1
Изобретение относится к области контактной роликовой сварки и наплавки.
Известен способ регулирования процесса электроконтактной наплавки проволоки импульсами переменного тока, при котором управляют эффективным значением тока нанлавки в зависимости от величины регулируемого параметра. Таким параметром служит напряжение питающей сети. Отклонение от заданной величины напряжения автоматически компенсируют путем изменения эффективного значения тока наплавки. Известный способ -реализован в конструкциях серийных прерывателей для роликовой сварки, применяемых при наплавке.
Недостатком известного способа является невозможность учета влияния ряда других характерных отклонений от заданных условий, например усилия сжатия электродов, исходного состояния контактных поверхностей, геометрических размеров рабочей поверхности электрода.
Для повышения качества и стабильности процесса наплавки по предлагаемому способу в качестве регулируемого параметра используют ускорение деформации наплавляемой проволоки. При этом обеспечивают постоянство его максимальной величины в каждом импульсе тока наплавки.
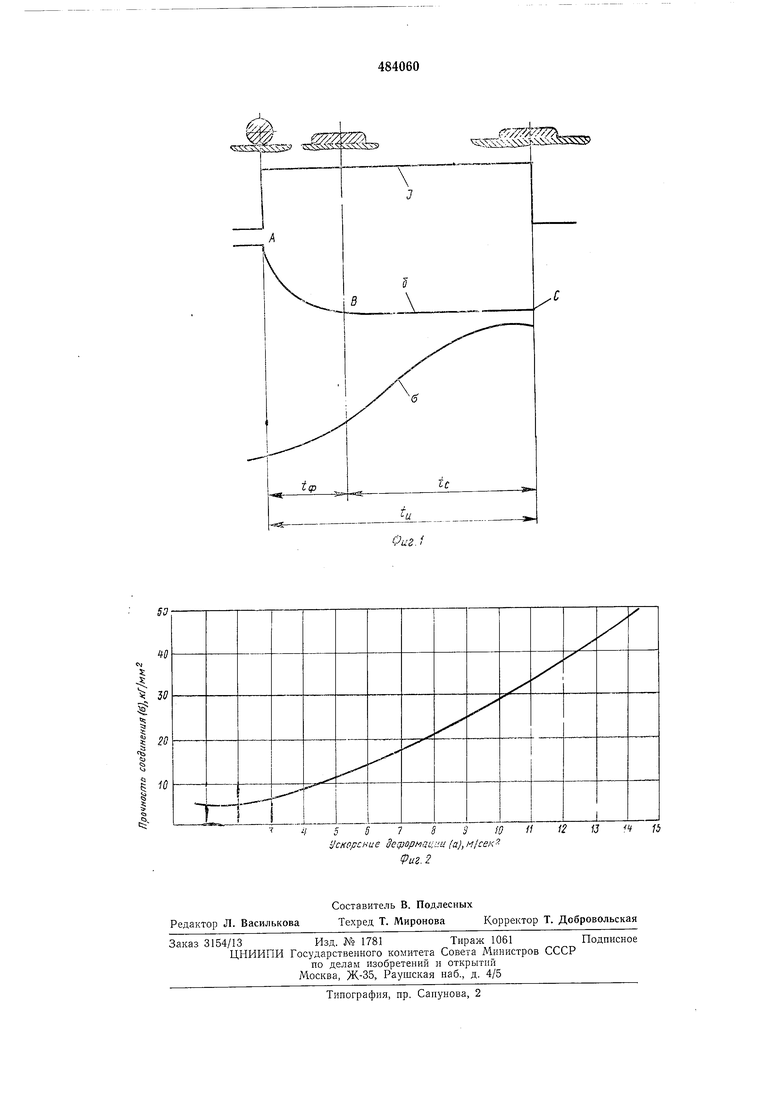
На фиг. 1 показаны полученная осциллографированием кривая ABC деформации при пропускании им пульса тока I, а также изменение прочности а соединения в течение этого нериода; на фиг. 2 - зависимость прочности соединения от максимального значения ускорения, деформации.
Из этих графиков видно, что деформация идет только на первой стадии протекания
импульса тока (участок ЛБ).
В точке. В деформация прекращается, несмотря на продолжающийся нагрев. Это объясняется тем, что по мере деформации присадочной проволоки и, соответственно, роста площадей контактов «проволока-деталь н «проволока-ролик, плотность тока, а, следовательно, интенсивность нагрева, снижается, а теплоотвод в массу детали и ролика возрастает. При достижении некоторого значения контактных площадок устанавливается динамическое тепловое равновесие системы, при котором количество генерируемого тепла равно количеству отводимого из зоны нагрева, и деформация проволоки прекращается.
Экспериментально установлено, что за период от начала включения импульса тока до окончания осадки присадочной проволоки, (точка В), соединение присадки с основной
происходит только в центральной части площади контакта. Соединение на периферийных участках контактной площадки отсутствует. Соединение ио всей площадки конта:кта начинается после окончания деформации. При этом максимальная для конкретного режима наплавки прочность (о) соединения достигается за время tc, зависящее от значений температуры и механических напряжений в контакте, что также определяется параметрами режима наплавки. Таким образом, общая длительность импульса тока, обеспечивающего требуемую прочность соединения, складывается из времени формования ф и времени упрочнения соединения tc- Если в результате каких-либо отклонений произойдет изменение интенсивности деформации на первой стадии, то это приведет к изменению времени ф. Соответственно .изменится время tc. Например, при увеличении ф tc умбньщается (при данном 4i) « может оказаться недостаточным для .получения соединения по всей площади контакта. Поэтому велИЧИиа ускорения деформации, характеризующая ее интенсивность, определяет соотношение длительностей обеих стадий, что определяет качество наплавки. Величина ускорения деформации наплавляемой проволоки определяется приложенным усилием, величиной тока, определяющей температуру, а также прочностными свойствами проволоки при этой температуре. Случайное изменение одного из этих параметров, а также исходного состояния поверхностей, геометрических размеров электродов приводит к изменению теплового состояния наплавляемой проволоки, а это в свою очередь вызывает изменение ускорения деформации. Ускорение деформации не является постоянной величиной в течение времени . Удобно характеризовать это ускорение наибольщей его величиной, достигаемой за время /ф. Таким образом, величина максимального ускорения деформации является параметром, который комплексно характеризует условия формирования соединения при электроконтактной наплавке проволоки. Поэтому в предлагаемом способе наплавки данный параметр использован в качестве регулируемого. Обеспечение постоянства величины максимального ускорения деформации путем управления эффективным значением тока наплавки позволяет обеспечить стабильные условия формирования соединения и повысить качество наплавки. Предмет изобретения Способ регулирования процесса электроконтактной наолавки проволоки импульсами переменного тока с автоматическим управлением эффективным значением тока наплавки в зависимости от величины регулируемого параметра, отличающийся тем, что, с целью повыщения качества и стабильности процесса наплавки, в качестве регулируемого параметра используют ускорение деформации наплавляемой проволоки, обеспечивая постоянство максимальной его величины в каждом импульсе тока наплавки.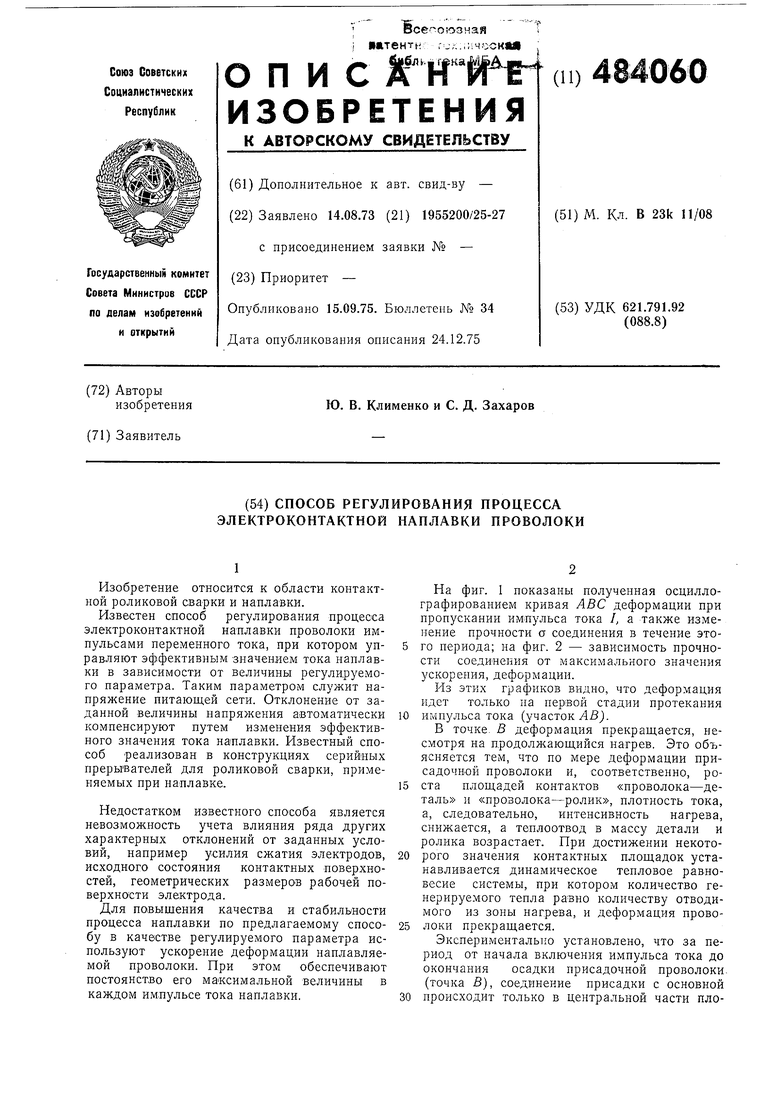
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |
| Способ электроконтактной наплавки | 1991 |
|
SU1830325A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ПРИСАДОЧНОГО МЕТАЛЛА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2315683C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2010 |
|
RU2466000C2 |