Пресс-форма работает следующим образом.
После заливки материала в пресс-форму, необходимой выдерж ки ее под охлаждением пресс-форму раскрывают, при этом возможны две различные последовательности раскрытия: 1) раскрывается I разъем, затем И; 2) раскрывается II разъем, затем I.
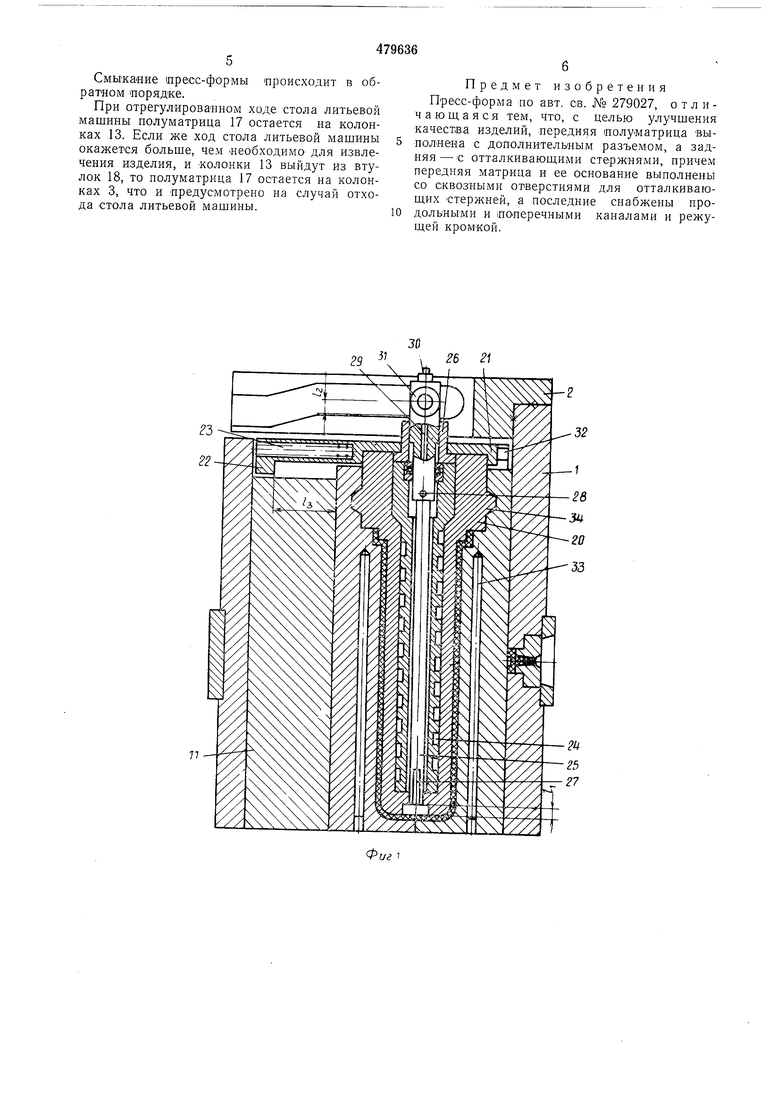
При первой последовательности -раскрытия происходит следующее. Подвижная часть, включающая основание 9, брус 11, полуматрипу 12, отходит вместе с подвижным столом литьевой маплины. При этом направляющие колонки 13, выходя из направляющих-втулок 7, удерживают на себе полуматрицу 17 на направляющих втулках 18. Пуансоп 20 вместе с ПЛИТОЙ 21 и направляющими 32 также отходит -вместе с полуматрицами 12 и 17. Ролик 3il при этом катится по прямолинейному участку лекала 2.
Колопки 3, имея зазор по втулкам il9, не препятствуют перемещению полу матрицы 17.
Раскрытие в разъеме I происходит на величину /4, при этом литник выдергивается из литниковой втулки 5 и каналов 8 и остается на гладкой поверхности полуматрицы 17 в разъеме I.
Полуматрица 17, дойдя до упоров 4 колонок 3, останавливается и начинает сползать с направляющих колонок 13, при этом начинается раскрытие во II разъеме.
Плита 21, отжимаемая пружиной 23, начинает перемещаться по направляющим 32, прижимая пуансон 20 к полуматрнце 17. Начинается извлечение изделия из полуматрицы 12. Плита 21 перемещается относительно полуматрицы 12 до упора 22 на величину /з, дотаточную для извлечения изделия из полуматрицы.
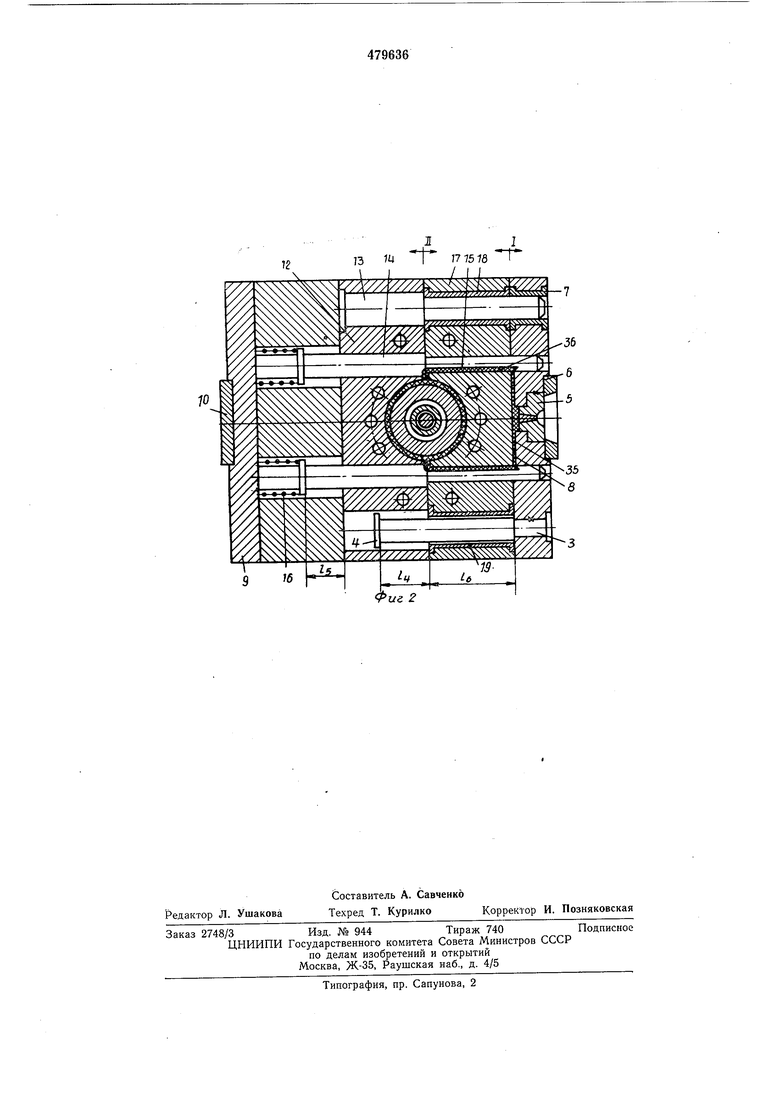
Одновременно с плитой 21 и пуансопом 20 отталкивающие стержни 14, отжимаемые пружинами 16, перемещаются на величину пуансон 20 с находящимся на нем изделием, стержни 14 с литниками 35 и 36 неподвижны относительно остаповивщейся полуматрицы 17 в течение хода Полуматрица 17, сойдя с направляющих колонок 13, остается на колонках 3.
При дальнейщем разъеме, после того, как выбран ход , вместе с подвижной частью начинает отходить и плита 21 с пуансоном 20 и стержни 14. Начинается перемещение пуансона 20 и стержня 14 относительно полуматрицы 17. Ролик 31 продолжает еще катиться по прямолинейному участку лекала 2. Изделие извлекается из полуматрицы 17, а стержни 14 отрезают литники 36 от литников 35. Литники 35, до обрезки находившиеся «а гладкой поверхности полуматрицы 17, падают.
После того, как пуансон 20 и стержни 14 переместятся относительно полуматрицы 17 на величину /е, ролик 31 набегает на криволинейный участок лекала 2, происходит отрыв и сталкивание изделия с пуансона 20 золотником-выталкивателем 25 на величину /2После перемещения золотника-выталкивателя 25 на величину изделие начинает сниматься сжатым воздухом, поступающим по продольному пазу 27, каналам 28, 29 и щтуцеру 30.
При второй последовательности паскрытия пресс-формы происходит следующее.
Подвижная часть, включающая основание 9, брус 11, полуматрицу 12, колонки 13, отходит вместе с подвижным столом литьевой мащины.
Полуматрица 17, отжимаемая пружинами
16и 23 через стержни 14, а также через плиту 21 и пуансон 20, остается на месте.
Колонки 13 перемещаются относительно втулок 7 и 18. Происходит раскрытие пресс-формы в разъеме II на величину Изделие при этом извлекается из полуматрицы 12. Стержни 14 и пуансон 20 в это -время не перемещаются -относительно полуматрицы 17 и основания 1, изделие и все литники остаются неподвижными.
После того, как пуансон 20 отойдет от полуматрицы 12 на величину , а стержни
14 и плита 21 своими упора-ми подойдут до полуматрицы 12, начинает раскрываться пресс-форма по разъему I, так как колонки 13 и стержни 14 удерживают иа себе полуматрицу 17. Колонки 3, имеющие гарантированный
зазор относительно втулок 19, не препятствуют перемещению полуматрицы 17.
Подвижная часть, включающая основание 9, брус М, полуматрицу 12, колонки 13, теперь со стержнями 14, полуматрицей 17
и плитой 21, с находящим-ся на ней пуансоном 20, продолжает отходить. В это время происходит выдергивание литника из литниковой втулки 5 и каналов 8. Раскрытие в разъеме I происходит на величину Ц до подхода полуматрицы 17 -к упорам 4 колонок 3.
Полуматрица 17, дойдя до упоров 4, останавливается, а подвижная часть, включающая основание 9, брус 11, полуматрицу 12, колонки .13, теперь уже со стерл нями 14, плитой 21 и пуансоном 20, продолжает отходить.
Так как полу-матрица 17 остановлена упорами 4, пуансон 20 и стержни 14 начинают перемещаться относительно полуматрицы 17;
происходит извлечение изделия из полуматрицы 17 и обрезка литников 35 стержнями 14. Изделие пока остается на пуансоне 20, а литники 36 н стержнях 14. Литники 35, оставщиеся после обрезки стержнями 14 на гладкой поверхности полуматрицы 17, падают.
После отхода пуансона 20 от полуматрицы
17на величину /е ролик 31 набегает на криволинейный участок лекала 2. Выталкивательзолотник 25 получает перемещение относительно пуансопа 20. Происходит отрыв изделия от пуансона и подача сжатого воздуха в образовавщуюся полость -между дном изделия и пуансоном 20, так как Изделие вместе с литниками 36 под воздействием сжатого воздуха падает.
Смы-кание лресс-формы происходит в обратном порядке.
При отрегулированном ходе стола литьевой машины полуматрица 17 остается на колонках 13. Если же ход стола литьевой машины окажется больше, чем «еобходимо для извлечения изделия, и -колонки 13 выйдут из втулок 18, то полуматрица 17 остается на колонках 3, что и -предусмотрено на случай отхода стола литьевой машины.
Предмет изобретения Пресс-форма цо авт. св. № 279027, о т л и чаюшаяся тем, что, с целью улучшения качества изделий, нередняя шолуматрица вынолнена с дополнительным разъемом, а задняя - с отталкивающими стержнями, причем передняя матрица и ее основание выполнены со сквозными отверстиями для отталкиваюших стерл ней, а последние снабжены продольными и поперечными каналами и режущей кромкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1423411A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕПИЯ ПОЛЫХ ИЗДЕЛИЙ | 1970 |
|
SU279027A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
32
10
Фиг. 2
