Уже известно изготовление железных ребристых труб путем насадки на гладкую трубу штамнованных дисков из листового железа. Укрепление дисков обычно производится развальцовыванием или приваркой их к основной трубе.
По настоящему изобретению, в целях равномерного распределения по трубе дисков, носледние снабжаются выступами и свободно насаживаются НУ трубу, приварке же подлежат только концевые ребра-диски.
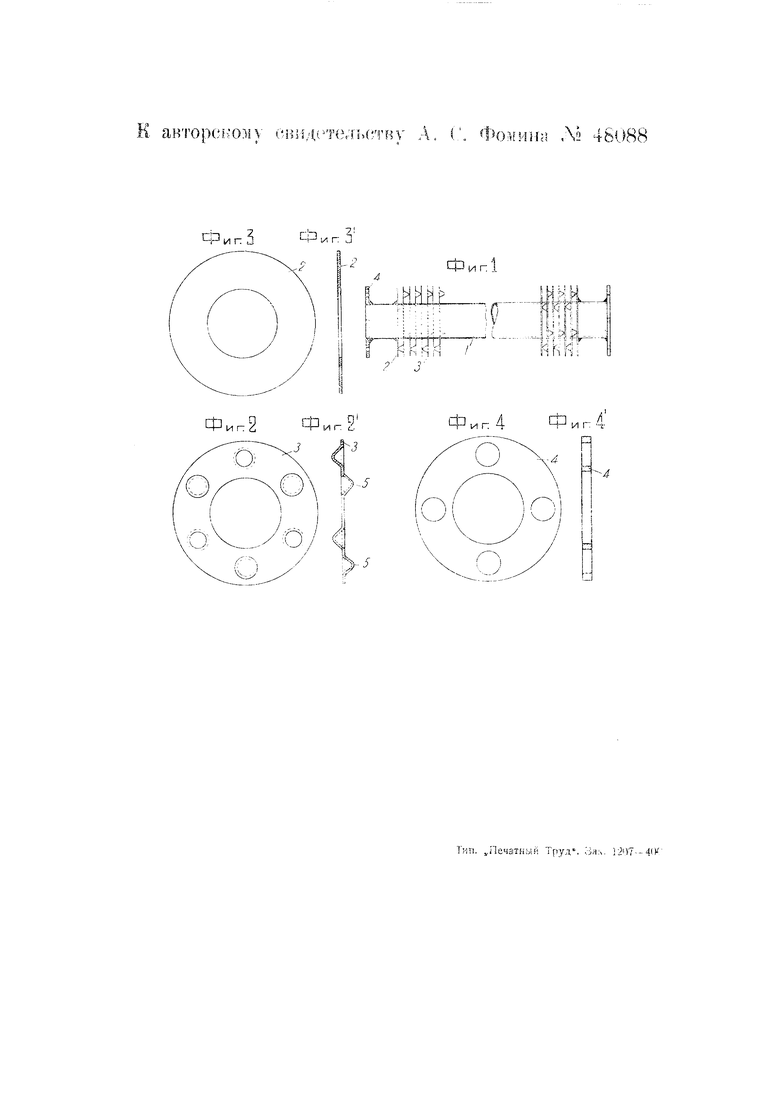
На чертеже фиг. 1 изображает трубу с насаженными ребрами; фиг. 2 п 2- бокоиой вид и разрез диска-ребра; фиг. 3, 3 и 4, 4-концевые ребра и фланцы трубы.
Изготовление лселезных разборных ребристых труб, согласно изобретению, 1роизводится следующим образом. Из обрезков листового железа толщиной от 1 до 3 мл1 (в зависимости от диаметра изготовляемых труб) при noMonin штемпеля и матрицы соответствующих размеров выдавливаются диски. В полученных таким путем дисках тоже при помощи штемпеля и матрицы соответствующих размеров выдавливаются отверстия на 0,2 до 0,4 мм больше наружного диаметра труб, на которые должны быть насажены полученные гаким образом дискн-ребра 2 (фиг. 3).
Из BceiO количества полученных дисков (ребер) часть остается без дальнейшей обработки, а на необходимом количестве дисков (ребер) при помощ) специальных матриц офор: 1ляются двусторонние выступы 5 (фиг. 2).
На разрезанные предварительно трубы соответствующей длины и диаметра насаживается о.чин диск (ребро) 2 и в соответствующе.) месте припаиг ается или нриваривпется к трубе.
После прпварки диска 2 на трубу пабпраются в нхжном количестве ребра 3, располагающиеся на трубе в расстояниях высоты выступов .5, 1-1 приваривается концевое ребро 2.
В случае присоединения труб при помопп фланцев на концах трубы привариваются или припаиваются фланцы и на этой последней операции заканчивается изготовление железных ребристых труб.
Предмет и з о б р е т е н lu;.
Способ изготовления ребрист1,1х труб посредство.м укрепления на гладкой трубе дисков из листового железа с применением для укрепления крайних дисков электросварки, отличаюшлйся тем, что, в целях равномерного распределения дисков 5 по длине трубы, таковые снабжены выступами .5-5. удерживающими пх от продольного перемещения по .
Фиг1
U U U
й.„..1ДЩ14:
J и и п
-rnijq -
.-: f М Г-1
ф,2 Ф,,2 j
Фиг 4
Фиг:4
--4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экструдирования биметаллических изделий | 1977 |
|
SU737053A1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ изготовления коллекторного сегментного кольца | 1983 |
|
SU1371512A3 |
| Устройство для изменения тепловой нагрузки поверхности нагрева котлов, перегревателей, экономайзеров и т.п. | 1929 |
|
SU17234A1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| Ребристый экономайзер, состоящий из горизонтально уложенных труб, соединенных последовательно помощью внешних колен | 1928 |
|
SU15388A1 |
| Перекрытие из настилов | 1957 |
|
SU113599A1 |
| ОРЕБРЕННАЯ ЛИСТОВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2279619C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| УСТРОЙСТВО ДЛЯ СТОПОРЕНИЯ ПОВОРОТНОЙ ОСИ ЛИТЕРНОГО АГРЕГАТА | 2006 |
|
RU2379190C2 |