Для предохранения рельсов от изнашивания может применяться сорбитизация или закалка части головки рельса.
Известный способ поверхностной закалки рельсов заключается в поверхностном нагреве уложенных в пути рельсов с помощью автогенных горелок.
Предлагаемый способ отличается от известного тем, что наружная поверхность головки рельса нагревается индуктивным путем, при помощи токов высокой частоты. При этом из-за малого проникновения тока высокой частоты в глубину металла нагревается лишь тонкая поверхность головки рельса, тогда как остальная его часть останется холодной. В случае такого нагрева после прекращения тока или отодвигания индуктирующей катушки происходит закалка за счет быстрого отвода тепла в холодную часть рельса. Эта закалка будет тем более резкой, чем тоньше слой проникновения тока.
Толщина этого слоя зависит от частоты тока, питающего индуктирующую катушку, а также от мощности тока высокой частоты, приходящей на единицу длины рельса.
При больших частотах и больших мощностях можно нагревать весьма тонкие слои металла, не более I мм, при сохранении остальной части рельса в холодном состоянии. В этом случае получается хорошая закалка при малом расходе энергии на единицу длины рельса, так как большая его часть не нагревается кроме того, при этом рельс не коробится.
Описываемый способ можно применять, кроме уложенных уже на пути рельсов, также и в заводской обстановке для обработки прокатанных рельсов.
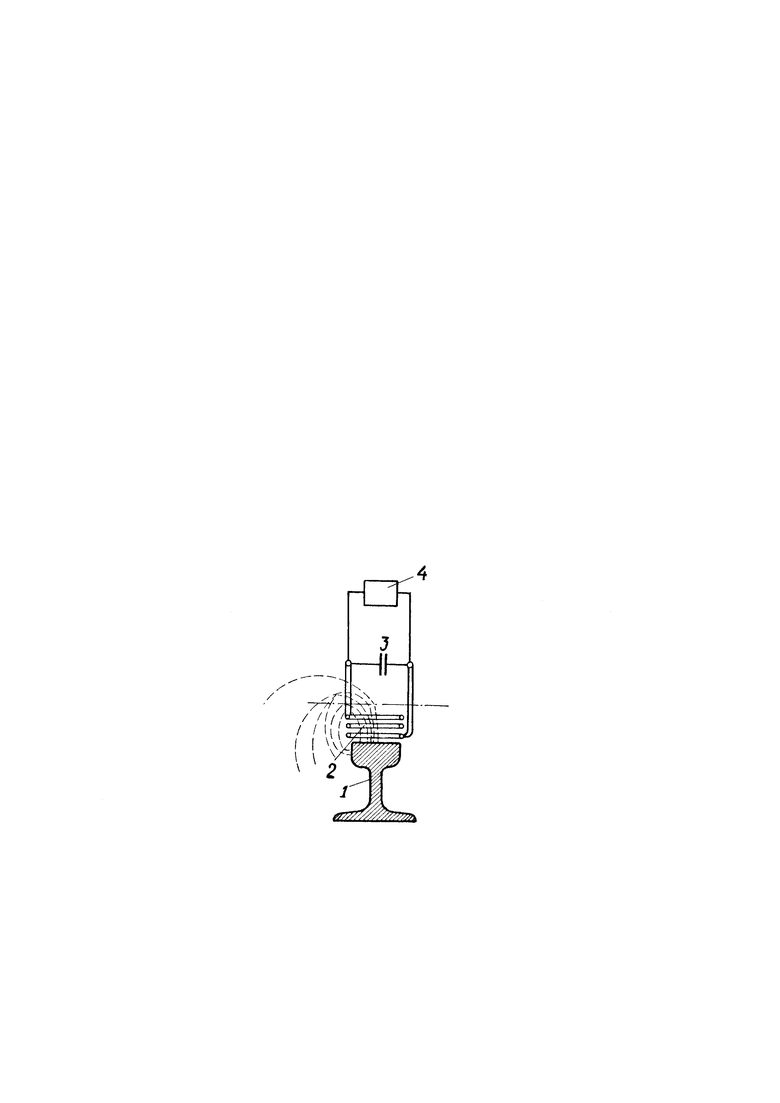
На чертеже дана схема подобного устройства, где I - рельс, 2 - индуктирующая катушка, питаемая от генератора высокой частоты любой системы, 3 - емкость контура этой катушки, 4 - генератор высокой частоты.
Верхняя часть головки находится в наиболее сильном магнитной поле, поэтому здесь индуктируются значительные токи, локализированные лишь на поверхности, где и происходит нагревание.
Что касается расположения катушки и формы витков, то они могут меняться в зависимости от размеров и формы рельсов, а также от заданного распределения закаливаемых участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство закалки коленчатых валов с помощью токов высокой частоты | 1935 |
|
SU48416A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Устройство для поверхностной закалки стальных изделий | 1937 |
|
SU58009A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ Г-ОБРАЗНОГО ПРОФИЛЯ, ИМЕЮЩЕГО ПОДОШВУ, ШЕЙКУ, ГОЛОВКУ | 2020 |
|
RU2755713C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ ЗАКАЛКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1991 |
|
RU2008363C1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ РЕЛЬСОВ | 2006 |
|
RU2309185C1 |
Способ поверхностной закалки рельсов, отличающийся тем, что для нагрева тонкого поверхностного слоя головки рельса применен сам по себе известный метод индукционного нагрева токами высокой частоты.
