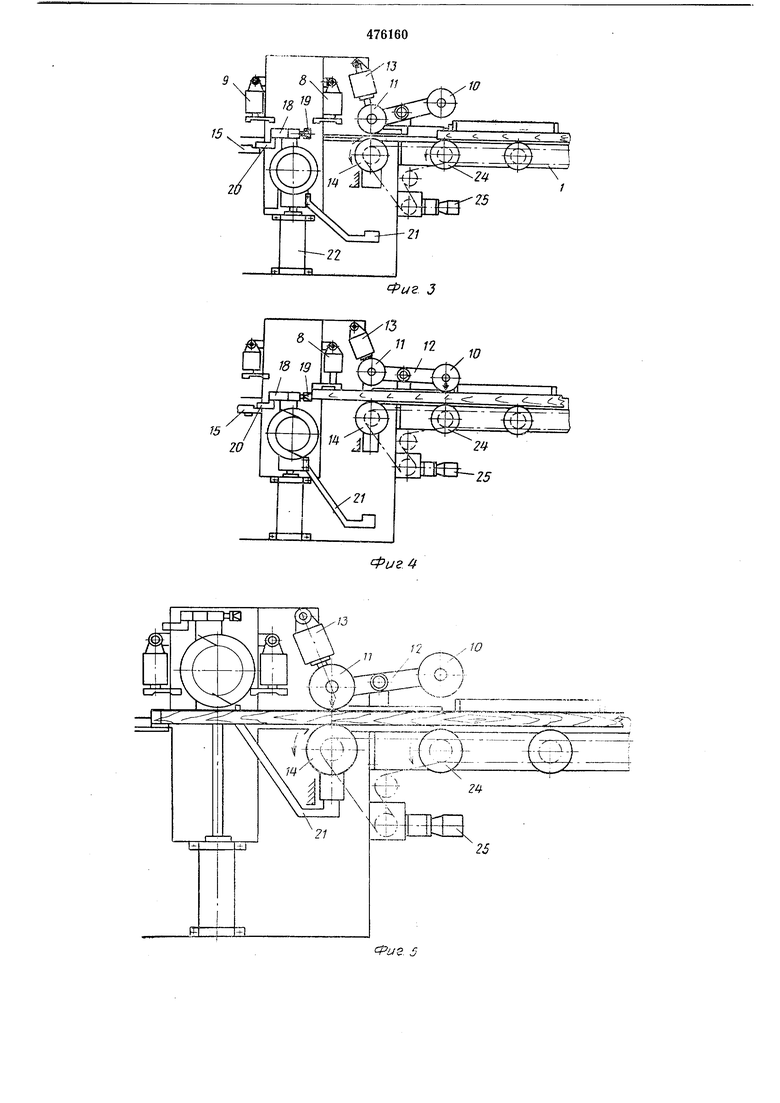
На фиг. 1 - изображен предложенный станок, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - подача заготовки в станок; на фиг. 4 - базирование и крепление
левого торца заготовки; на фиг. 5 - передача заготовки через зону фрезерования к базе правого торца; на фиг. 6 - досылка заготовки для базирования ее правого торца с
одновременным торможением и базированием -по боковой кромке п вид А; на фиг. 7 - выгрузка готовой детали и разрез по Б-Б. Станок включает приемный приводной рольганг 1, на котором расположены базовая
линейка 2, подвижная направляющая линейка 3, торцовый упор 4 с собачкой 5.
На станине 6 расположен шипорезный суппорт 7 с вертикальным перемещением, верхние прижимные пневматические цилиндры 8
и 9, обеспечивающие прижим заготовки к столу станины 6, блок прижимных роликов 10 и 11, расположенных на качающемся коромысле 12. Качание коромысла осуществляется пиевмоцилиндром 13. Ниже уровня стола
станины 6 под роликом 11 расположен ускоряющий ролик 14, имеющий возможность приподниматься над уровнем стола станины 6. За зоной фрезерования к станине крепятся опускающаяся боковая базовая линейка 15 и
боковой прижим-перекладчик 16 параллелограммиого типа, приводимый в действие пневмоцилиндром 17.
На шипорезном суппорте .7 установлена торцовая направляющая 18 с закрепленным
на ней клиновидным базовым упором 19 и
верхним упором 20, опускающим боковую базовую линейку 15.
На шипорезно-фрезерном суппорте 7 установлен нижний упор 21, приподнимающий ускоряющий ролик 14. Рабочий ход шипорезного суппорта 7 осуществляется гидроцилиндром 22.
На выходе из щипорезного станка установлен ненриводной поддерживающий рольганг 23.
Приемный приводной рольганг 1, его ролик 24 и ускоряющий ролик 14 имеют общий привод через цепную передачу от гидродвигателя 25, расположенного иа станине 6.
Станок работает следующим образом.
Деревянные заготовки подаются к станку приемным приводным рольгангом 1 параллельно их продольной оси со скоростью 60 м/мин без межторцовых разрывов, ускоряющий ролик 14 находится ниже уровня стола станины 6. Прижимной ролик 11 опущен вниз, препятствуя дальнейшему поступлению заготовки в станок.
В этот момент шипорезный суппорт 7 находится в крайнем нижнем положении. Конечный выключатель, расположенный перед прижимным роликом И в момент контакта с торцом первой заготовки, поступающей в станок, подает команду на пневмоцилиндр 13 блока црижимных роликов 10 и И. Пневмоцилиндр 13 поворачивает коромысло 12 вокруг оси, при этом, прижимной ролик 11 поднимается вверх, а прижимной ролик 10 опускается вниз на заготовку и обеспечивает падежный контакт ее с роликом 25 приемного приводного рольганга 1. При этом заготовка подается в станок со скоростью 60 м/мин и базируется клиновидным упором 19. Одновременно, по этой команде, срабатывает пневмоцнлнндр подвижной направляющей линейки 3, которая базирует заготовку по базовой линейке 2. Забазированная таким образом заготовка зажимается верхним прижимным пневматическим цилиндром 8, шипорезный суппорт 7 совершает рабочий ход вверх, во время которого фрезеруются шипы на левом торце заготовки. В конце хода шипорезного суппорта 7 вверх ускоряющий ролик 14 приподнимается упором 21 суппорта выше уровня стола станины 6. Одновременно, прижимной пневматический цилиндр 8 освобождает заготовку, пневмоцилиндр 13 опускает прижимной ролик 11 на заготовку, обеспечивая ее надежный контакт с ускоряющим роликом 14, включается гидродвигатель 24 привода приемного рольганга 1 и ускоряющего ролика 14. Заготовка передается ускоряющим роликом 14 через зону фрезерования на неприводной поддерживающий рольганг 23.
Угловые скорости вращения роликов приводного приемного рольганга 1 и ускоряющего ролика 14 равны. Однако, ускоряющий ролик имеет больший диаметр и, следовательно, большую окружную скорость. За счет этого, между смежными торцами передаваемой
и следующей за ней заготовкой создается просвет, необходимый для входа собачки 5 торцового упора 4.
В момент, когда заготовка выйдет из контакта с ускоряющим роликом 14 освобождается флажок конечного выключателя, при этом, включается пневмоцилиндр торцового упора 4. С началом хода торцового упора 4 освобождается собачка 5, которая уцирается
в правый торец передаваемой заготовки.
Торцовый упор проталкивает заготовку от ускоряющего ролика 14 через зону фрезерования. Одновременно включается пневмоцилиндр 17 бокового прижима-перекладчика 16,
который прижимает пересылаемую заготовку к боковой базовой линейке 15. Создаваемое сопротивление трения снижает скорость заготовки на заключительном этапе передачи и позволяет обеспечить точное базирование правого торца заготовки. После того, как торцовой упор совершил рабочий ход, заготовка забазирована по торцу и боковой кромке.
Прижимной пневматический цилиндр 9 зажимает заготовку. Шипорезный суппорт 7 соьершает рабочий ход вниз, во время которого фрезеруются шипы на правом торце заготовки.
При этом, в конце хода суппорта 7 упор 20 опускает базовую линейку 15 ниже уровня стола станины. Прижимной пневмоцилиндр 9 освобождает заготовку.
Прижим-перекладчик 16 выводит готовую деталь из станка в направлении, перпендикулярном ее продольной оси, при этом правый
торец готовой детали скользит по направляющей 18 и, смещаясь влево, выходит из зоны перемещения суппорта. Операции загрузки заготовки в станок и выгрузки готовой детали из станка совмещены во времени.
С началом следующего рабочего хода шипорезного суппорта 7 вверх базовая линейка 15 возвращается в исходное положение с помощью возвратной пружины 26.
Предмет изобретения
Шипорезный станок, включающий станину,
на которой установлен шипорезный суипорт с инструментом, опорный стол, зажимной механизм в виде пневмоприжимов и подающее устройство в виде приводного и неприводного рольгангов с расположенными на них базовыми линейками и силовой привод, отличающийся тем, что, с целью повыщения производительности, на станине на качающемся коромысле, приводимом в действие силовым цилиндром, установлен блок прижимных роликов и иодвижиый торцовый упор, а на входе в зону фрезерования ниже уровня опорной плоскости стола дополнительный ролик, взаимодействующий в процессе работы с шипорезным суппортом при помощи закрепленного на
нем нижнего упора, на рольгангах размещены 5 подвижные под действием силовых цилиндров линейки, причем на шипорезном суппорте смонтированы торцевая направляющая, 6 клиновидный базовый упор и верхний упор, взаимодействуюп1,ий с базовой линейкой неприводного рольганга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шипорезный станок | 1982 |
|
SU1079435A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ ОБРАБОТКИ КРОМОК ПИЛОМАТЕРИАЛОВ | 2007 |
|
RU2338640C1 |
| Пакеторазборщик пиломатериалов | 1988 |
|
SU1613415A1 |
| ШИПОРЕЗНЫЙ СТАНОК | 1992 |
|
RU2067526C1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Гвоздезабивное устройство | 1981 |
|
SU1030267A1 |
| ШИПОРЕЗНЫЙ СТАНОК ДЛЯ ЯЩИЧНЫХ ПРЯМЫХ ШИПОВ | 2014 |
|
RU2554441C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ШИПОРЕЗНЫЙ СТАНОК | 1972 |
|
SU351697A1 |

/2
Фи2. 5 ./ 0
