Изобрете1нне отноюттся к устройствам для Tipa-BiKn ире1шущест|венио титано1вых штамгювок :в нагретом со стояниИ.
В известных уст1ройствах заготовку, заключенную между двух ПОЛ01ВИН ложемеата, перед правкой прадварительио .нагревают. Нагрев осуществляется при пра;вке каждой детали с последующим охлаждением откалиброзанной шта1МПОЕ1Ки до комиатной температуры.
Недостатком известного устроЙ€Т1ва я вляется рюпользоваиие большого количества дорогостоящей оснастки, кроме того, значительные затраты ;во времени на нагрев заготовки с ложементами снижают :произ1водительность труда.
С целью О1сущест1вления иепрерьюной правки заготовок 1В одном комплекте ложемсита с мак1С1Имальным сокращением , на его нагрев (Предлагаемое устройст во снабжено Т1ЛИТОЙ для крепления sepxiHoro ложемента, расположенной Внутри рабочей камеры, при это:М нижний ложемент смонтирован на загрузочной платформе.
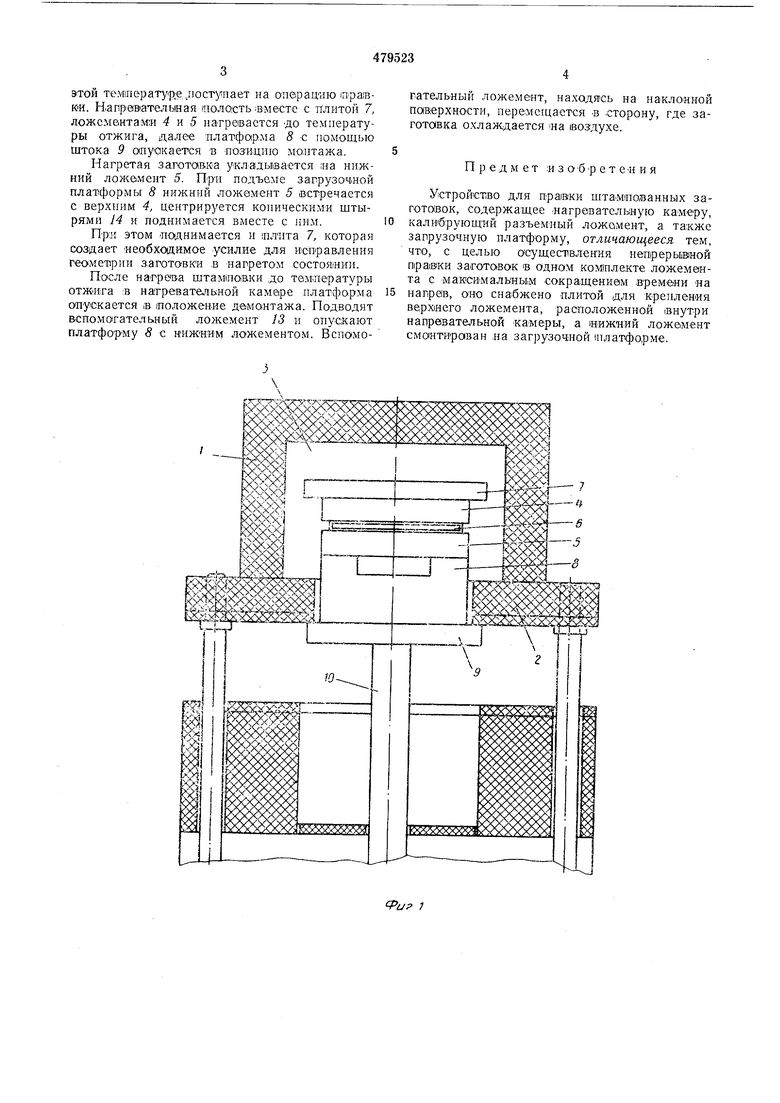
На фиг.- 1 изображено предлагаемое устройство IB состоянии выполнения 01перан,ии пра1в,ки В разрезе; на фиг. 2 - то же, в состояни И откалиброваевой щтамяовки.
Устройство включает в себя нагревательную ка-меру 1, установлеипую на плите 2 с возможностью периодического съема. В нагревательной полости 3 располагаются ложементы- верхний 4 и нижний 5, между которыми находится калибруемая щтам1П01Вка 6. ШтамnoEiKa 6 поджимается весом верхнего ложемо га 4 и плнты 7. Нлита 7 1при нагреве, поджиАая заготовку, выполняет роль балластного пруза и одновременно роль затвора. Устройство .вынолпено ио тину элеваторных печей. Это позволяет загрузочной 1платформе 8 занимать различные рабочие позиции: монтаж а и де:МО:1 тажа, нагрева заготовки в нагревательной полости и иозиции освобождения вспомогательного ложемента е заготовкой и перевода их за пределы устройства. Загрузочная нлатформасЬ располагается на диске 9, выполненном за одно со штоком 10. Диск 9 выполнен с дпал1етроМ, большим диаметра загрузочной платформы, и позволяет закрыть н.агревательную камеру при устано1вке ложементсю в позицию лаrpeiBa и правки щтамнов 1«и.
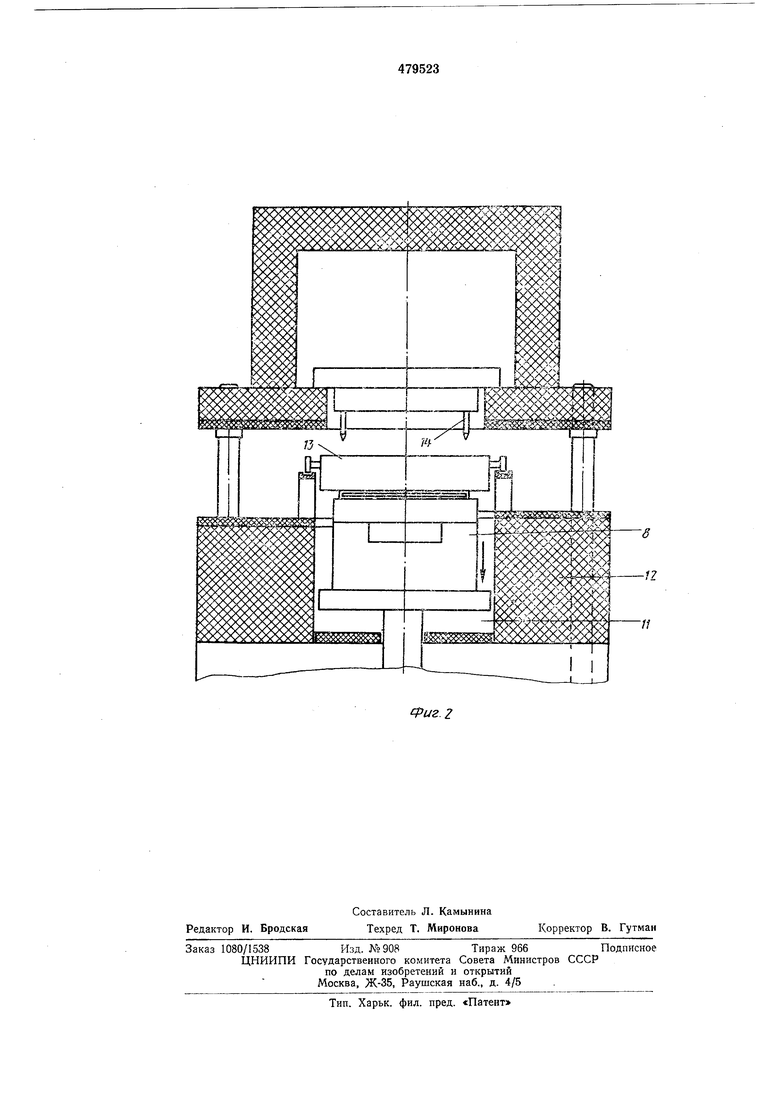
Платформа 5 (фиг. 2) опущена в познци}о демонтажа и располатается в колодце 11, образованном теплоизолирующей кирпичной клацкой 12. Вспомогательный ложемент 13 подводится для демонтажа калибруемой штамповки и отвода ее за пределы рабочего ироетрапетва подъемного механнз:.ма.
Устройство работает следующим образом.
Предварительно штам:ПОБка нагревается л обычной 111ечи до темшературы 850° С и
этой темшератур;е.11оступает на ОПврацию rapaiBКИ. Направателыная /полость вместе с тглитой 7, ложементами 4 и 5 нагревается до температуры отжига, далее Г1латфо1р, 8 -с помощью штока 9 опуакается в позицию мо:птажа.
Нагретая заготовка укладывается ;па нижний ложемент 5. П-ри подъеме загрузочной платформь 8 нижний ложемент 5 встречается с верхним 4, центрируется коническими штырями 14 и поднимается вместе с JH-IM.
Пр:и этом поднимается и шлита 7, которая создает необходимое усилие для исправления геомет1рии з-аготовки .в нагретом состоянии.
После нагрева штамшавки до температуры отЖИга :в нагревательной KaMeipe платформа опускается в положение демонтажа. Подводят вспомагательный ложемент 13 и онускают платформу 8 с нИЖНИм ложементом. Вспомогательный ложе.мент, наход гсь на наклейной naeiepxHOCTH, перемещается В сторону, где заготовка охлаждается на воздухе.
Пред м е т я з о б р е т е Н и я
Устройство для правки штаадио/ванных заготовок, содержащее нагревательную камеру, калибрующий разъемный ложомент, а также загрузочную платформу, отличающееся тем, что, с целью осуществления непрерьшной правки заготовок в одном ком1плекте ложемента с максимальньш сокращением времени на нагрев, оно снабжено плитой для крепления верхнего ложемента, расположенной внутри налрввательной «амеры, а нижний ложемент смонтирован на заг))узоч;ной 1платформе.
//
fpuz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2024977C1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| Нагревательная печь | 1987 |
|
SU1518639A1 |
| Устройство для закалки и правки турбинных лопаток | 1985 |
|
SU1315075A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Устройство для нагрева заготовок | 1990 |
|
SU1719143A1 |
| ГАЗОСТАТ | 2010 |
|
RU2429105C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |