ное в направлении сварки; Устройство под« держивается колесами 16.
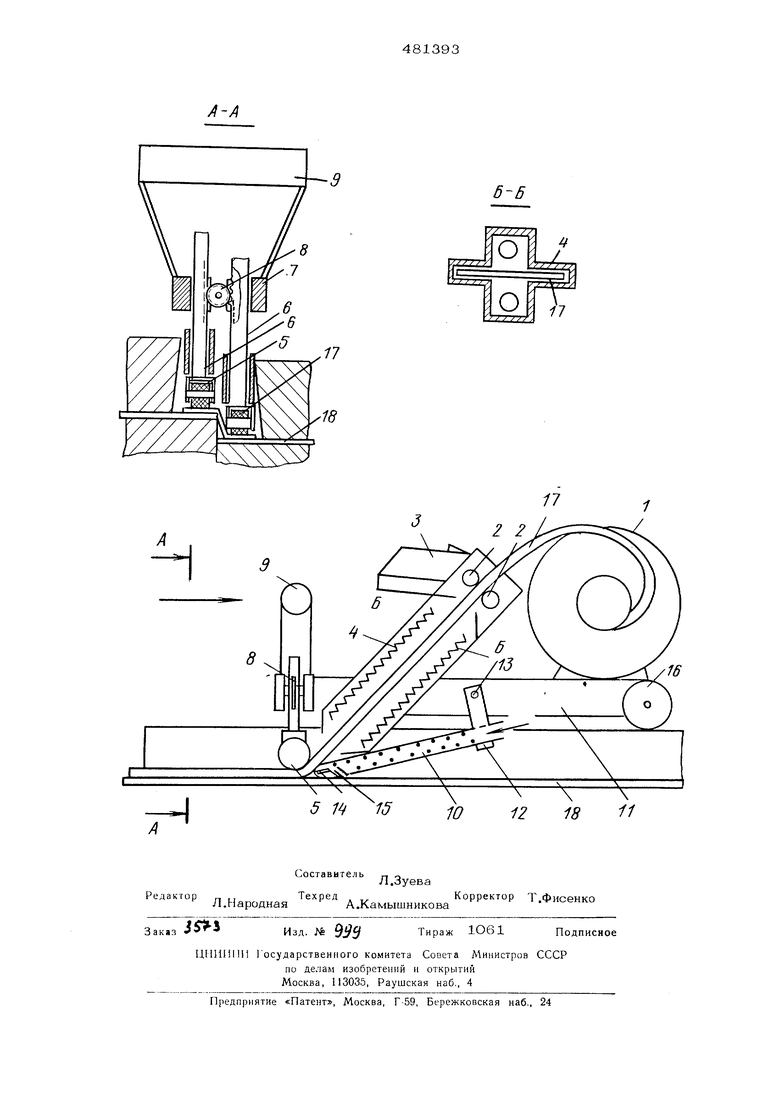
Сварка с помощью устройства лроизводится следующим образом. Термонпастич-ная лента 17 разматывается с кассетами 1, протягивается вед тдими роликами 2 через нагреватель 4 и подается под прикй тьшающие ролики 5. В нагревателе средняя зона ленты доводится до высокоэластичного состояния, так как ее кромки остаются в эластичном состоянии. Это позволяет легко деформировать ленту в зоне прикрытия смещеннь1х кромок свариваемых эле- ментов при сохранении возможности транспортирования сварочного устройства вдоль шва. При изменяющейся величине попоречного смешения свариваемых элементов устройство обеспечивает всегда равное давление на оба прокатьшающих ролика,,
Газ, под давлением подается в подпружиненные горелки 10, где он нагревается и выходит через сопла 14 и 15, Нагретый газ, вьькодящий через дополнительиые сопла 15, осушает (при наличии влаги в зоне сварки) свариваемые поверхности термопласта 18 и подогревает их. Газ, выходящий из сопла 14, расплавляет термопласт в зоне сварки. Пост ттателыюе движение устройства ocyuieci-EijisieTCSJ
Г
i ха1шчес.кой подачей ленты под О{шки 5,
Предлаг ек.1ое устройство позволяет сваривать элементы термопластов, имеющих поперечное с;мещение5 а также увлажненных.
G Д М в т
3 О О р е
е н и я
Устройство для сварки деталей с fipeвьпиепием соединяемых кромок содержащее смоптированнзле на Kopiiyce два рабочих нагревательных инструмента и две параллелькь:ас штанги с рейками, взаимодействNTomH MIS с расположенной между ними шестерней; о т л и чающееся тем, что. с целью обеспечения соединения м-ермолластичпых материалов с помощью термогшастичной ленты и прикаточных роликов, рабочие нагревательные инструменты шарнярпо прикреплены к кррпусу. прикаточные ро;1ики -- к концам штанг, а механизм термопластичной ленты расположе между каждым прикаточным роликом и рабочим нагревательпьш ннструмснток:, ппичем каждый прикаточпый золик н рабочий нагревател.иый инструмент расноложепы попарно н г:лнои вертикаллюй плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| Устройство для сварки полимерных материалов газообразным теплоносителем | 1985 |
|
SU1255452A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Устройство для сварки термопластов газом-теплоносителем | 1986 |
|
SU1390061A1 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ КОНТАКТНЫМНАГРЕВОМ | 1969 |
|
SU235965A1 |
| Нагреватель для стыковой контактной сварки труб из термопластов | 1978 |
|
SU753663A1 |
| Устройство для сварки пленочных термопластов нагретыми газами | 1959 |
|
SU132396A1 |
| СВАРКИ ТЕРМОПЛАСТОВ ГАЗОМ- ТЕПЛОНОСИТЕЛЕМ | 1970 |
|
SU265422A1 |
| Устройство для сварки термопластов | 1986 |
|
SU1388313A1 |