Изобретение относится к производству бетона и железобетона, преимущественно на легких заполнителях как искусственных, так и естественных (туф, керамзит, аглопорит и т. п.) и может быть осуществлено на предприятиях сборного бетона и железобетона.
Известен способ раздельного бетонирования изделий, предусматривающий укладку в форму вначале крупного заполнителя при последующем гравитационном или инъекционном заполнении межзернового пространства раствором. Однако формование.бетона по такому способу производится с сохранением всех форм связи воздуха как в заполнителе, так и в растворной составляющей, что приводит к существенному понижению качества бетона.
Цель изобретения - повышение качества изделий.
Достигается это тем, что раздельную укладку осуществляют под вакуумом с просеиванием растворной составляющей через сетчатое днище бункера укладчика. Причем с целью ускорения процесса укладки крупный заполнитель перед укладкой смачивают водой.
2
Сущность способа заключается в следующем.
Заполнитель смачивают и засыпают в форму. Приготовленный раствор укладывают в бункер с перфорированным днищем, установленный на форму, и помещают в вибровакуумкамеру, где создают разрежение не менее 650 мм рт. ст. С помощью вибрации перфорированного днища раствор просеивают в форму с заполнителем и тем самым освобождают от воздуха. Заполнение межзернового пространства заполнителя производят вибрированием формы по мере просеивания раствора. Отформованное изделие извлекают из вибровакуумкамеры и направляют на последующую технологическую обработку.
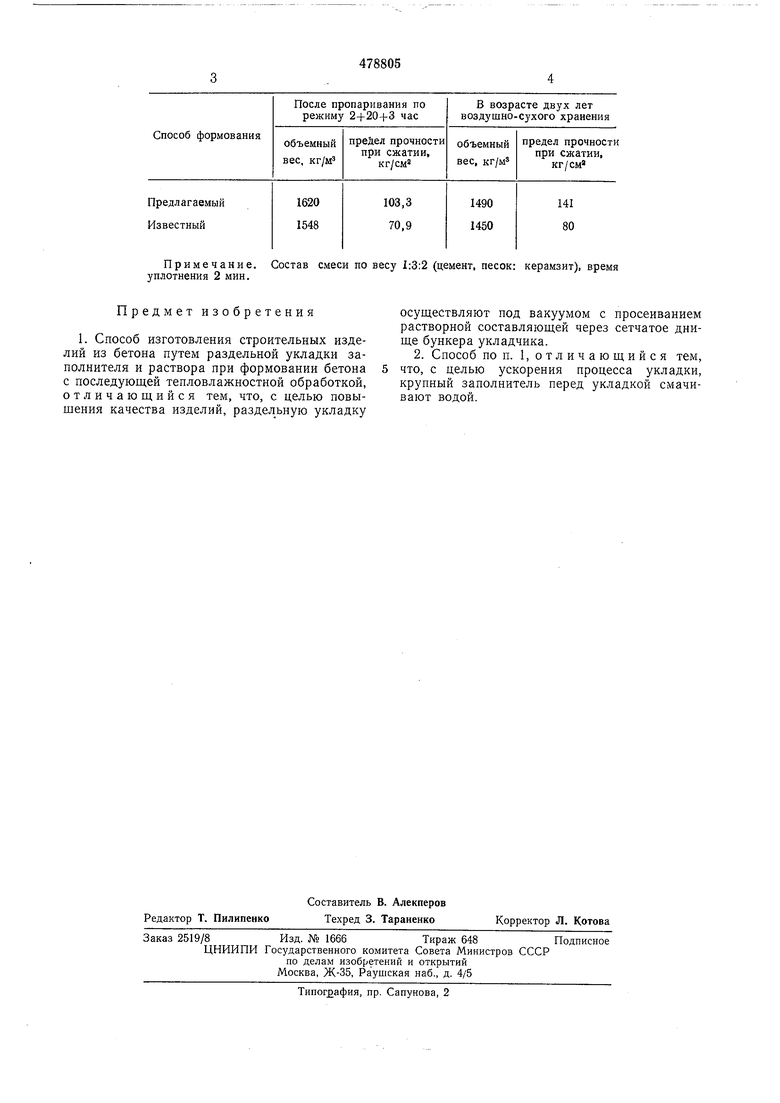
Из результатов испытаний, приведенпых в таблице, видно, что прочность керамзитобетона, полученного по предлагаемому способу, на 46-76% превосходит прочность керамзитобетона, изготовленного известным способом, при увеличении объемного веса всего лишь на 4,6- 2,7%. Примечание. Состав уплотнения 2 мин.
Предмет изобретения
1. Способ изготовления строительных изделий из бетона путем раздельной укладки заполнителя и раствора при формовании бетона с последующей тепловлажностной обработкой, отличающийся тем, что, с целью повышения качества изделий, раздел ьную укладку
осуществляют под вакуумом с просеиванием растворной составляющей через сетчатое днище бункера укладчика.
2. Способ по п. 1, отличающийся тем, что, с целью ускорения процесса укладки, крупный заполнитель перед укладкой смачивают водой. смеси по весу 1:3:2 (цемент, песок: керамзит), время 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| Технологическая линия для изготовления бетонных и железобетонных изделий методом раздельного формования | 1985 |
|
SU1293029A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1993 |
|
RU2071456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ И ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2169129C1 |
| Способ изготовления бетонных изделий | 1987 |
|
SU1511247A1 |
| СПОСОБ УСТРОЙСТВА ТРЕХСЛОЙНОЙ ОГРАЖДАЮЩЕЙ КЕРАМЗИТОБЕТОННОЙ ПАНЕЛИ | 2002 |
|
RU2215649C1 |
| Способ изготовления бетонных и железобетонных изделий | 1979 |
|
SU870151A1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 2008 |
|
RU2351464C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННОЙ СМЕСИ | 2001 |
|
RU2206542C2 |
| Способ изготовления бетонных изделий | 1987 |
|
SU1643150A1 |
