ел
7ff
Изобретение относится к нагревательным устройствам и может применяться при непрерывной высокотемпературной механической обработке дета- лей в линии печь - пресс.
Цель изобретения - повышение производительности и упрощение конструкции.
На фиг. 1 представлена нагрева- тельная печь, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема захвата детали из магазина (узел I на фиг. 1); на фиг. 4 - тупиковый затвор, узел II на фиг. 2.
Нагревательная печь содержит подвижную футерованную плиту 1,неподвижный под 2, одним концом установленный на столе 3 пресса, а другим - на регулируемой по высоте поддерживающей стойке 4. Возвратно-поступательное перемещение свода 1 осуществляется при помощи привода 5 по иаправлянщим 6, выполненным на рабочей плите 7 пода 2 и имеющим ступенчатый профиль образующий одновременно тупиковый затвор (фиг. 4), предотвращающий потерю тепла в процессе нагрева и перемещения заготовок 8.
На рабочей плите 7 пода 2 выпол- ней профильный паз Е (фиг. 2) для перемещения заготовок 8 , ширина которого соответствует размерам заготовок 8.
Загрузка заготовок 8 производится из сменного магазина 9, установленного на подвесном столе 10 таким образом, чтобы верхняя заготовка 8 находилась на уровне продольного паза Б пода 2.
Сменный магазин 9 прикрепляется к рабочей плите 7 пода 2 при помощи зацепа 11 и фиксируется защелкой 12, установленной на кронштейне 13, жестко связанном с подом 2.
Сменный магазин 9 содержит подаю - щую пружину 14 (фиг. 3) с подавателем 15, которые постоянно поджимают верхнюю заготовку 8 к фиксатору 16.
На рабочей плите 17 футерованной плиты 1 выполнены, по крайней мере, два поперечных паза В, передний и задний, расположенные таким образом, чтобы самоустанавливающиеся собачки
18,размещенные в этих пазах В на ося
19,в крайнем заднем положении футерованной плиты 1 могли захватывать заготовку 8 из магазина 9, а передние собачки в крайнем переднем поло
0 5
о
0
5
Q
5
жении свода выводили разогретую заготовку 8 на рабочую позицию пресса. Оси 19 собачек 18 смещены к задней стенке Д поперечного паза В, при этом последняя является упором для собачки 18 при рабочем ходе свода 1.
Ширина поперечного паза В выбирается таким образом, чтобы при обратном ходе футерованной плиты 1 собачка 18 могла, поворачиваясь на оси 19, утопать в этом пазу В.
Для предотвращения окисления нагреваемых заготовок 8 производится подача защитного газа (например эндогаза) через штуцер 20 в рабочую зону печи.
На поде 2 установлены конечные выключатели, синхронизирующие работу плиты 1 и пресса. Возвратно-поступательное перемещение плиты 1 осуществляется через реле времени. Заготовка 8 после термообработки подается под верхний штамп 21.
Нагревательная печь работает следующим образом.
Магазин 9, в который заранее за- гр ткены заготовки 8, устанавливается в рабочей плите 7 пода 2. Реле времени, синхронно связанное с прессом, подает сигнал приводу 5, который начинает перемещать плиту 1 в направлении рабочей зоны пресса. За один ход плита 1 перемещается на величину, ранную длине нагреваемой заготовки 8 и при этом задней парой собачек 18 захватывает верхнюю заготовку 8 из магазина 9 и перемещает ее в про- дольньй паз Б пода 2. При этом собачки 18 упираются в заднюю стенку Д поперечного паза В плиты 1. Затем плита 1 возвращается в исходное положение. При обратном ходе плиты 1 собачки 18, контактируя с заготовками, поворачиваются вокруг оси 19 и утопают в поперечном пазу 5, не препятствуя возвращению плиты 1. Затем цикл загрузки повторяется, при этом очередная загрузка осуществляется путем захвата заготовки 8 из магазина 9 собачками 18, которая продвигает предыдущую по продольному пазу Б. В начальный момент, т.е. в момент включения привода 5, верхний штамп 21 находится в исходном положении, пока в продольный паз Б не загрузится п заготовок 8, Число п выбирается исходя из условия обеспечения требуемой температуры нагрева заготовок 8, их размеров.
515
При загрузке n+1-ой заготовки в печь передняя пара собачек 18 захватывает нагретую переднюю заготовку 8 и перемещает ее в рабочую зону штампа 21 до упора в подвижный фиксатор. После этого при перемещении плиты 1 в исходное положение срабатывает передний конечный выключатель, который включает пресс в режим рабочего цикла, верхняя половина штампа 21 опускается . В рабочем пространстве штампа 21 происходит формообразование и зажатие заготовки 8, Охлаждение ее производится за счет непрерывной циркуляции воды по специальным каналам, расположенным в полости штампа 21. Время выдержки штампа 21 в нижнем положении обеспечивается реле времени. Закаленная заготовка сбрасывается с зеркала штампа перемещением последующих заготовок, при этом фиксатор отводится в сторону, не препятствуя движению заготовки 8. В процессе возвратно-поступательного перемещения футерованной плиты I производится одновременное распределение защитного газа по рабочей зоне печи.
Использование нагревательной печи с подвижной футерованной плитой позволит значительно упростить механизм перемещения заготовок за счет исключения дополнительных транспортирующих средств и их приводов; сократить вспомогательное время на в выгрузку заготовок из печи и установку их в рабочую зону пресса, обеспечив выгрузку заготовки непосредственно в
96
рабочую зону последующего технологического устройства, а также снизить тепловые потери во время переустановки заготовок, сократить энергозатраты, ускорить весь процесс высокотемпературной обработки, повысить ее производительность .
Формула изобретения
1. Нагревательная печь, содержащая нагревательную камеру с загрузочным и выгрузочным окнами, устройство шагового перемещения деталей с направляющими и самоустанавливагощимися собачками, привод, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, устройство шагового перемещения выполнено в виде продольного паза в поду и футерованной плиты с поперечными пазами по концам,. соединенной с приводом и размещенной на направляющих, выполненных в пазу с двух сторон от продольного паза, собачки установлены посредством осей в поперечных пазах.
2.Печь по п. I, отличаю- щ а я с я тем, что, с целью снижения
тепловых потерь, контактирующие поверхности плиты и направляющих вьтол- нены ступенчатыми в виде тупикового затвора.
3.Печь по п. 1, отличающаяся тем, что оси собачек расположены в пазу у задней стенки по направлению перемещения плиты.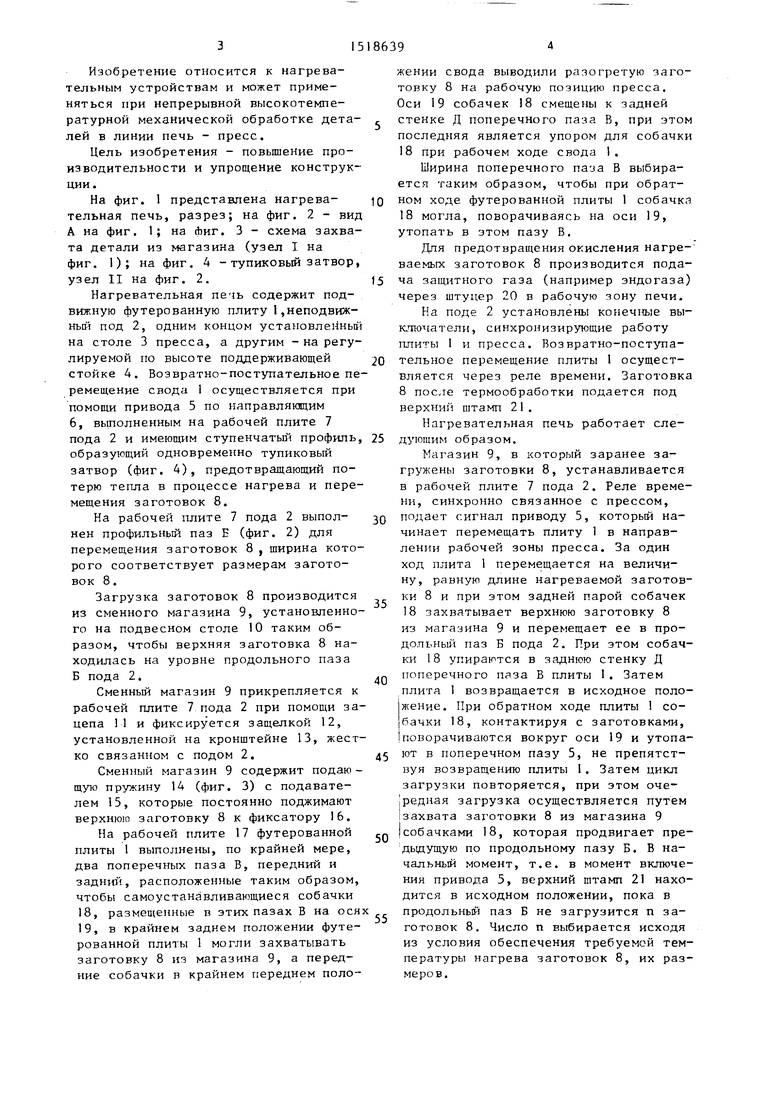

| название | год | авторы | номер документа |
|---|---|---|---|
| Электропечь | 1989 |
|
SU1693337A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Штамп для рубки листового материала | 1983 |
|
SU1181792A1 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1981 |
|
SU990380A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для удаления отштампованных деталей из рабочей зоны пресса | 1981 |
|
SU996005A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |

Изобретение относится к нагревательным устройствам. Цель изобретения - повышение производительности путем упрощение конструкции, а также снижение тепловых потерь. Печь содержит подвижную футеровочную плиту (ФП) 1, под 2. Возвратно-поступательное перемещение ФП 1 осуществляется от привода 5 по направляющим, имеющим ступенчатый профиль . На рабочей плите пода 2 выполнен профильный паз для перемещения заготовок 8. На ФП 1 по концам выполнены два поперечных паза, в которых установлены самоустанавливающиеся собачки (СС) 18. Оси СС 18 смещены к задней стенке поперечного паза, при этом она является упором для СС 18 при рабочем ходе свода. Заготовка 8 после термообработки подается на штамп 21. Использование нагревательной печи с подвижным сводом значительно упростит механизм перемещения заготовок, сократит вспомогательное время на выгрузку заготовок из печи и установку их в рабочую зону пресса, ускорит весь процесс высокотемпературной обработки, повысит ее производительность. 2 з.п.ф-лы, 4 ил.
бидА
фиг. 2
Редактор В.Ковтун
Составитель Ю,Усатый Техред Л.Сердюкова
Заказ 6593/44
Тираж 531
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
16 17
Физ.З
Фиг.Ч
Корректор Т.Палий
Подписное
| ДУГОСТАТОРНЫЙ ПРИВОД | 0 |
|
SU309219A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Нагревательная печь с шагающим подом | 1985 |
|
SU1322055A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
