I
РТзобретенне относится к технологической оснастке для холодной лнстовой штамповки н может быть использовано для изготовления изделий тина значков.
Известен штами последовательного деиствня, содерл ;ащий расположенные один за другим ио ходу технологического процесса иуаисоны и перемещаюи 1,ую заготовку матрицу, имеющую на одиу рабочую позицию меньше количества пуансоиов.
Для повышения точности деталей нри осу1цествлеиии более двух операций в предлагаемом штампе каждый пуансон, начиная со второго по ходу технологического процесса, н все матрицы сиабжены элементами, удерживающими на ннх полуфабрикат ио окончаинн операции.
Для осуществ,:1еиия двусторонней чекапки удерживающие элелгеиты могут быть вынолиены в виде иоверхностей, наклоненных относительно оси иуаисона н нмеюни-ix на рабочих позициях матринД) и нуанеона разлнчные углы наклона. Для повышения нроизводптельпости штамп может быть снабжен вторым комнлектом пуаисопов второй и последуюИ1,ей операций, размещенных спмметрично с упомяиутымн аиалогичными иуанеоиамн отиосителььио нуаисона первой операции.
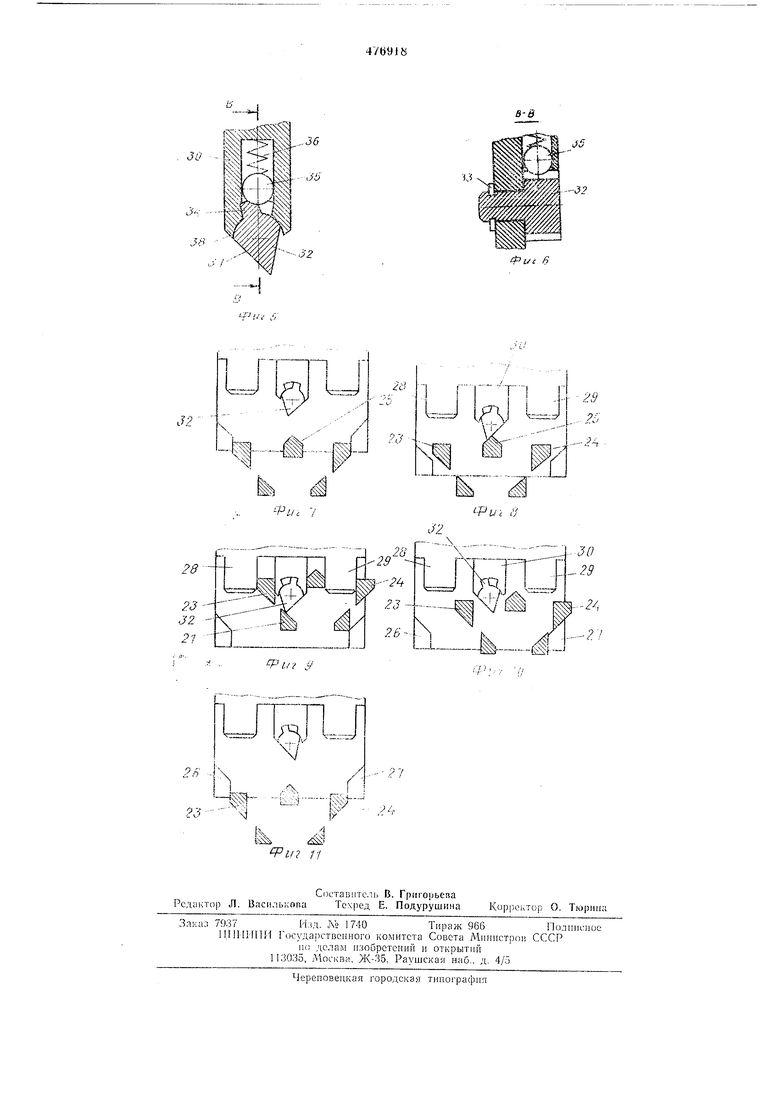
На фиг. 1 - иоказан иредлагаемый штамп, продольный разрез; на фиг. 2-нижняя часть
цггампа, внд в плане; иа фиг. 3 - разрез по А - А иа фиг. 1; на фнг. 4 - разрез по Б-Б на фиг. 3; иа фиг. 5 - с поворотиым кулачком, разрез; иа фнг. 6 --- разрез по В В на фиг. 5; на фиг. 7-9 - положення выступов и клиньев при перемещении матриц из иромежуточного поло}кеиия в крайнее иа фиг. 10, 11 - то же, при перемещеипп матриц из крайнего правого положешш в иромежуточиое.
Штами содержит закрепленную иа нижний плите отрезиую л атрицу 1 со съемииком 2, служащим также нанравлением для иттампуемой полосы, и расиоложенное за матрицей 1 осиованне 3, в котором в одии ряд перненднкулярно панравлеиню подачи штамиуемой полосы устаиовлеиы две матрицы 4 и 5 для обрезки и две матрицы G и 7 для чеканки детп,П1. Осиованне 3 установлено с возможностью продольного перемещения п иезначитольного поперечного перемещения.
Верхняя рабочая новерхпосгь матриц 4 и 5 ограпичепа сношенньшп гранями 8, г матрнцы 6 н 7 снабжены упора.мн 9 для штампуемой полосы.
Штамп снабжен съемником 10 облоя, в котором выполнены упоры 11 для ограничения продольного неремещеиия основания 3, В нуансонодержателе 12 в одии ряд и на расстоянии продольного перемещения основания 3
один от другого установлены отрезной пуансон 13 и сим1метрично ему два чеканочных пуансона 14 и 15 и два обрезных пуансона 16 и 17. Пуансоны 14 и 15 имеют углубления 18 для чеканки выступов на обратной стороне значка, а пуансоны 16 и 17 - углубления 19 для предотвращения смятия этих выступов при обрезке облоя.
Для облегчения ремонта режущий нож 20 пуансона 13 выполнен съемным. Продольное перемегцение основания 3 обеспечивают расположенные на его вертикальной стеР1ке в плоскости перемещения два выступа 21 и 22, два верхних выступа 23 и 24 и центральный верхний выступ 25. Выступы взаимодействуют с двумя нил-сними клиньями 26 и 27, двумя верхними клиньями 28 и 29 и центральным верхним клином 30 кропщтейиа 31, прикрепленного к пуансонодержателю 12. Клин 30 снабл :еп поворотным кулачком 32, установленным в кронщтейне 31 с помощью кольца 33. Крайние полол ения кулачка 32 ограничены упором 34, контактирующим со стенка МП фигурного наза клина 30, и фнксирЗются фиксатором 35, подпрул иненпым пружиной 36.
В крайних положениям рабочие грани 37 кулачка 32 образуют одну плоскость с рабочими гранями 38 клина 30.
Точную фиксацию основания 3 п конце рлбочего хода обсснечн 5ают колонки 39, установленные в пуаисонодержателе 2 и взаимодействующие с отверсгиями а основания 3.
Основание 3 устапонлсно с зазором но отпошенню к .матрице 1 и отжато от носледней штырями 40 ц пружиной 41. Для нолучення незначительного поперечного перемещения основания 3 толщина клиньев 26, 27 и 30 вынолнена меньше толщины клнньев 28 н 29 H;I 5елнчнну этого г(еремещения. Поперечное н вертикальное неремещение основаннй 3 ограничено матрпцей 1 и съемником 10.
Штамп работает еледующим образом.
При ходе верхней части щтамиа вниз осиование 3 перемещается из промел уточного полол ения, например, в правое крайнее полол еиие, а затем прижимается к матрице 1.
В конце хода вииз пож 20 отрезает от полосы, поданной до упора 9, заготовку н совместно с нуансоном 13 гладкой гранью слегка вдавливает ее в левую чеканочную матрнцу 7. Прн ходе вверх оснойянне 3 отжимается от матрицы , а затем перемен1ается из правого крайпего полол епня в промел уточное.
При втором ходе вниз оенопанне 3 имеете с заготовкой на левой матрнце 7 перелкмцается из про,мел уточ1:ого положения в левое крайнее, а затем прижи.мается к матрице 1. В конце хода вниз левый чеканочпьп пуансон 15 н чеканочная матрица 7 ироизводят окончательную чеканку детали, а нол 20 отрезает от полосы новую заготовку п совместно с п}-ансопом 13 Ездавлнвает ее в правую чекапочную матрнцу 6,
При ходе вверх основание 3 отходит от матрицы 1, устраняя контакт последней со щтампуемой деталью, а затем перемещается из левого крайнего положения в промежуточное. Отчеканенная на матрице 7 деталь поднимается вместе е пуансоном 15 благодаря тому, что уклоны углубления 18 на пуансоне 15 значительно меньще уклонов на чеканочной матрице 7.
При третьем ходе вниз основание 3 перемещается в нравое крайнее полол енне. В конце хода вниз левый пуансон 15 внедряет отчеканенную деталь в левую матрнцу 5, нравьп нуанеон 14 и правая матрица 6 производят окончательную чеканку детали, а иож 20 отрезает новую заготовку и вместе с иуанеоном 13 вдавливает ее в левую матрицу 7.
При ходе вверх основание 3 иеремещается в промежуточное положение, внедренная в левую матрицу 5 отчеканенная деталь остается в матрице благОх аря отсутствию в последней уклонов, а отчеканенная на правой матрице 6 деталь нодн 1мается Г)1месте с нраиьп; пуансоном 14.
С чет 5ертого хода щтампа устапавлнвается цикл eio работы.
При ходе вниз основание 3 перемещается в левое крайнее но/юженне.
PJ конце хо.ча вниз .К111)(й нугпюон Г/ н ммтрнца 5 нронзводят вырубку деталн но ру, правый пуансон 14 внедряет отчеканенную деталь в нравую матрнну 4, левый нуанеон 15 и левая .матрица 7 ироизводят чеканку детали, а нол 20 отрезает новую заготовку н вместе е нуансоном 13 вдавлнвает ее в правую матрнцу 6.
При ходе вверх основание 3 иеремещается в промежуточное полол ение, съем1Н1к 10 синмает с левого пуансона 17 облой, который подает на ннжнюю нлнту, н удаляетея основанием 3 при еледующем иеремещеиии влево, внедренная в нравую матрицу 4 деталь оетаетея в матрице, а отчеканенная в матрнце 7 деталь поднимается вместе с левы.м нуансоном 15. Перемещение осиоваиия 3 произ1 оД1ГГСЯ следующи.м o6pa3o;v.
При ходе верхней части штамна вниз к},аачок 32, ннлсннй конец которого находнтся, нанример, в крайнем левом полол енин (фи1. 7), доходит до выстуна 25 (фнг. 8), и, контактнруя с носледним, начинает , основанне 3, находящееся в промелчуточпо.м но.оженни, вправо. После пекоторою перелк-щения основания 3 в контакт с выcтyнo 25 15ходнт клин 30, который завер1нает перемгщспне, и, входя в контакт с левглм г.ыстуном 23, начннает предварнтелыю ф1Пчснр(, основание 3 в крайнем иравом нолол ении.
В это время клинья 28 и 29 входят в контакт е выступами 23 и 24, а также е вертикальной етеикой основания 3 и, последнее к матрице 1, дополнительно фиксируют крайнее ноложенне основа П1я 3.
После этого колонки 39 входят в отверстия
7
и основания 3 и обеспечивают точную его фиксацию.
В конце хода вниз кулачок 32, контактируя с выступод 21 (фиг. 9) поворачивается против часовой стрелки в правое крайнее положение (фиг. 4), преодолевая действие подпружиненного фиксатора 35, и занимает нс.ходное положение для следующего рабочего хода.
При ходе вверх клинья 28, 29 и 30, а также кулачок 32 освобождаются от взaн roдeйcтвия с основанием 3, носле чего последнее отжимается от матрицы 1 ноднружиненным штырем 40.
При дальиейшем .ходе niiepx (фиг. 10) нравый клин 27, контактируя с нравыл выступом 24, перемещает основание 3 в промежуточное положение.
В конце хода вверх это положение осиова1П1Я 3 фиксируется с помон;ью клипьев 26 н 27 и выступов 23 и 24 (фнг. И). Аналогичшлм образом производится перемещение оснопання 3 I ,)r ;Ц;; ;Ьк:о и CHOiia i; ).Mt:/KVT04ное ноложе:;ио. /7 15 А /3 . 2
8
Предмет изобретения
1.Шта.мп последовательного деисишя, содержащий расположенные один за другим по ходу технологического процесса пуансоны н
матрнцу, неремещающую загото1 ку и имеющую на одну рабочую позицию меньше количеетва нуаисонов, отличающийся тем. что, с целью повышения точноетн деталей ирн оеуществлении более двух операций, каждый
пуансон, начиная со второго по ходу технологпческого процесса, п все матрицы снабжены э.1ементами, удерживающими иа них но.пу()абрикат но окончаннн оиерации.
2.Штамп ио н. 1, отлпчаюи ийся текг, что, с н,елыо осуществления двустороиией чеканки,
удерживающие элементы вынолнены в 15нде поверхностей, наклоненных относительно осн пуансона н нмсюни х на рабочнх нозип итх матрнцы и нуансона различные углы на клона.
3.Штамп по нн. 1 н 2, отличающийся тем, что, с целью новышення нронзвод1ггельност11 гитамна, он снабжен вторым комплектом нуансонов второй н нос.1едующей онерагип, раз
: гещенных снммстрнчно с yHOMi.iiiAii.iMu пи: /i:;: ,:;1 nxrnici iiaMi )тнпсигг- :.. :,.ПЛ Не|3;:Пи OHciJ Hll. /.,.3б
-J5
3-В
-J2
ipui fi

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для вырубки и чеканки листового материала | 1973 |
|
SU464363A1 |
| УСТРОЙСТВО ДЛЯ ОФОРМЛЕНИЯ И СБОРКИ ЛЕПЕСТКА АНОДНОГО ВЫВОДА С ТРУБЧАТОЙ НАСАДКОЙ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU371624A1 |
| Штамп для листовой штамповки | 1976 |
|
SU586951A1 |
| Вытяжной штамп | 1973 |
|
SU479529A1 |
| Устройство для стапелирования плоских деталей | 1985 |
|
SU1276403A1 |
| Штамп | 1978 |
|
SU818705A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Гибочный штамп | 1977 |
|
SU730414A1 |
| Револьверный пресс для сборки деталей, например, будильников, запрессовыванием с чеканкой в отдельные неразъемные узлы | 1955 |
|
SU103039A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
П
t
/i
u J к U
p//. /
/.
. fi
-Jf
rV-r:r -r
IJ lyQj L-.+
29
/bj ,A.
