1
Изобретение отноеится к облаети автоматизации непрерывных стаиов холодной прокатки.
Известен способ регулирования толщины полосы на непрерывных прокатных станах по сигналу отклонения толщины в одном из 1Межклетевых промежутков от заданного значения с регулированием обжатия металла в последующей относительно места установки Измерителя толщины клети воздействием на скорость валков всех предыдущих и одной последующей клети в функции измеренного отношения толщины.
Недостатком указанного способа является невозможность компенсации влияния неизмеряемых возмущений (изменений механических свойств иолосы, условий смазки и температурного расширения валков) иа натяжение и толщину полосы в последующих межклетевых промежутках, поскольку для управления используется лишь сигнал изменения толщины в одном из межклетевых иромелсутков, что снижает точность регулирования толщины на выходе стана. Далее, поскольку управляющим воздействием является заднее натяжение в .клети, предшествующей измерителю толщины, оно в процессе регулирования может принять недопустимо большие, либо малые значения, так как не предусмотрены
меры по его ограничению, что снижает диапазон регулирования толщины.
С целью устранения указанных недостатков в качестве управляющих воздействий используются как изменение скорости приводного двигателя, так и изменение раствора между валками в каждой клети, причем указанные управляющие воздействия каждой клети формируются суммированием преобразованных сигналов отклонений входной толщины и заднего натяжения дайной клети и всех следующих за нею. Преобразование указанных сигналов отклонений входной толщины и заднего натяжения каждой клети осуществляется в соответствии с определенной комбинацией передаточных функций всех клетей и электроприводов, соответствующих данному сортаменту, режиму и скорости прокатки, обеспечивающей инвариантность отклонений переднего натяжения и выходной толщины в данной и всех предыдущих клетях, что одновременно обеспечивает инвариантность по отношению к иеизмеряемым возмущениям, возникающим в предыдущих клетях.
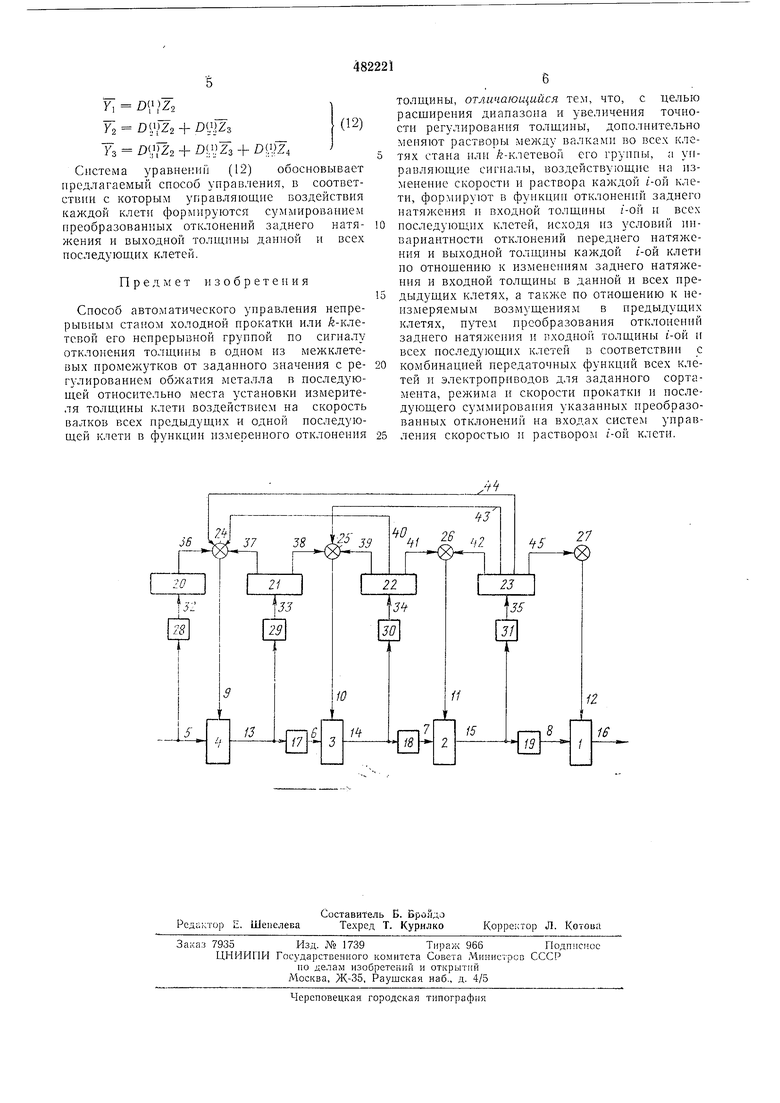
На чертел е изображена блок-схема формирования управляющих воздействий по предлагаемому способу на примере - и - клетевого стана холодной прокатки или, что то же, -клетевой группы /г-клетевого стана для fe 4. Здесь изображены четыре клетл 1-4 е векторами Zj--f, измеряемых возмущений 5-8 и векторами К, управляющих переме1 ых 9- 12 на сходах, ; также иекторамм Xi регулируемых переменнзх .--15 пп выходах клетей, связаниых между собой через передаточные матрицы BI 17-19, преобразующие матрицы D; 20-23, сул;маторы 24-27, модели передаточмых лкттрщ 28-31 и векторов измеряемых возмущений 32-35 (, ...4). В еоотлетствии е иредлагаемым способом вышеуказаиные векторы содержат компоненты: (Л/7,,,) Z/.., (АЯ„,АГ,,)---, Yi (An,Ad,) где ЛЯ, ЛГ, Ля, Дй - приращения толщины полоеы, межклетеного натяження, скорости приводного двигателя и раствора между валками. Индексы обозначают: i - иомер клети, 0.1 - входная и выходная сторона клети. Передаточные матрицы 17-19 имеют вид 5,. : , 1 где т/ -время трансиортиого запаздывания между (г-|-1)-ой и i-oii клетями. Поскольку непосредственное из.мерение векторов возмущений Z,--:-, 5-8 на входах клетей затруднено число техническими причинами, используются их модели 32-35, которые формируются с ио.мощью мов. делей передаточных матриц 28-31 , 1, где r.ii-запаздывание между измерителем толщины (ИТ) и иредществующей ему /-ой клетью, из векторов Х , 1, замеренньк на 1Шходе ой клети, так 4ToZ/-b 5/°;C-° - А Анпаратурио модели передаточных матриц 28-31 могут быть реализованы в виде блоков с регулируемым запаздыванием ,- (БРЭ) и канала с единичным коэффициентом передачи. При необходимости инерционность ИТ н ногрещности БРЗ могут быть скомпенсированы известными корректирующими устройствами, введенными в состав моделей . В соответствии с предлагаемым способом, модель вектора возмущений 30-33 каждой клети 1-4 нреобразовываетея матрицами 20- 23. В результате преобразования на выходе каждого оператора 20-23 формируется (k-/+1) векторных выходных сигнала 36- 45, которые подаются на входы сумматора 24-27 одной последующей и всех предыдущих клетей. Выходными сигналами указанных сумматоров являются векторы унравления клети YI 9-12. Для обоснования способа рассмотрим систему матричных уравнений для L-изображений приращений переменных трехклетевого НСХП. X, +5(2)У, (22+51) Zs+5 2) у,+5,2 у, ()72+в((2/к;+5( XKs+BiaiKs Ло в 2X2 (О(2) где BIJ и В ц - матрицы р аз мер о.м (2X2), элементами которых являются комбинации передаточных функций клетей и электроприводов. Появление добавочных слагаемых в каждой последующей строке (1) отражает, как известно, наличие обратных связей между двумя смежными клетями через екороеть входа в последующую клеть. Запнщем (1) и (2) в виде двух матричных уравнений: p.(c+g+82v) составные векторы; Щ1 О О , 5W й О 5( 5() В,, 5, О О О О О В, - блочные матрицы и сформируем вектор управления v в соответствии с уравнением , v 8i(C + y,(7) где QI - подлел ащий определению оператор. Решая совмеетно (3) и (7) находим. - HPi-fPsMfe-i-y(8) Из (8) видно, что условие инвариантности х относительно С и С, может быть записано в виде 8, + О 1 - - V PI Учитывая определения матриц легко показать, что 81 - нижняя квази треугольная блочная матрица, им еющая вид: DW О О D(}} DW О D RDmom - Y зС где D. - матрицы передаточных функций размером 2X2, структура которых определяется уравнением (9). Таким образом, уравнение (7) записать Б следующем развернутом виде: Г, Dn)Z, Т2 0(2 + ОШъ(12) Тз z)(i)Z2 + owi; -ь от, Система уравнекии (12) обосновывает предлагаемый способ управления, в соответствии с которым угфавляющие воздействия каждой клети формируются суммированием преобразованных отклонений заднего натяженин и выходной толщины данной и всех последующих клетей. Предмет изобретения Способ автоматического управления непрерывным станом холодной ирокатки или -клетевой его неирерывной группой по сигналу отклонения толщины в одном из межклетевых промежутков от заданного значения с регулироваиием обжатия металла в последующей относительно места установки измерителя толщины клети воздействием на скорость валков всех предыдущих н одной последующей клети в функции измеренного отклонения толщины, отличающийся тем, что, с целью расщиреиия диапазона и увеличения точности регулирования толщины, дополнительно меняютрастворы между валками во всех клетях стана НЛП /г-клетевой его грунны, а управляющие сигналы, воздействующие на изменение скорости и раствора каждой г-ой клети, формируют в функцнн отклонений заднего натяжения и входной толщины /-ой н всех последующих клетей, исходя из условий инвариантности отклонений переднего натяжения и выходной толщины каждой i-ой клети но отнощению к изменениям заднего натяжения и входной толщины в данной и всех предыдущих клетях, а также по отнощению к нензмеряемым возмущениям в предыдущих клетях, путед преобразования отклонений заднего натяжения и входной толщины i-ои п всех последующих клетей в соответствии с комбинацией передаточных функций всех клетей и электроприводов для заданного сортамента, режима и скорости прокатки и последующего суммирования указанных преобразованных отклонений па входах систем управления скоростью и растворол г-ой клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивный регулятор для непрерывного стана холодной прокатки | 1973 |
|
SU494207A1 |
| Способ регулирования толщины полосы | 1973 |
|
SU495112A1 |
| Устройство для регулирования натяжения полосы | 1979 |
|
SU854482A1 |
| Устройство для формирования регулирующего воздействия на скорость валков клети непрерывного прокатного стана | 1976 |
|
SU584918A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫ полосыв | 1970 |
|
SU263538A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Способ управления скоростью полосы на непрерывном стане холодной прокатки | 1980 |
|
SU869891A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
