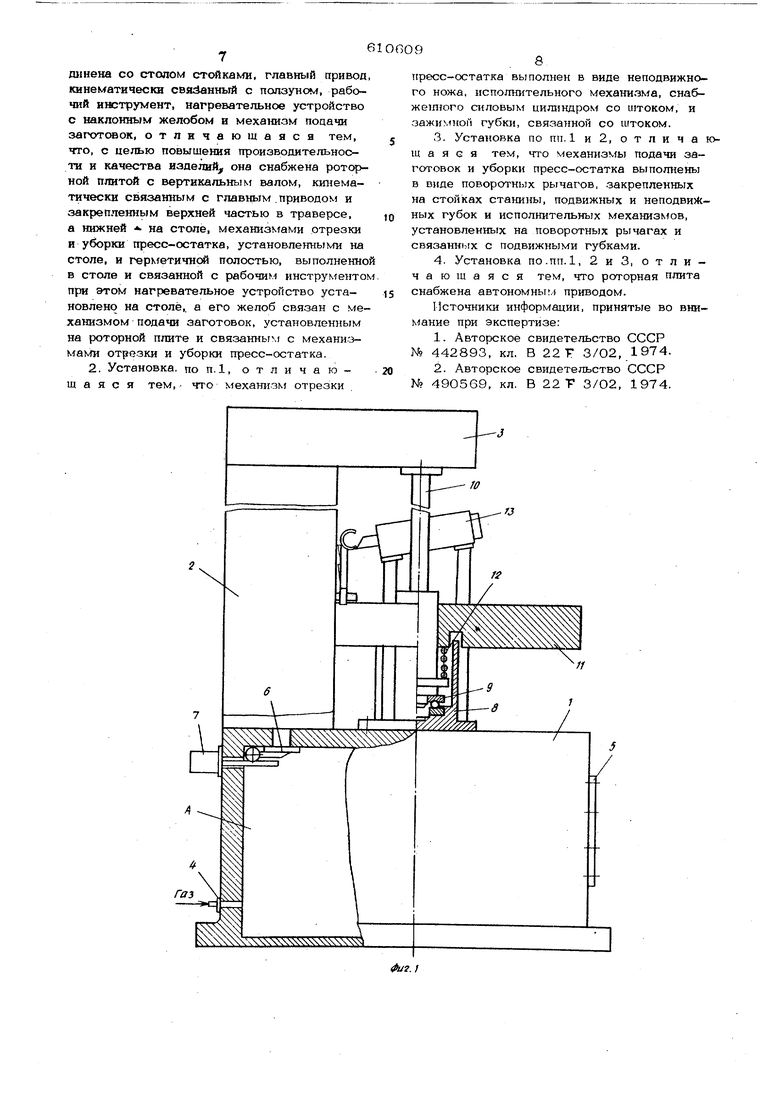
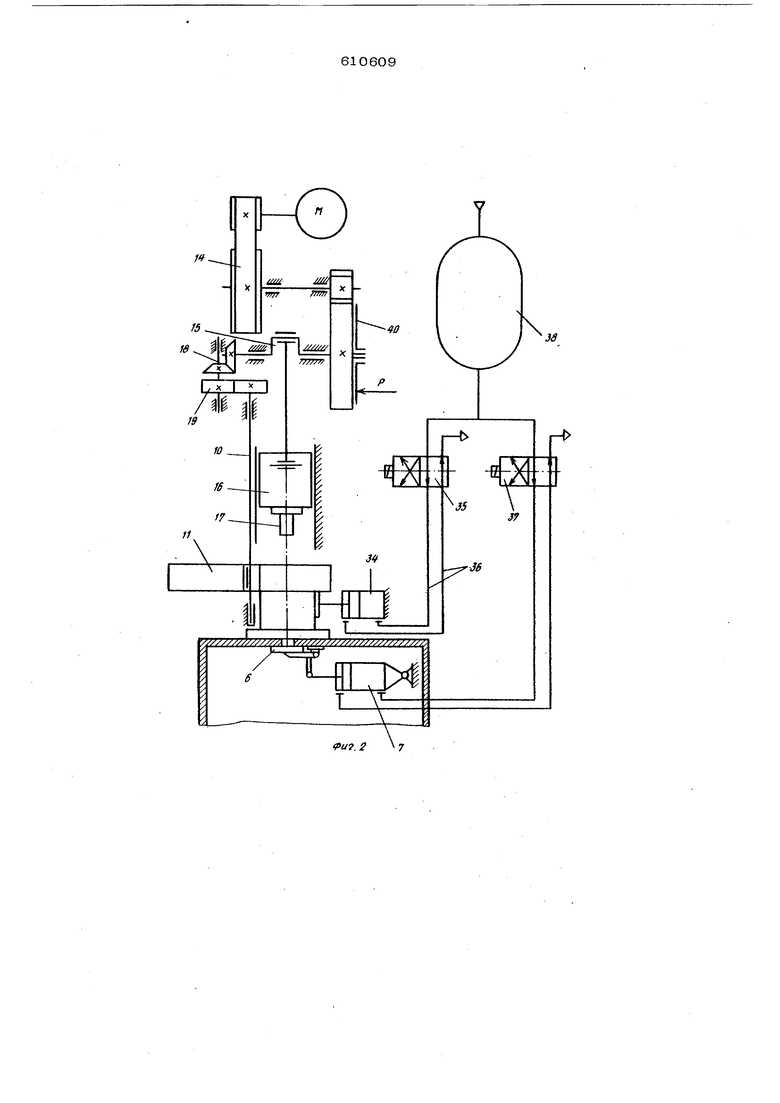
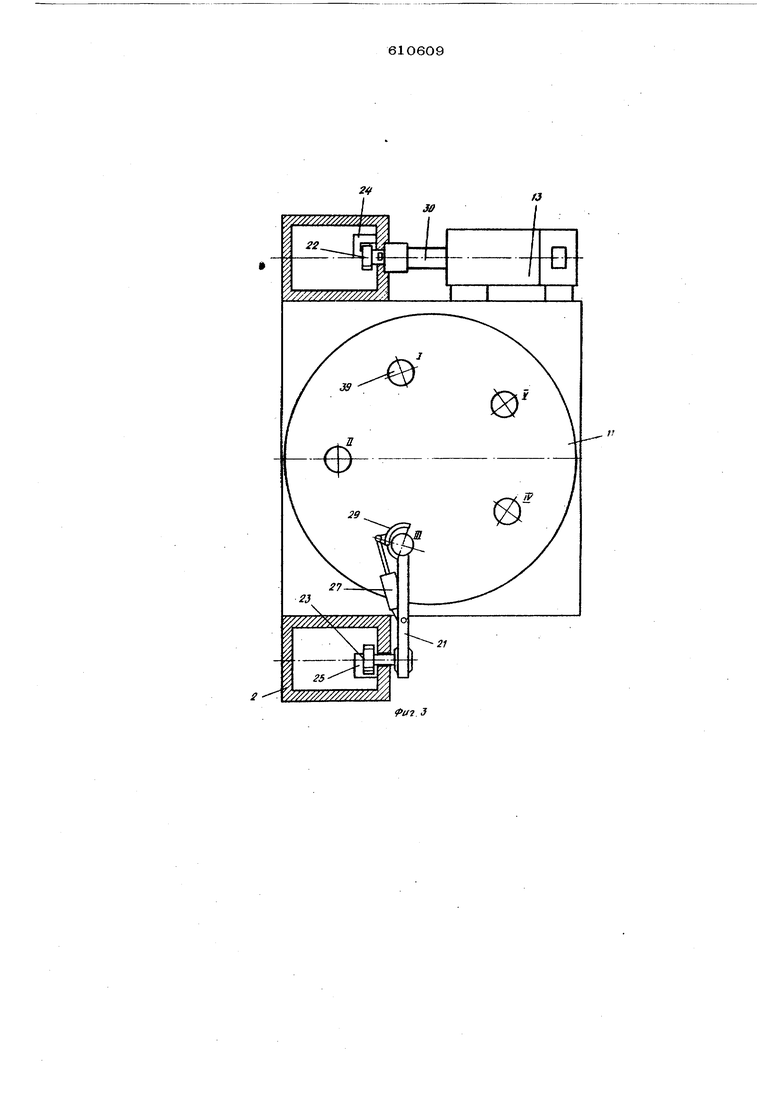
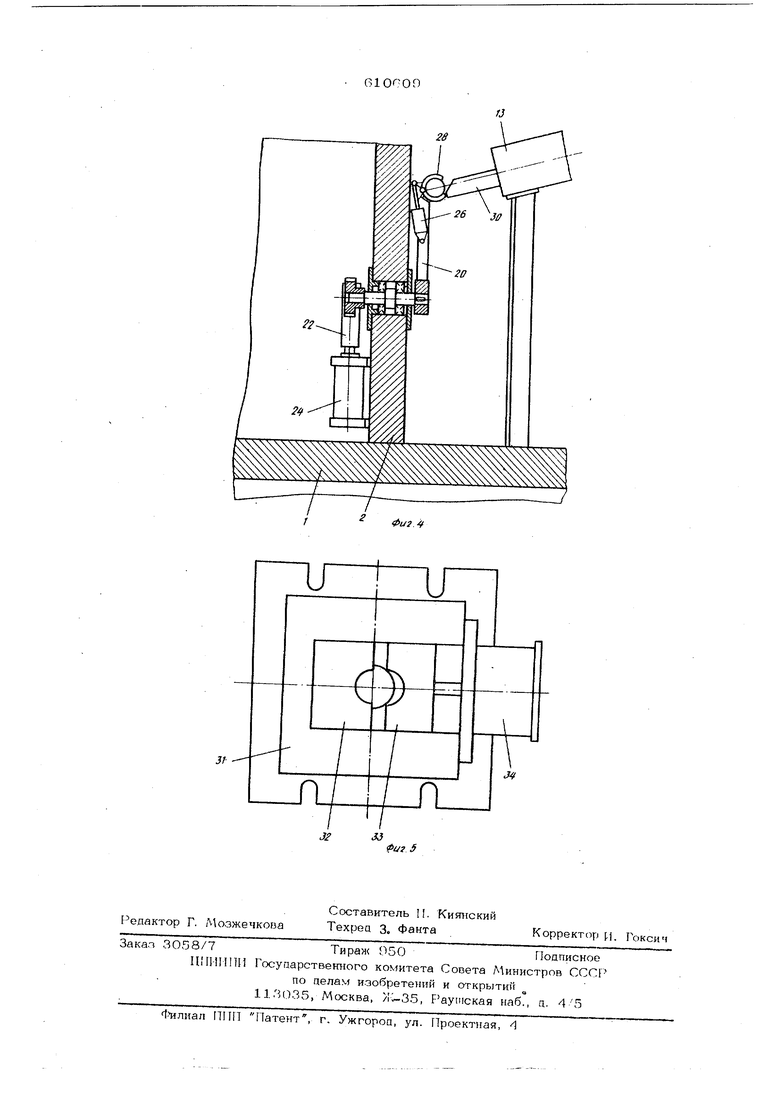
зажимной губки, связанной со штоком. Механизмы поцачи заготовок и уборки прессостатка виполнеш в вице поворотных рычагов, закреплегтых на стойках станины, подвижных и непоавижных губок и исполнительных N)exaHH.-3MOB. установленных на поворртнь/х рычагах и связантых с подвижными губками. Роторная плита снабжена авто номным привоцом. Ма фиг. 1 показан преапочтите.г1ьнын ва риант выполнения предложенной установки, общий вид; на фиг. 2 - кинематическая схема установки; на фиг. 3 - установка, вид сверху; на фкг. 4 - механизм подачи заготовок;, на 5 - механизм отрезки пресс-остатка. .Установка включает ста1шну со столом 1, жестко соединенным через боковые сто ки 2 с верхней траверсой 3. Стол имеет герметичную полость А с патрубком 4 для подвода защитной газовой среды или соеди нения с источником вакуума (в зависимости от требования технологии) и крышку 5 для выгрузки готовых изделий. В верхней части стола выполнено отверстие, с крышкой 6, снабженной исполгагтельным механиз мом 7. На консольной части стола закреплен корпус 8 упорного подшипника 9, в которо установлен нижнийконец вертикального вала 10;верхний конец вала установлен в под игипнике (на фигурах не показан), разметенном в траверсе 3. Установка имеет роторную п.титу 11, со пряженную с вертикальным валом 10с помощью (члицевого соединения. Роторная плита установлена на пружину 12, которая опирается на бурт (на чертеже не обозначе нижнего конца вертикального вала 10. Меж ду плитсй 11 и пружиной 12 установлен опорньгй подшипник (на фигурах не показан. . На столе 1 установлено нагревательное устрся1ство 13, В верхней траверсе 3 смон тирован главный привод 14, кинематически свя.занный через главный исполнительный меха1шзм 15с ползуном 16. На ползуне .закреплен верхний инструмент 17. Роторная плита 11 через систему перецач (коническую зубчатую 18 и звездчатый механизм 19) кинематически связана с главным приводом 14. Установка имеет механи.зм 20 подачи .заготовок и механизм 21 уборки пресс-остатка., Привод механи.змов 20 и 21 может осу 11ествляться с помощью любых известных псфедач, например шестернереечных 22 и 23, и исполнительных механи.змов, наприме силовых цилиндров 24 к 5. Механизмы 20 и 21 имеют поворотные рычаги (на фигурах не обозначены), смонтированные в стойках 2 и кинематически связанные с приводами 22 и 23. На поворотных рычагах установлены исполнительные механизмы (силовые цил 1ндры) 26 и 27, например пневматические, штоки которых соединены с подвижными губками 28 и 29, установленными также на поворотных рычагах. механизмом 20 подачи .заготовок и нагревательным устройством 13 установлен наклонный желоб 30. . Установка содержит механизм (см,фиг. 5) отрезки пресс-остатка, состоящий из зак- репленного.на столе 1корпуса 31, в котором установлены непоцвижная губка 32 и зажимная губка 33, жестко связанная со штоком силового цилиндра 34. Силовый цили1щр 34 связан с пневмозолотником 35 трубопроводами .36. Механи.зм 7 открывания крышки 6 соединен с пневмо.золотником 37 трубопроводами (на фигурах не обо.значены). Пневмозолотники 35 и 37 соединены трубопроводом (на фигурах не обозначен) с рессивером 38. Ма роторной плите 11 установлено несколько нижних частей 39 рабочего инструмента (их ко.г1ичество соответствует количеству рабочих ПО.ЗИЦИЙ роторной плиты). Установка HNfeeT муфту ,40 включения и выталкиватель (на фигурах не пока.зан), который закреплен на столе 1. Электромеханическая схема установки включает конечные выключатели ВК1-ВК9 (на фигурах не показаны). Предлагаемая установка может быть выполнена с зааштным колпаком (на чертеже не показан), герметично .закрепленным на столе и свя.занным с источником подачи .запштной среды или источников вакуума (на фигурах не пока.заны). Роторная плита предложенной установки может иметь несколько, например пять, фиксированных положений (. Л1Г. 3): I- загрузки заготовки в нижнюю часть рабочего инструмента; II- формования (прессования) и.зделия и отрезки пресс-остатка; III- удаления пресс-остатка; IV- осмотра нижней части инструмента и смены его в случае необходимости;V - смазки нижнего инструмента. Предложенная установкаработает следугопшм образоь.}. В исходном положении пол.зун 16 (см. фиг. 2) находится в верхнем крайнем положe}Dfи. Роторная плита 11 неподвижна и находится в крайнем верхнем положедаи, поджата пружиной 12 (см. фиг. 1). Зажиктая губка 33 (см. фиг. 5) механизма отрезки пресх:-остатка находится в крайнем правом попоженигн. КрьПика G закрывает т-верстие верхней части стола. Поворотный рычаг (см. фиг. 4) механизма 20 пйдаш заготовок в нижний рабочий инструмент находится в крайнем верхнем положении, при этом его неподвижна1я губка касается наклонного жело ба 30 наг ревательного устройства, подвижные губки 28и 29 разжаты. Заготовка находит ся Б нагревательном устройстве 13. В герметичной полости А создана требуемая технологией заиштная среда. Выталкиватель находится в крайнем нижнем положении. Рабочий цикл начинается с открытия: заслонки (на фигурах не показана) нагревательного устройптъа и выталкивания нагретой заготовки, которая по наклонному желобу ГО скатывается на непод вижную губку поворотного рычага меха П13ма 2О подачи заготовки в нижний рабочий инструмент. При этом фотореле (на фигурах не показано) дает команду на возврат толкателя нагревательного устройства в исходное положение, закрытие заслонки наг ревательного устройства и зажатие подвижной губки 28 (см. фиг. 4). Подвижная губка 28 нажимает на конеч ный выключатель ВК1, командой которого второй эпектропневмозолотник соединяет силовой цилиндр 24 с источником сжатого воздуха, в результате чего этот силовой цилиндр с помощью передачи 22 шестерня рейка поворачивает рычаг в сторону ротор ной плиты, при этом нагретая заготовка подается в нижний рабочий инструмент. Ры чаг нажимает на конечный выключатель ВК2, который дает команду на разжатие подвижней губки 28, осуществляемое перемещением первого электропне вмозолотника, соединяющего вторую полость силового цилиндра 6 с источником сжатого воздуха. В результате разжатия губки 28, заготовка падает в нижний рабочий инструмент и срабатывает конечный выключатель ВКЗ, который дает команду на перемещение второго электропневматического золотника, пр этом соединяется вторая полость силового цилиндра 24 с источником сжатого возду ха, что ведет к возвращению поворотного рычаг в исходное положение. При этом срабатывает конечный выключатель ВК4; который дает кома1щу на включение муфты 40 (см. фиг. 2) и перемещение электропневматического золотника 37. В результате вклю4emi3 му4)ты роторная плита поворачивает ся в положение Ц и одновременно ползун перемешается вниз. При этом роторная плита должна занять положение П раньше. чем верхний инструмент коснется нижнего инструмента. Золотник 37 соединяет источник сжатого воздуха с исполнительным механизмом 7. который перемещением крышки 6 открывает верхнее отверстие стола. При этом отверстие стола должно открыться раньше, чем начнется процесс прессования. В крайнем нижнем положении ползуна срабатывает конечный выключатель ВК5, который дает команду на зажик заготовки подвижной губкой 33 и неподвижной 32, осуществляющийся перемещением золотника 35, соединяющего источник сжатого воздуха с силовым цилиндром 34. Отрезка пресс-остатка осуществляется при повороте роторной плиты в положение 1П, после чего готовое изделие подают в полость А. В положении III роторной плиты срабаты вает конечный выключатель BKG, дающий команду на разжатие губок 32 и 33, выталкивание пресс-остатка из нижнего инструмента и поворот механизма 21 уборки пресс-оствтка в сторону роторной плиты. После поворота механизма 21 в сторону роторной плиты срабатывает конечный выклк чатель ВК7, который дает команду на зажим подвижной губки 29 (см. фиг. З), после этого командой конечного выключателя ВК8 выталкиватель возвращается в исходное положение, а механизм 21 поворачивается в сторону тары для приема пресс-остатка, .вызывая срабатывание конечного выключателя ВК9, подающего команду на разжатие подвижной губки 29 (пресс-остаток падает в приемную тару). Затем роторная плита поворачивается последовательно в TY, а затем в Y положение. цикл завершен. Установка готова к совершению следующего рабочего цикла. При работе установки в автоматическом режиме конечный выключатель ВК9 дает команду на проталкивание заготовки в нагревательном устройстве. Установка предполагает применение регулируемого силового привода. Использование предлагаемой установки в производстве изделий из металлических пороилков позволяет значительно снизить стоимость их изготовления, существенно повысить качество изготавливаемых изделий и производительность процесса, автоматизировать технологический процесс и существенно расигирить технологические вазможности оборудования. Формула изобретения 1.. Установка для прессования изделий на металлических порошков, включаюгшя стол, станину, верхняя траверса которой сое-
шшена со столом стойками, главный привод кинематически связанный с ползуном, рабочий инструмент, нагревательное устройство с наклонным желобом и механизм поцачи заготовок, отличающаяся тем, что, с целью повышения производительности и качества изделий, она снабжена роторной плитой с вертикальныNf валом, кинематически связанным с главным . приводом и закрепленным верхней частью в траверсе, а нижней на столе, механизмами отрезки и уборки пресс-остатка, установленными на столе, и герк етичнсй полостью, выполненно в столе и связанной с рабочим инструменто при этом нагревательное устройство установлено на столе,, а его желоб связан с механизмом подачи заготовок, установленным на роторной плите и связанным с механизмами отрезки и уборки пресс-остатка.
2. Установка, поп.1, отличающ а я с я тем,- что механизм отрезки .
пресс-остатка выполнен в виде неподвижного ножа, исполнительного механизма, снабжеш}ого силовым цилиндром со штоком, и зажимной губки, связанной со штоком.
3.Установка по пп. 1 и 2, отличащая с я тем, что механизмы подачи заготовок и уборки пресс-остатка выполнены
в виде поворотных рычагов, .закрепленных на стойках станины, подвижных и неподвижных губок и исполнительных механизк ов, установленных на поворотных рычагах и связанных с подвижными губками.
4.Установка по.пп. 1, 2иЗ, отличающаяся тем, что роторная плита снабжена автономны(. приводом.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР NO 442893, кл. В 22F 3/О2, 1974.
2.Авторское свидетельство СССР № 490569, кл. В 22 Т 3/О2, 1974.
П
п.
чггтff
15 .
Ч
38
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс | 1975 |
|
SU541680A1 |
| Устройство для изготовления полых изделий | 1975 |
|
SU541554A1 |
| Установка для прессования изделий из порошков | 1975 |
|
SU518272A1 |
| Гидравлический пресс | 1973 |
|
SU513882A1 |
| Механический пресс с нижним приводом | 1974 |
|
SU502766A2 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Механический пресс с нижним приводом | 1975 |
|
SU551195A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для обработки штучных заготовок | 1990 |
|
SU1814951A1 |
. 2
и
фиг.
