логических возможностей. Через загрузочное окно на секционные вставки (СВ) 24 укладыйают лопатку (Л) 26. Открывают заслонку 5 и поднимают керамическую подставку 25 вверх. Подставка 25 подхватывает Л и перемещает ее в камеру нагрева 2. Затем СВ опускаются. Л нагревается до температуры закалки. После нагрева Л переносится с помощью СВ в камеру 9. Через спрейер 11 на Л подается охлаж
1
Изобретение относится к обработке металлов давлением, в частности к термической обработке, гибке и правк турбинных лопаток, и может быть использовано при изготовлении машиност р.оительных деталей со сложной формой поперечных различных сечений.
Целью изобретения является расширение технологических возможностей путем совмещения технологических операций закалки и правки в одном устро стве.
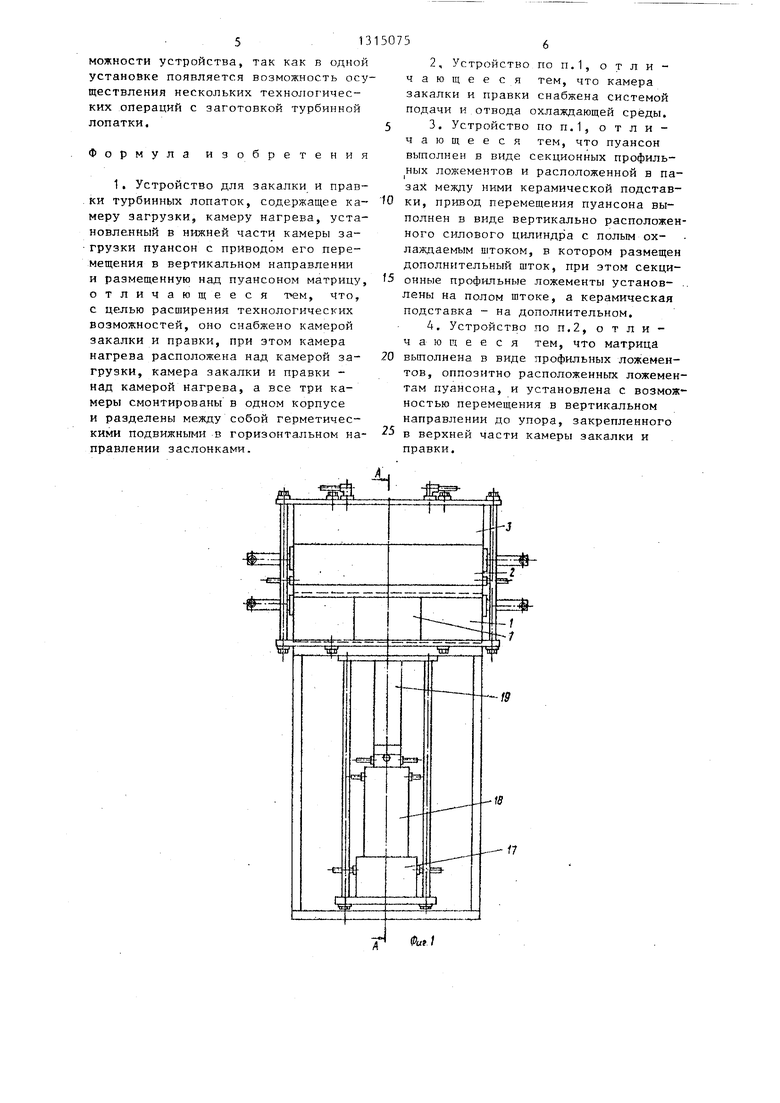
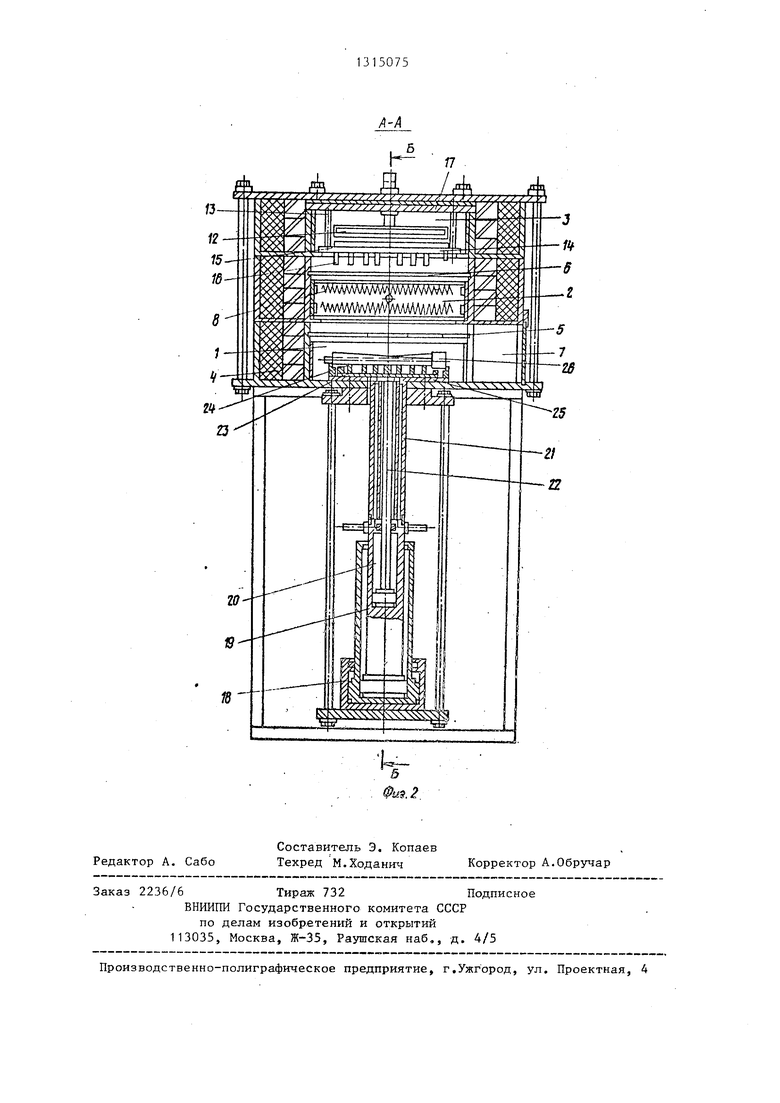
На фиг. 1 показана установка, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2.
Установка состоит из трех камер: загрузки 1, нагрева 2 и совмещенной камеры 3 закалки и правки, установ- ленных друг на друге и имеющих теплозащитную футеровку 4.
Между камерами 1-3 расположены теплозащитные заслонки 5 и 6„ В загрузочной камере 1 имеется загрузоч- ное окно 7. В камере 2 нагрева смонтированы электрические нагреватели 8 сопротивления и трубы 9 и 10 для подвода и отвода инертного газа. В совмещенной камере 3 закалки и прав- ки установлены спрейер 11 для подачи и выпускной патрубок 12 для отвода охлаждающего газа, а также вертикальные направляющие 13, по которым свободно перемещается верхняя матрица 14 с буртиками 15 и профильными секционными вставками 16, верхняя опорная поверхность которой при правке взаимодействует с упорной пхлтой 17,
даюш1Й нейтральный газ. После охлаждения Л до температуры мартенсит- ных превращений подача газа прекращается. Правка Л осуществляется между СВ 16 матрицы 14 и СВ 24 пуансона 23. Затем через спрейер 11 подается инертный газ с температурой на 80- 100 С ниже температуры маргенситного превращения, т.е. правка осуществляется в зоне сверхпластичности, 3 з.п ф-лы 5 3 ил.
5
5 .
Снизу к камере загрузки 1 по ее центру закреплена гидравлическая система, состоящая из гидроцилиндра 18, штоком которого является гидроцилиндр 19, штоком которого, в свою чередь, является гидроцилиндр 19, штоком которого, в свою очередь, является пневмоцилиндр 20. К верхнему торцу пневмоцилиндра 20 закреплен.водо- охлаждаемый наружный шток 21,внутри которого помещается внутренний шток 22 пневмоцилиндра 20. На штоке 21 закреплен нижний пуансон 23 с профильными секционными вставками 24, в пазах которых Рс1змещена керамическая подставка 25, закрепленная на штоке 22 пневмоцилиндра 19.
Установка работает следующим образом.
В исходном положении нижний пуансон 23 с профильными секционными вставками 24 и керамическая подставка 25 находится в нижнем положении В нижней части загрузочной камеры 1. При этом керамическая подставка 25 утоплена в пазах профильных секционных вставок 24 и лежит на нижнем пуансоне 23. Матрица 14 с профильными секционными вставками 16 опущена в нижнее положение по направляющим 13 и упирается буртиками 15 в дно совмещенной камеры 3 закалки и правки. Заслонки 5 и 6 закрыты и камеры 1-3 изолированы, таким образом, друг от друга. Камера 2 нагрева продута инертным газом и нагрета до температуры закалки (950-1050 С, в зависимости от марки стали лопатки 26).
Через загрузочное окно 7 на профильные секционные вставки 24 нижнего пуансона 23 укладывается лопатка 26, после чего камера снова продувается инертным газом. Зазор между лопаткой 26 и опорными поверхностями керамической подставки 25 составляет 2-3 мм,
После этого заслонка 5 открывается, подается воздух в нижнюю полость пневмоцилиндра 20, шток 22 которого вместе с керамической подставкой 25 поднимается вверх. Керамическая подставка 25 подхватывает лопатку 26 и перемещает ее в камеру 2 нагрева. Заслонка 5 закрывается и снова изолирует друг от друга камеру 1 загрузки и камеру 2 нагрева. Нижний пуансон 23 с профильными секционными вставПосле охлаждения лопатки до тем пературы мартенситных превращений Мн, т.е. закалка (инертный газ име
ками 24 остается в исходном положа- 20 температуру 320-380 в зависимости НИИ в нижней части камеры 1 загрузки.
от марки высокохромистой стали лоп ки 26), подача охлаждающего инертно го газа прекращается.
После нагрева лопатки до температуры закалки и технологической выдерки заслонки 5 и 6 открываются, в вер
нюю полость пневмоцилиндра 20 подается воздух, а в нижнюю полость гидроцилиндра 19 - масло. Шток 22 пневмоцилиндра 20 -начинает опускаться вниз а сам пневмоцилиндр 20 вместе с наруж ным водоохлаждаемым штоком 21, на котором закреплен нижний пуансон 23 с профильными секционными вставками 24. начинает подниматься вверх. Причем сечения трубопроводов подобраны так, чтобы при сложении этих движений лопатка 26 начала медленно подниматься вверх так, чтобы до касания ею профильных секционных вставок 16 верхнего пуансона 15 внутренний шток 22 пневмоцилиндра 20 опустился в нижнее положение, а профильные вставки 24 нижнего пуансона 23 подхватили лопатку 26, приподняв ее над керамической подставкой 25.
При дальнейшем подъеме нижнего пуансона 23 с л ежащей на его профильных секционных вставках 24 лопаткой 26, последняя касается верхней частью ее профиля профильных секционных вставок 16 матрицы 14, которая также .начинает подниматься вверх, скользя по направляющим 13. Это перемещение
После окончания охлаждения заслонки 5 и 6 открываются, в верхние полости гидроцилиндров 18 и 19 подается масло, шток 21 вместе со штоком 22, нижним пуансоном 23, керамической подставкой 25 и лопаткой 26 опускаются в нижнее исходное положение в камеру 1 загрузки, закрываются
продолжается до тех пор, пока входная
и выходная кромка лопатки не окажутся ;заслонки 5 и 6 и через загрузочное
.против спрейера 11 и вьшускного пат- ,окно 7 лопатка извлекается из устарубка 12 для подачи и отвода охлаж-новки. дающего инертного газа - полный ход . Использование изобретения позволяпневмоцилиндра 20,являющегося штокомет расширить технологические возO
5
гидроцилиндра 19. При этом между верхней опорной плоскостью матрицы 14 и упорной плитой 17 в верхней части совмещенной камеры 3 закалки и правки остается зазор 3-5 мм. Заслонки 5 и 6 закрываются, изолируя камеры 1-3 друг от друга. Камера 2 нагрева в это время подстуживается продувкой нейтрального газа через трубы 9 и 10.
На входную толстую кромку лопатки 26 через спрейер 11 подается охлаждающий нейтральный газ, отсасываемый череэ выпускной патрубок 12, расположенный против тонкой выходной кромки лопатки 27.
После охлаждения лопатки до температуры мартенситных превращений Мн, т.е. закалка (инертный газ имеет
0 температуру 320-380 в зависимости
20 температуру 320-380 в зависимости
-7
д подается масло
-jQ Q
от марки высокохромистой стали лопатки 26), подача охлаждающего инертного газа прекращается.
нижнюю полость гидроцилидра 18
и его шток, которым является гидроцилиндр 19 начинает подниматься, поднимая матриц5 14 и нижний 23 пуансоны вместе с лопаткой 26 до тех пор, пока верхняя опорная плоскость матрицы 14 не коснется упорной плиты 17 в верхней части совмеш;енной камеры 3 закалки и правки Усилие гидравлической системы через профильные секционные вставки 16 и 35 24 матрицы 14 и нижнего 23 пуансонов передается на соответствующие сечения лопатки 26 и осуществляется ее правка.
После этого через спрейер 11 подается охлаждающий инертный газ с температурой на 80-100 С ниже Мн, ко-jQ
гл
торый отсасывается через выпускной патрубок 12, т.е. правка, осуществ- 45 ляется в зоне сверхпластичности для высокохромистой стали.
После окончания охлаждения заслонки 5 и 6 открываются, в верхние полости гидроцилиндров 18 и 19 подается масло, шток 21 вместе со штоком 22, нижним пуансоном 23, керамической подставкой 25 и лопаткой 26 опускаются в нижнее исходное положение в камеру 1 загрузки, закрываются
51315075
можности устройства, так как в одной установке появляется возможность осуществления нескольких технологических операций с заготовкой турбинной лопатки.
5
Формула изобретения
1. Устройство для закалки и правки турбинных лопаток, содержащее камеру загрузки, камеру нагрева, установленный в нижней части камеры загрузки пуансон с приводом его перемещения в вертикальном направлении и размещенную над пуансоном матрицу, отличающееся , что, с целью расширения технологических возможностей, оно снабжено камерой закалки и правки, при этом камера нагрева расположена над камерой загрузки, камера закалки и правки - над камерой нагрева, а все три камеры смонтированы в одном корпусе и разделены между собой герметическими подвижными в горизонтальном направлении заслонками.
2, Устройство по п,1, о т л и - ч ающе е ся тем, что камера закалки и правки снабжена системой подачи и отвода охлазкдающей среды.
3, Устройство ПОП.1, отличающееся тем, что пуансон выполнен в виде секционных профильных ложементов и расположенной в пазах между ними керамической подставки, привод перемещения пуансона выполнен в виде вертикально расположенного силового цилиндра с полым охлаждаемым штоком, в котором размещен дополнительный шток, при этом секционные профильные ложементы установ- . лены на полом штоке, а керамическая подставка - на дополнительном,
4. Устройство поп,2, отличающееся тем, что матрица
выполнена в виде профильных ложементов, оппозитно расположенных ложементам пуансона, и установлена с возможностью перемещения в вертикальном направлении до упора, закрепленного
в верхней части камеры закалки и правки.
17
h Я
..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Установка для горячего прессования | 1983 |
|
SU1199450A1 |
| Способ правки деталей типа турбинных лопаток и устройство для его осуществления | 1975 |
|
SU624683A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ДЕТАЛИ | 2013 |
|
RU2542215C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ НИППЕЛЕЙ АНОДОДЕРЖАТЕЛЯ | 2022 |
|
RU2775483C1 |
| Способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками | 2015 |
|
RU2618288C2 |
| Станок для закалки | 1991 |
|
SU1806208A3 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
Изобретение относится к обработке металлов давлением, в частно.сти к термической обработке, гибке и прав-- ке турбинных лопаток и .может быть использовано при изготовлении различных машиностроительных деталей со сложной формой поперечных сечений. Цель изобретения - расширение техноБ Б iS (Л с Фие.З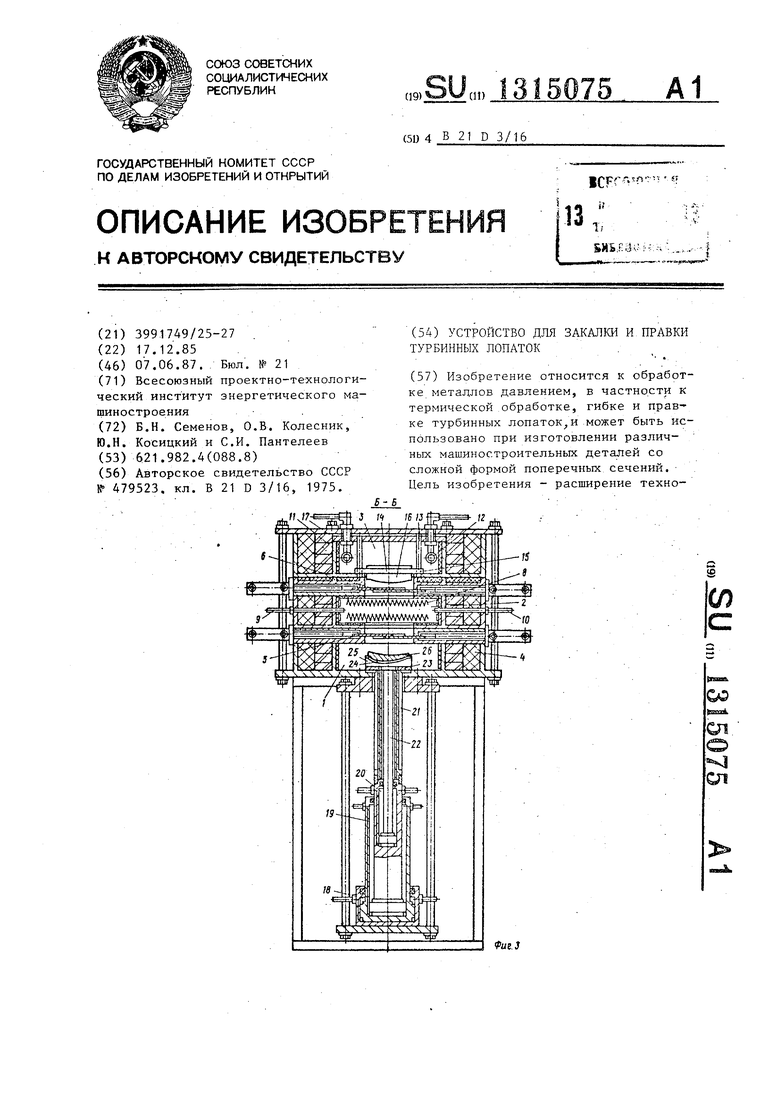
Редактор A. Сабо
Составитель Э. Копаев Техред М.Ходанич
Заказ 2236/6Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор А.Обручар
| Устройство для правки штамповочных заготовок | 1973 |
|
SU479523A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
