Известиы устройства для сварки термопластов контактиым нагревом, содержащие корпус со сменной насадкой, прикаточный ролик, электронагревательный элемент и механизм подачи присадочного прутка.
Предложенное устройство отличается тем, что в насадке предусмотрены иолость для установки нагревательиого элемента и каиал для прохождеиия присадочного прутка, расположенный в непосредственной близости от нагревательного элемента.
Это позволяет иовысить качество свариого соедииения.
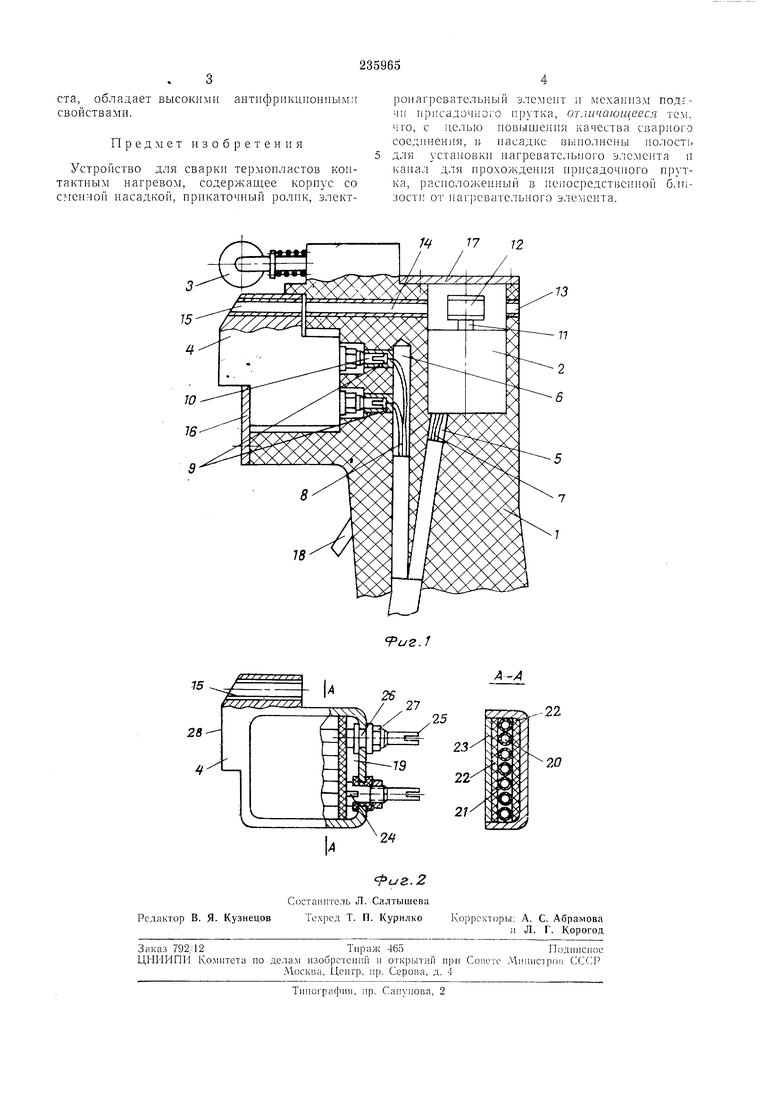
На фиг. 1 изображено устройство для сварки термопластов; на фиг. 2 - насадка предлагаемого устройства.
Устройство содержит корпус /, электродвигатель 2, подпружиненный прикаточный ролик 3 и насадку 4.
Электродвигатель установлен в корпусе, где выполнены каналы 5 и 6 сверления. В канале 5 расположены токоведущие провода 7, связанные с электродвигателем, а в канале 6 проходят токоведущие провода 8, соединенные с разъемом, выполненным в виде розетки 9, с которой контактируют выводы 10 иагревательного элемента, смонтированного в насадке 4. Электродвигатель соединен через вал 11 с роликом 12, служащим для подачи присадо1чного прутка, который проходит через
иаправляющие каналы 13, 14 и 15. Крыгпка 16 корпуса закрепляет насадку, а крыщка 17 закрывает электродвигатель. Переключатель 18 включает и выключает электродвигатель. В корпусе насадки выиолнена полость 19, в которой расположен нагревательный элемент 20, изготовленный в виде проволочной спирали, заключенной в цилиндрические изоляторы 21 и изолирующие прокладки 22. Полость 19 закрывается крышкой 23. Электроды 24 нагревательного элемента 20 вмонтированы в щтегсельную вилку 25 и ограничены изоляторами 26. FaiiKn 27 закреиляют вилку 25. Через направляющий канал 15 проходит присадочный ируток, расплавляющпйся от тепла, передаваемого нагревательным элементом. Поверхность 28 является поверхностью контакта при сварке.
Провода 8 соедиияют с источииком питания, элемент 20 нагревается и передает теило насадке 4, поверхность 28 которой контактирует со свариваемым материалом, иеремещаясь вдоль подготовленного шва, н расплавляет его. Одновременно включают электродвигатель, ролик 12 подает присадочный пруток, который, проходя через наиравляющий канал 15, расплавляется и заполняет место стыка, а ролик 3 ирикатывает свариваемый шов, обесиечивая высокое качество свариваемой поверхности. Ролик, выполненный из фторопла
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 1969 |
|
SU252582A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1973 |
|
SU408820A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1980 |
|
SU903157A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов | 1980 |
|
SU891458A2 |
