Изобретение относится к области производства алмазных инструментов, изготавливаемых с использованием электрохимических процессов (гальваническим методом), и, в частности, может быть использовано при изготовлении таких инструментов, как правящие ролики, а также при изготовлении шлифовальных и других режущих инструментов.
Известен способ изготовления гальванического инструмента, при котором на рабочей поверхности корпуса инструмента размещают алмазные зерна и прикрепляют их слоем металла-связки толщиной, равной примерно 20% размера алмазного зерна, после чего прикрепившиеся зерна закрепляют (заращивают) слоем металла заданной толщины, примерно равной 2/3 размера зерна (Основы проектирования и технология изготовления абразивного и алмазного инструмента. - М.: Машиностроение, 1975 г., с.234).
Недостатком данного способа является то, что при изготовлении инструмента концентрация (плотность распределения на поверхности) алмазов, закрепившихся на рабочей поверхности инструмента, всегда максимальна (плотная упаковка).
Известен способ регулирования концентрации алмазных зерен на рабочей поверхности гальванического инструмента, заключающийся в том, что алмазные зерна предварительно смешивают с наполнителем, например частицами соли (патент США №2785060, кл. 51-309, 1952 г.), стеклянными шариками (патент США №3762895, кл. 51-309, 1971 г.), ферромагнитными частицами (авт. свид. СССР №1590366, кл. B 24 D 18/00, 1988 г.), которые после закрепления алмазных зерен примерно на 20% высоты удаляют путем растворения, сублимации (соли, стеклянные шарики) или с помощью магнитного поля (ферромагнитные частицы).
В известных способах рекомендуется наполнительные частицы брать размером, примерно равным размеру алмазных зерен, и в соотношении, обеспечивающим заданную концентрацию алмаза на рабочей поверхности готового инструмента.
Недостатком известных способов является сложность удаления наполнителя, так как требуются специальные приемы для их удаления и, кроме того, например, при удалении солей образуются солевые растворы, удаление стеклянных шариков осуществляется с использованием сильных кислот, что ухудшает экологию; для удаления ферромагнитных частиц необходимо дополнительно создавать магнитное поле; кроме того, процесс удаления ферромагнитных частиц становится проблематичным, если учесть, что эти частицы имеют поверхностную электропроводность, вследствие чего в процессе закрепления обрастают металлом-связкой.
Известен способ изготовления алмазного гальванического инструмента, при котором алмазные зерна смешивают с наполнителем - сферическими шариками, имеющими гладкую поверхность, полученную смесь располагают на рабочей поверхности корпуса инструмента и прикрепляют их металлом-связкой на высоту менее половины размера алмазного зерна. После этого наполнитель механически удаляют путем очистки щеткой, а оставшиеся алмазные зерна закрепляют (заращивают) металлом-связкой на требуемую высоту (патент Англии №1214393, кл. C4V, 1968 г. - прототип). В соответствии с патентом соотношение количества алмазных зерен и наполнителя определяется требуемой концентрацией алмазных зерен на рабочей поверхности готового инструмента, а размер наполнительных частиц выбирают примерно равным размеру алмазных зерен.
В известном способе используется эффект различной степени удержания металлом-связкой частиц с поверхностями разной шероховатости и формы.
Алмазные зерна имеют шероховатую поверхность неправильной формы и хорошо удерживаются металлом-связкой, наносимым на первом этапе (прикрепление) гальванического процесса, сферические же частицы наполнителя имеют гладкую правильной формы поверхность и поэтому слабо удерживаются металлом-связкой и при механической очистке поверхности инструмента легко с нее удаляются.
Недостатками известного способа является то, что алмазные зерна и наполнитель находятся на корпусе на одном уровне, т.к. имеют одинаковую зернистость и при механическом удалении наполнителя имеется вероятность удаления вместе с ним и алмазных зерен, например зерен, у которых форма близка к изометричной (высокопрочные синтетические алмазы марки АС50 и выше), монокристаллов, имеющих бездефектные гладкие поверхности, или зерен неправильной формы, закрепившихся по малой площади контакта алмазного зерна с поверхностью корпуса инструмента. Кроме этого, требования, касающиеся того, что поверхность наполнительных частиц должна быть гладкой и иметь правильную форму, существенно сокращают выбор наполнителя.
Задачей изобретения является упрощение процесса изготовления гальванического алмазного инструмента с регулированием концентрации алмазных зерен на рабочей поверхности инструмента.
Задача достигается тем, что в способе изготовления алмазного инструмента гальваническим методом, при котором на поверхности корпуса инструмента размещают смесь алмазных зерен и наполнителя, предварительно прикрепляют смесь металлом-связкой на высоту меньше половины размера алмазных зерен, механически удаляют наполнитель и закрепляют (заращивают) алмазные зерна металлом-связкой на требуемую высоту, наполнитель берут размером в 1,5-5,0 раз, превышающим размер алмазных зерен.
При электроосаждении металла-связки на первом этапе алмазные зерна прикрепляются слоем металла-связки толщиной, равной примерно 20% высоты зерна, наполнитель при этом будет прикреплен металлом-связкой толщиной, равной 4-13% высоты частицы наполнителя. Такого слоя металла недостаточно для удержания наполнителя любой формы и с любой шероховатостью поверхности, и последние легко удаляются с поверхности инструмента при легком соприкосновении с ним, например, щетки, бруска, резца и т.п. В то же время алмазные зерна достаточно надежно удерживаются металлом-связкой и остаются на поверхности. Использование приема различной степени прикрепления алмазных зерен и наполнителя позволяет применить не только наполнитель шаровидной формы с гладкой поверхностью, но и другие частицы, например абразивные, имеющие достаточно шероховатую поверхность, алмазные зерна, тела прямоугольной, квадратной и др. форм.
В случае если в смеси удаленных частиц окажутся алмазные зерна, то различие в размерах алмазных частиц и наполнителя позволит их разделить, например, обычным рассевом на ситах.
Использование наполнителя в виде крупных частиц или тел обеспечивает лучший доступ ионов металла-связки к рабочей поверхности инструмента, на которой лежит смесь алмаз-наполнитель, что дает возможность проводить процесс прикрепления алмазных зерен при больших плотностях тока (до 3 а/дм2) без защелачивания катода.
Способ поясняется чертежами.
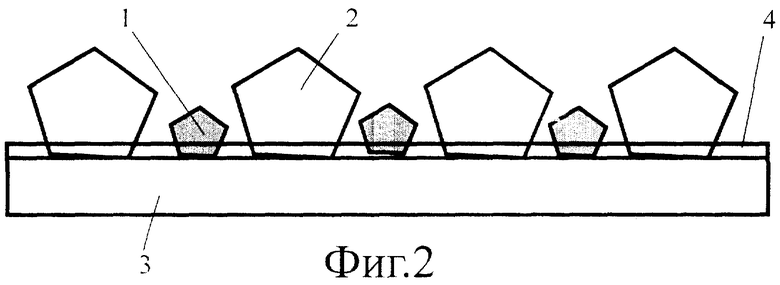
На фиг.1 показана поверхность корпуса инструмента, на которой алмазные зерна и наполнитель - шарики из окиси алюминия прикреплены электроосажденным металлом-связкой примерно на 20% размера алмазных зерен.
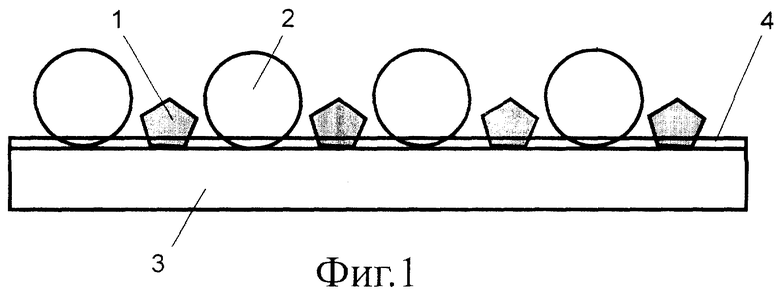
На фиг.2 показана рабочая поверхность корпуса инструмента, на которой предварительно прикреплены рабочие алмазные зерна и наполнитель - также алмазные зерна.
Способ осуществляется следующим образом.
Берут алмазные зерна 1, размер которых выбирают с учетом последующего использования инструмента, и смешивают их с наполнителем 2, размер которого в 1,5-5,0 раз превышает размер алмазных зерен. Смесь размещают на корпусе инструмента 3 и в гальванической ванне осуществляют осаждение металла-связки 4 (в основном никеля) в течение времени, при котором алмазные зерна прикрепятся к корпусу инструмента металлом-связкой высотой менее половины размера зерен. Для более надежного удержания алмазных зерен этот параметр рекомендуется брать равным примерно 20% высоты алмазного зерна. Наполнитель, имеющий больший размер, за это время прикрепится металлом-связкой с относительно меньшей толщиной. Затем корпус инструмента вынимают из гальванической ванны и механическим способом - щеткой, касанием бруска, твердосплавного резца или любым другим способом - удаляют наполнитель. Так как последний удерживается на корпусе очень тонким слоем металла и существенно выступает над поверхностью алмазных зерен, он легко удаляется с поверхности инструмента. При этом алмазные зерна, как более прочно удерживаемые металлом-связкой, не удаляются вместе с наполнителем.
Выбранное соотношение размеров алмазных зерен и наполнителя обеспечивает достижение поставленной цели. При соотношении размеров менее 1,5 наполнитель будет удерживаться металлом-связкой почти равнопрочно с алмазными зернами и при его удалении возникнет возможность удаления алмазных зерен, что приведет к нарушению требуемой концентрации алмазов. При соотношении размеров более 5,0 трудно регулировать концентрацию алмазных зерен на рабочей поверхности инструмента в оптимальном для шлифования диапазоне - 25-150. Большая величина соотношения размеров (1:3-1:5) целесоообразна при выборе наполнителя неправильной формы с шероховатой поверхностью или в виде тел прямоугольной, квадратной и других форм.
Пример 1. Смесь алмазного порошка марки АС 15 100/80 и наполнителя - абразивного порошка - электрокорунда белого зернистостью 16 (соотношение размеров ~ 1:1,5) при количественном соотношении алмаза к абразиву 1:1, прикрепляли к рабочей поверхности инструмента при плотности тока 1 А/дм2 в течение 2 часов. Алмазные зерна за это время прикрепились никелевой связкой ~ на 20-22% высоты, а абразивные зерна ~ на 12-13% высоты. Инструмент вынимали из гальванической ванны и удаляли абразивные зерна щеткой, после чего инструмент снова помещали в гальваническую ванну и заращивали оставшиеся алмазные зерна на высоту, равную 2/3 размера алмазного зерна. Концентрация алмазов на рабочей поверхности инструмента соответствовала условно принятой 100. Рентгеноструктурный анализ удаленного наполнителя показал, что алмазные зерна в нем отсутствовали.
Пример 2. Смесь алмазного рабочего порошка марки АС32 200/160 и наполнителя - алмазных зерен марки А8К100 1000/800 (соотношение размеров рабочих алмазных зерен и алмазных зерен, используемых в качестве наполнителя, 1:5) в количественном соотношении 1:2 закрепляли никелевой связкой при плотности тока 3 А/дм2, что существенно выше рекомендуемого (1 А/дм2) для традиционного режима в течение 1,5 часов. За это время алмазные рабочие зерна прикрепились слоем металла-связки толщиной, равной ~20-22% высоты зерна, а наполнитель ~ 4,5% высоты. После удаления наполнителя оставшиеся алмазные зерна заращивали металлом-связкой на 2/3 высоты зерна. Концентрация алмазов на рабочей поверхности инструмента соответствовала условно принятой ~ 25.
Рассев наполнителя - алмазных порошков, удаленных после операции прикрепления, показал наличие в них алмазных порошков зернистостью не ниже 630 мкм, что говорит о том, что рабочие алмазные порошки не были удалены с поверхности инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016749C1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1682153A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Способ изготовления профильных шлифовальных кругов из сверхтвердых материалов | 2016 |
|
RU2624879C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2524295C1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 1992 |
|
RU2008192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2584107C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1988 |
|
SU1590366A1 |
Изобретение относится к области производства алмазных инструментов, изготавливаемых с использованием электрохимических процессов (гальваническим методом), и может быть использовано при изготовлении правящих роликов шлифовальных и других режущих инструментов. Способ заключается в том, что на рабочей поверхности корпуса инструмента размещают смесь алмазных зерен и наполнителя, прикрепляют смесь металлом-связкой толщиной, равной меньше половины размера алмазных зерен, механически удаляют наполнитель и закрепляют (заращивают) алмазные зерна металлом-связкой на требуемую высоту, при этом наполнитель берут размером, в 1,5-5,0 раз превышающим размер алмазных зерен. Технический результат: упрощение процесса изготовления гальванического алмазного инструмента с регулированием концентрации алмазных зерен. 2 ил.
Способ изготовления алмазного инструмента с использованием электрохимических процессов - гальваническим методом, при котором на рабочей поверхности корпуса инструмента размещают смесь алмазных зерен и наполнителя, прикрепляют смесь металлом-связкой толщиной, равной меньше половины размера алмазных зерен, механически удаляют наполнитель и закрепляют - заращивают - алмазные зерна металлом-связкой на требуемую высоту, отличающийся тем, что наполнитель берут размером, в 1,5-5,0 раз превышающим размер алмазных зерен.
| Способ притирки сферических поверхностей | 1984 |
|
SU1214393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016749C1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1682153A1 |
| Абразивный инструмент | 1984 |
|
SU1283071A1 |

