(54)СПОСОБ ПО.ПУЧЕНИЯ ПЛЕНКИ ИЗ ПОЛИЭТИЛЕНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пленок из полиэтилена | 1972 |
|
SU514722A2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОГО ПОЛОТНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599303C2 |
| Способ изготовления пленок и листов из полимерных материалов | 1980 |
|
SU899357A1 |
| Устройство для поперечного вытягивания полимерного материала | 1980 |
|
SU1075956A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОЙ АМОРТИЗИРУЮЩЕЙ ПЛЕНКИ | 1992 |
|
RU2031796C1 |
| Способ изготовления слоистых материалов с полимерым пленочным покрытием | 1979 |
|
SU887228A1 |
| НЕОРИЕНТИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА | 2002 |
|
RU2294343C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ | 2013 |
|
RU2533726C1 |
1
Изобретения относится к способам получения тонких пленок из полиэтилена, используемых в рациоэлектронной промышленности
Известен способ изготовления неориентированной пленки поливом расплава или раст- вора на холодную поверхность барабана или металлического листа. Однако известный способ не обеспечивает получения тонких неориентированных пленок с малой разнотолщинностью из материалов высокой вяэкости типа полиэтилена, являющихся заго- тпвкой для изготовления ориентированных пленок, толщина и разнотолщинность которых находятся в прямой зависимости от толшины и разнотолщинности неориентированной пленки.
Целью изобретения является изготовление неориентированной пленки с малой разнотолщинностью из полиэтилена с высокой вязкостью расплава, а следовательно, и получение ориентированной пленки с толщиной Ю мк и менее с разнотолщинностью ± 1О%, с высокими физико-механическими и диэлектрическими свойствами.
Указанная цель достигается благодаря тому, что формование и калибрование пленки производят на поверхностях калиброванной по толщине и ширине бесконечно движущейся металлической ленты в полости.головки, снабженной обогревом для поддержания температуры.
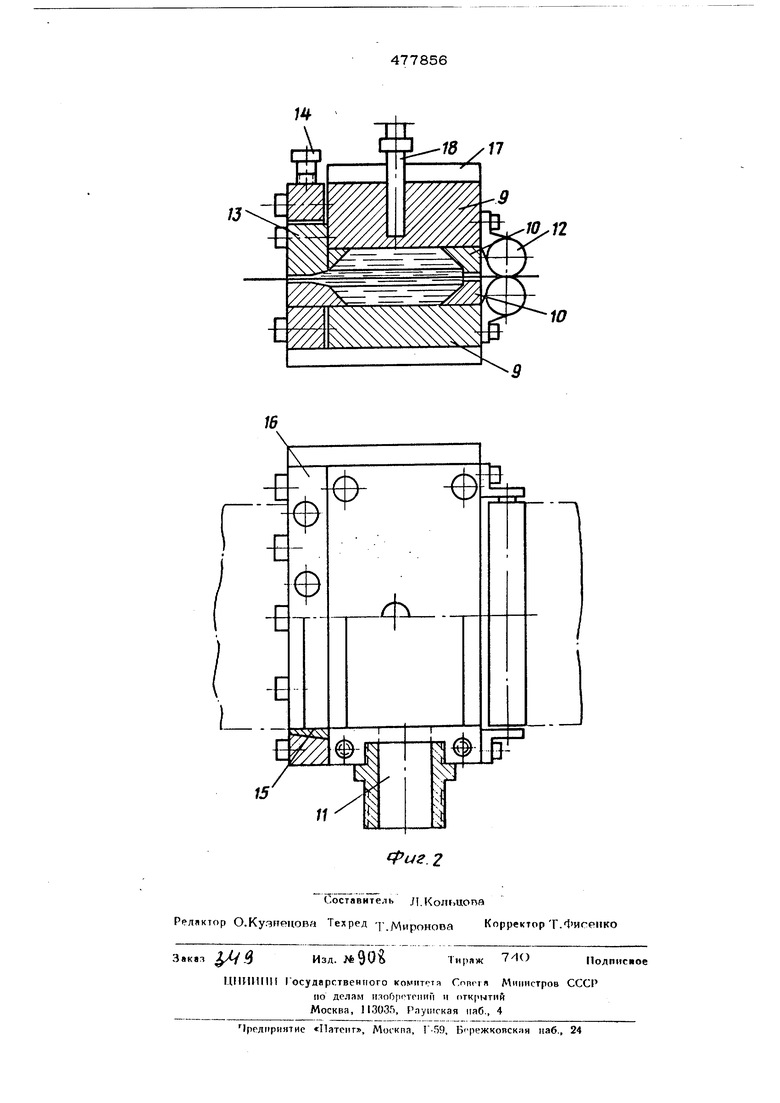
На фиг. 1 изображена конструктивно-технологическая схема для осуществления спо- соба; на фиг. 2 - конструкция головки.
Устройство содержит бесконечную метал лическую ленту 1, проходящую через внутреннюю полость головки 2 и огибающую ведущие ролики 3, соединенные с приводом 4, натяжные ролики 5, выравнивающие валки 6 для гащения колебаний металлической ленты, приспособление 7 для охлаждения и бобины 8 для намотки пленок.
Головка 2 состоит из расположенных в корпусе 9 и скрепленных между собой пластин 10, образуюш.их полость для расплава полимера, подаваемого через штуцер 11. Для ввода бесконечной металлической ленты 1 в головку служит направляющий элемент 12. Формующая часть на выходе
из головки 2 вьлолнена клинообразной цля обеспечения центрирования металлической ленты 1и снабжена подвижным элементом 13 с винтом 14 для регулировки толшины получаемой пленки. Головка 2 имеет уплотнительные элементы 15 и 16, нагреватели 17 и средства 18 для температурного контроля.
Бесконечная металлическая лента 1, проходя через внутренную полость головки 2, покрывается с двух сторон слоем расплава полимера, толщина которого калибруется на выходе из голсвки и зависит от величины зазора и температуры расплава. Далее лента 1 проходит через выравнивающие валки 6 и охлаждается воздухом с помощью приспособления 7. Снятые пленки наматываются на бобины 8.
Предлагаемым способом были получены в лабораторных условиях их полиэтилена
неориентированные пленки-заготовки толщиной 40-120 мк на. металлической ленте шириной 20мм, из которых прокаткой на вальцах были изготовлены пленки толщиной 8-121 мк с разнотолшинностью ± 10%.
Предмет изобретения
Способ получения пленки из полиэтилена, отличающийся тем, что, с целью изготовления неориентированной пленки с малой разнотолщинностью из полиэтилена с высокой вязкостью расплава, формование и калибрование пленки производят на поверхностях калиброванной по толщине и ширине бесконечно движущейся металлической ленты в плоскости головки, снабженной обогревом для поддержания заданной температуры. Q F%
Л/г / tt
10
