При термитной сварке рельсов по комбинированному способу зона сварки давлением обхватывает головку и верхнюю часть шейки рельса. При этом металл в сварочной форме не доходит до нижних боковых граней головки рельса всего лишь на 2-3 см. В шлаковой же камере с вертикальной внутренней поверхностью, в верхней ее части шлака получается по объему больше чем железа, вследствие чего объем полых пространств в верхней части сварочной формы оказывается избыточным. Теплота термитного шлака полностью не используется, вызывая излишний расход чушкового алюминия, идушегр на изготовление термита.
Предлагаемое изобретение имеет целью дать промышленности экономическую сварочную форму, для чего, в целях увеличения свариваемой под давлением зоны рельса, внутренняя поверхность верхней части формы выполнена в виде сомкнутого свода, снабженного трубой - выпвром для выпуска газов.
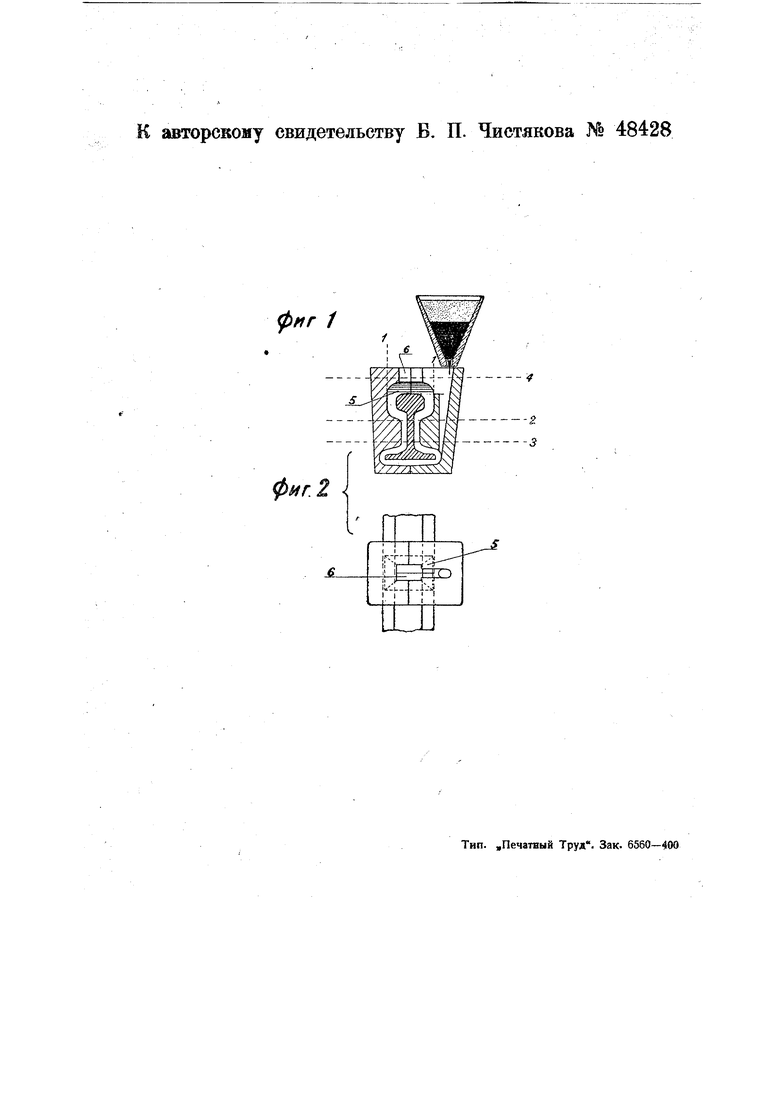
На чертеже фиг. 1 изображает в вертикальном разрезе тигель с расплавленной термитной массой; фиг. 2-форму для термитной сварки рельсов в вертикальном разрезе и плане.
Предлагаемая форма (фиг. 2) представляет собой составную полузакрытую
сварочную форму, внутренняя поверхность 7 которой в верхней части образует сомкнутый свод 5 с трубой-выпв-ч ром 6 в его вершине, служашей для выпуска газов. Благодаря такой форме представляется возможным снизить высоту термитного металла до уровня 3 (фиг. 2) вместо обычного 2, распространив таким образом сварку давлением на среднюю часть шейки рельса. Пунктирной линией 4 показан уровень шлака в форме.
Надлежащее вентилирование сварочной формы достигается увеличением в форме числа отходов (проколов шилом). Доведение температуры в стыке головок и шеек рельсов до сварочного жара обеспечивается достаточной, например, 5-сантиметровой высотой термитного шлака над поверхностью катания головки рельса.
Предмет изобретения.
Форма для термитной сварки рельсов по комбинированному способу, отличающаяся тем, что, в целях увеличения свариваемой под давлением зоны рельса, внутренняя поверхность верхней части формы выполнена в виде сомкнутого свода, снабженного трубой-выпвром для выпуска газов.
фнг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электротермитной сварки рельсов | 1935 |
|
SU48528A1 |
| ФОРМА ДЛЯ ТЕРМИТОВОЙ СВАРКИ РЕЛЬСОВ | 1932 |
|
SU32897A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| Способ термитной сварки рельсов | 1935 |
|
SU48427A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ РЕЛЬСОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2185266C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ | 2010 |
|
RU2464141C2 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |