Изобретение относится к сварке пласт ;асс, а именно к устройствам для сварки термопластов газообразным теплоносителем с использованием присадочного прутка и может найти применение в строительстве, химическом мантностроении и т. д.
Известрю устройство для сварки встык термопластичных листовых материалов, содержащее корпус с нагревателем, насадку для подачи газа в зону сварки, прижимной ролик и груз, создающий давление на ролик в процессе сварки 1.
Недостатки устройства заключаются в его высокой материалоемкости и неэффективной нрикатке прутка прижимным роликом в процессе сварки.
Наибо;1ее близким по технической сущности и достигаемому результату к предлагаемому является устройство для сварки термопластов газообразным теплоносителем, содержапдее корпус с расположенным в нем нагревательным элементом, смонтированные на корпусе рукоятку, воздуходувку и насадку, связанную с камерой предварительного нагрева свариваемых кромок, направляющую для присадочного прутка и прикаточный ролик, смонтированный на опорной вилке насадки 2.
Недостаток известного устройства заключается в том, что горячий газообразный теплоноситель после прохождения камеры предварительного подогрева свариваемых кромок выбрасывается из устройства в окружающую среду. Кроме того, устройство не обеспечивает качественной нрикатки присадочного прутка, так как элемент устройства с наибольшей массой (воздуходувка) находится в средней его части, из-за чего давление на прикаточный ролик ослаблено и для улучшения прикатки прутка механические колебания воздуходувки (вибрация) не используются.
Цель изобретения -- повышение качества сварного соединения и сокращения потерь тепла.
Указанная цель достигается тем, что в устройстве для сварки термопластов газообразным теплоносителем, содержащем корпус с расположенным в нем нагревательным элементом, смонтированные на Kopnvсе рукоятку, воздуходувку и насадку, связанную с камерой предварительного нагрева свариваемых кромок, направляющую для присадочного прутка и прикаточный ролик, смонтированный на опорной вилке насадки, камера предварительного нагрева свариваемых кромок связана через трубку и рукоятку с полостью всасывания воздуходувки, которая установлена над прикаточным роликом и жестко связана с опорной вилкой насадки.
Нодогрев газообразного теплоносителя до необходимой для сварки температуры
устройстве требует значительно меньщих затрат электроэнергии по сравнению с известным устройством вследствие замкнутости газового нотока. Оно позволяет значительно уменьщить расход инертных газов (азота, аргона) в случае использования их при сварке в качестве теплоносителя.
Сосредоточение основной массы устройства в зоне прикатки присадочного прутка при расположении наиболее тяжелого эле мента устройства (воздуходувки) над прикаточным роликом и передача механических колебаний (вибрации) воздуходувки на расплав присадочного материала обеспечивает качественную прикатку прутка в
сварном HJBe.
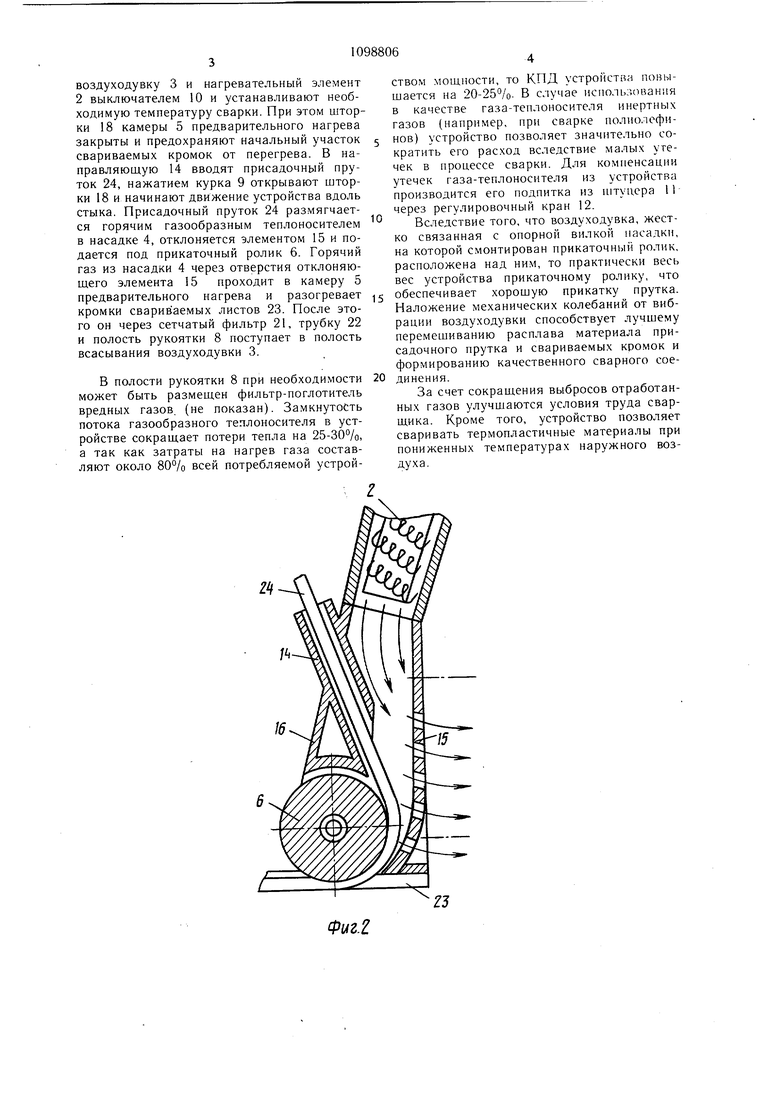
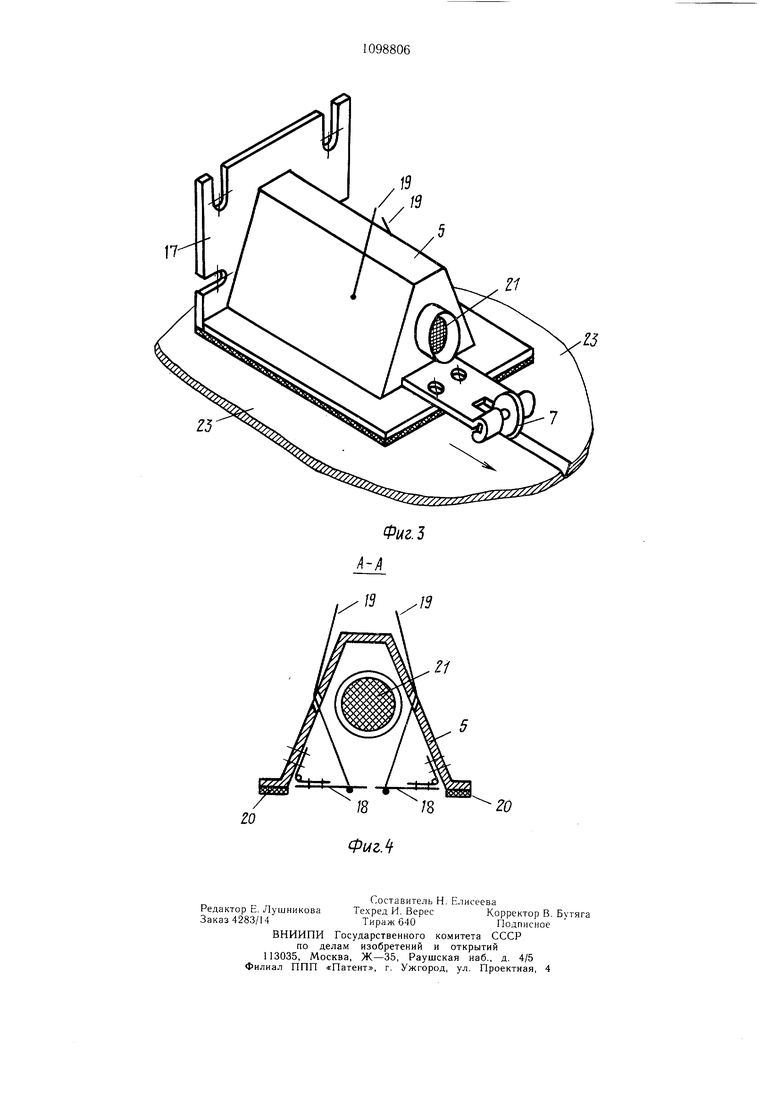
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - насадка для подачи газообразного теплоносителя, продольный разрез; на фиг. 3 - камера предварительного подогрева свариваемых кромок, обП1.ИЙ вид; на фиг. 4 - разрез А-А на фиг. 1.
Устройство для сварки термопластов газообразным теплоносителем содержит
5 корпус 1 с установленным в нем нагревательным элементом 2, смонтированные на корпусе воздуходувку 3 и насадку 4 для подачи газообразного теплоносителя к присадочному прутку и свариваемым кромкам листов, связанную с камерой 5 предвари0 тельного нагрева свариваемых кромок.
Устройство содержит также прикаточный 6 и направляющий 7 ролики, закрепленную на корпусе рукоятку 8 с курком 9 и выключателем 10, щтуцер 11, регулировочный кран 12 для подпитки устройства газо образным теплоносителем и электропровод 13. Насадка 4 снабжена направляющей 14 для подачи присадочного прутка и отклоняющим элементом 15 в виде рещетки для направления присадочного прутка под при0 каточный ролик 6, смонтированный на опорной вилке 16 насадки. Камера 5 предварительного нагрева имеет фланец 17 для соединения с насадкой 4, подпружиненные щторки 18, соединенные через гибкие тяги 19 с курко.м 9, герметизирующие накладки
5 20 и сеточный фильтр 21. Ка.мера 5 предварительного нагрева свариваемых кромок связана через трубку 22 и рукоятку В с полостью всасывания воздуходувки 3. Воздуходувка 3 жестко связана с опорной вилQ кой 16 насадки и установлена над прикаточным роликом 6.
Устройство работает следующим образом.
Подготовленные к сварке листы 23 термопластичного материала укладывают встык
5 без зазора. Устройство устанавливают вдоль стыка так, чтобы направление стыка и ось устройства совпадала, направляющий ролик 7 вводят в начало стыка. Включают
воздуходувку 3 и нагревательный элемент 2 выключателем 10 и устанавливают необходимую температуру сварки. При этом шторки 18 камеры 5 предварительного нагрева закрыты и предохраняют начальный участок свариваемых кромок от перегрева. В направляющую 14 вводят присадочный пруток 24, нажатием курка 9 открывают шторки 18 и начинают движение устройства вдоль стыка. Присадочный пруток 24 размягчается горячим газообразным теплоносителем в насадке 4, отклоняется элементом 15 и подается под прикаточный ролик 6. Горячий газ из насадки 4 через отверстия отклоняющего элемента 15 проходит в камеру 5 предварительного нагрева и разогревает кромки свариваемых листов 23. После этого он через сетчатый фильтр 21, трубку 22 и полость рукоятки 8 поступает в полость всасывания воздуходувки 3.
В полости рукоятки 8 при необходимости может быть размещен фильтр-поглотитель вредных газов, (не показан). Замкнутость потока газообразного теплоносителя в устройстве сокращает потери тепла на 25-30/о, а так как затраты на нагрев газа составляют около 80% всей потребляемой устройZft
Фиг.2.
ством мощности, то КПД устройства повыщается на 20-25%. В случае использования в качестве газа-теплоносителя инертных газов (например, при сварке полиолефинов) устройство позволяет значительно сократить его расход вследствие малых утечек в процессе сварки. Для компенсации утечек газа-теплоносителя из устройства производится его подпитка из штуцера 11 через регулировочный кран 12.
Вследствие того, что воздуходувка, жестко связанная с опорной вилкой насадки, на которой смонтирован прикаточный ролик, расположена над ним, то практически весь вес устройства прикаточному ролику, что обеспечивает хорошую прикатку прутка. Наложение механических колебаний от вибрации воздуходувки способствует лучшему перемешиванию расплава материала присадочного прутка и свариваемых кромок и формированию качественного сварного соединения.
За счет сокращения выбросов отработанных газов улучщаются условия труда сварщика. Кроме того, устройство позволяет сваривать термопластичные материалы при пониженных температурах наружного воздуха.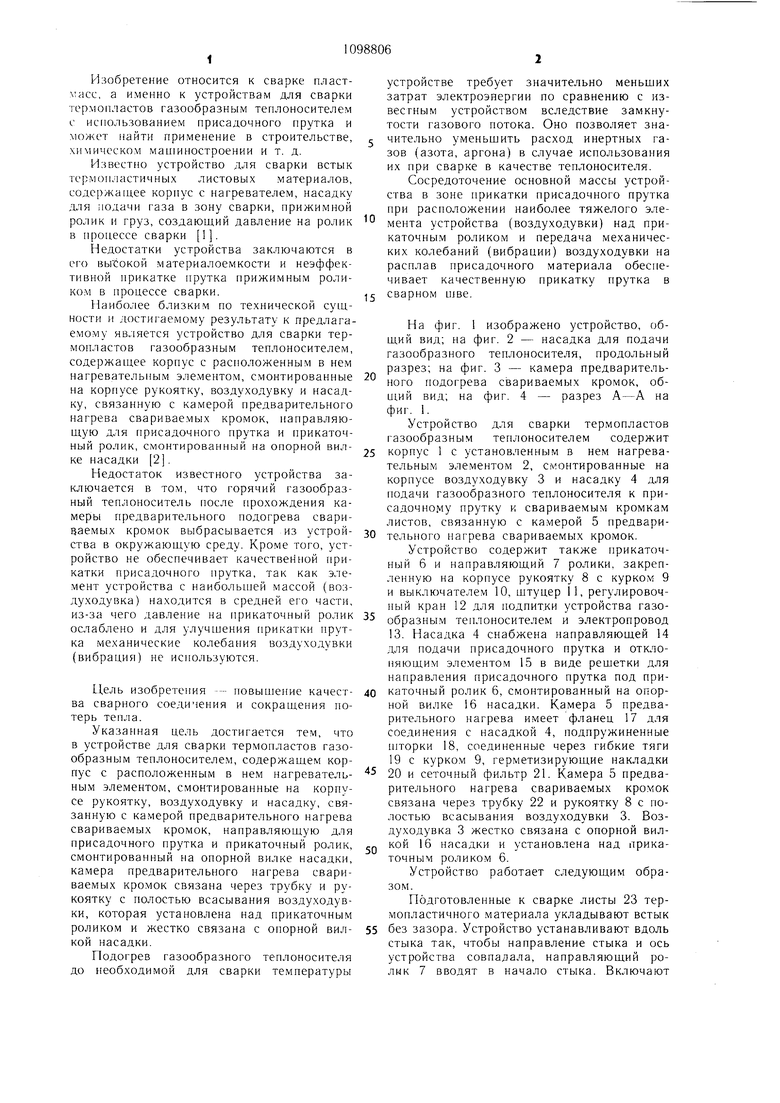
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов газообразным теплоносителем и использованием присадочного прутка | 1977 |
|
SU695090A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ КОНТАКТНЫМНАГРЕВОМ | 1969 |
|
SU235965A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 1969 |
|
SU252582A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1980 |
|
SU903157A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки полимерных материалов газообразным теплоносителем | 1985 |
|
SU1255452A1 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ ГАЗООБРАЗНЫМ ТЕПЛОНОСИТЕЛЕМ, содержащее корпус с расположенным в нем нагревательным элементом, смонтированные на корпусе рукоятку, воздуходувку и насадку, связанную с камерой предварительного нагрева свариваемых кромок, направляющую для присадочного прутка и прикаточный ролик, смонтированный на опорной вилке насадки, отличающееся тем, что, с целью повышения качества сварного соединения и сокращения потерь тепла, камера предварительного нагрева свариваемых кромок связана через трубку и рукоятку с полостью всасывания воздуходувки, которая установлена над прикаточным роликом и жестко связана с опорной вилкой насадки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки встык термопластичных листовых материалов | 1975 |
|
SU555604A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки термопластов газообразным теплоносителем и использованием присадочного прутка | 1977 |
|
SU695090A1 |
| Солесос | 1922 |
|
SU29A1 |
