Техническое решение относится к области сварочных технологий, а именно, к термитной (также называемой алюминотермитной) сварке рельсов методом промежуточного литья, и может быть использовано при восстановлении, ремонте, переустройстве рельсовых путей без снятия рельсов с полотна, например, рельсов Р65, являющихся наиболее широко применяемыми при прокладке бесстыкового или звеньевого железнодорожного полотна широкой колеи. Согласно определению ГОСТ Р 57181-2016 "Сварка рельсов термитная. Технологический процесс" термитной сваркой называют сварку заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл. При термитной сварке рельсов сначала осуществляют формирование стыкового зазора между торцами свариваемых рельсов (согласно п. 2.2.4 ТУ 0921-127-01124323-2005 "Сварка рельсов алюминотермитная методом промежуточного литья" ширина (или величина) сварочного зазора должна быть 25±1 мм), затем производят подготовку технологического оборудования и материалов, после чего в зоне формирования сварного шва выполняют плавку металла из литейного компонента и выпускают расплавленный металл из тигля в литейную форму, где сварной металл остывает и кристаллизуется. После кристаллизации металла, когда металл затвердел, но еще находится в горячем пластичном состоянии, осуществляют обработку профиля головки рельса в зоне сварного шва путем удаления прибыльной части сварного шва, после чего выполняют предварительное шлифование, выдерживают сварной шов до полного остывания и выполняют чистовую шлифовку головки рельса в зоне сварного соединения. Затем осуществляют визуальный контроль качества поверхности сварного шва на месте производства работ. Снаружи сварного шва не допускается наличие пор, непроваров, газовых пузырей, трещин, выходящих на поверхность стыка, что и проверяется путем визуального осмотра. Затем проверяют геометрию рельса, а потом производят неразрушающий контроль качества сварного шва ультразвуковым методом, являющимся в настоящее время наиболее широко применяемым способом неразрушающего контроля. В случае обнаружения недопустимого дефекта его устраняют двумя путями (в зависимости от характера и размера дефекта): либо вырезкой дефектного сварного шва, либо вырезкой участка рельса в зоне соединения, при этом вместо удаленного дефектного шва сваривается новый, а в случае удаления участка рельса – вместо него устанавливают новый и выполняют термитную сварку (с обоих концов нового участка рельса).
Однако следует отметить, что при термитной сварке в силу воздействия различных внешних факторов или места расположения возможно появление внутренних дефектов, которые могут не выявляться при ультразвуковом контроле (УЗК). К таким дефектам относятся, например, кристаллическое охрупчивание металла (появление закалочных структур), а также усадочные трещины при затвердевании ("горячие трещины" или "трещины кристаллизации"). В целом указанные дефекты снижают эксплуатационную надежность рельсового полотна и в процессе его дальнейшей эксплуатации (через сравнительно непродолжительное время) приводят к разрушению рельсовых путей в местах сварного соединения, что является недопустимым дефектом и требует срочного проведения ремонтно-восстановительных работ. Для проведения работ по устранению таких разрушений требуется перекрытие движения на данном участке железнодорожного полотна, что влечет существенные экономические потери.
Известно о проведении исследований повреждений сварных конструкций (рельсов), которые возникли в результате вышеуказанных дефектов сварных швов. Исследования проводились группой Japan Rail [QR of RTRI, Vol. 51, № 2, May, 2010, p. 66 – 71, "Occurrence Conditions and Preventive Methods for Solidification Cracks in Alumino-thermic Welds”, H. Ito, Y. Terathita, M. Tatsumi, R. Yamamoto, H. Shitara]. Результаты исследований показали, что в большинстве случаев причиной разрушения алюминотермитных сварных швов являются внутренние трещины сварного шва, образующиеся при затвердевании сварного металла (обычно называемые в зарубежной литературе "трещинами кристаллизации" «горячим разрывом» или «усадочными трещинами», а в российской – "горячими трещинами"). Следует отметить, что в российской литературе термин "трещины кристаллизации" обычно используют в отношении внутренних трещин сварного соединения, которые появляются при усилиях, действующих на растяжение сварного шва, а термин "горячие трещины" используют для обозначения внутренних дефектов шва, возникающих как при действии растягивающих усилий, так и при действии на шов сжимающих и иных внешних усилий. Согласно данным, приведенным в результатах исследований, примерно 80% разрушений сварного шва из-за трещин кристаллизации при термитной сварке происходят в течение полугода после выполнения сварочных работ. Трещины чаще всего локализуются в радиусной области перехода от шейки к подошве рельса, а при обширном размере "горячей" трещины – она заходит в нижнюю часть шейки и в перья подошвы. Исследования причин появления трещин кристаллизации показали, что такие трещины возникают в результате движения (смещения, или сдвига) рельса в продольном направлении на этапе выдержки сварного металла в литейной форме непосредственно перед затвердеванием металла сварного шва. Считается, что трещины кристаллизации возникают в результате растягивания свариваемых рельсов на промежуточной стадии процесса кристаллизации (т.е. при действии усилий растяжения на кристаллизующийся металл сварного шва). Причиной сдвига (смещения) хотя бы одного из свариваемых рельсов могут стать, например, сокращение длины рельсов под влиянием понижающейся температуры, работа гидравлических устройств и путевой техники, удары и вибрация, передаваемая на свариваемые рельсы, и т.д. Согласно результатам имитационных испытаний, проведенных группой Japan Rail, трещины кристаллизации образуются, если произошел сдвиг рельса на величину от 0,4 мм и более на стадии процесса кристаллизации (на этапе выдержки металла) в интервал времени от 90 до 160 секунд после заполнения литейной формы термитным (литейным) компонентом (т.е. после окончания выпуска расплавленного металла из тигля в литейную форму), при этом осуществлялось смещение одного из рельсов, а второй рельс оставался неподвижным. В статье высказано предположение, что затвердевание трещин не происходит при смещениях, меньших 0,4 мм, до момента завершения кристаллизации (т.е. до истечения 160 с после выпуска металла в форму), поскольку небольшие внутренние зазоры в металле шва, вызванные смещением рельса, могут быть повторно заполнены расплавленным металлом. В указанных выше результатах исследований [QR of RTRI, Vol. 51, № 2, May, 2010, p. 69, "Occurrence Conditions and Preventive Methods for Solidification Cracks in Alumino-thermic Welds”, H. Ito, Y. Terathita, M. Tatsumi, R. Yamamoto, H. Shitara] для предотвращения возникновения трещин кристаллизации рекомендовано обеспечить фиксацию положения рельсов после заливки металла в форму и при выполнении термитной сварки рельсов, подвергающихся осевому усилию, применять рельсовый тензор. При этом отмечается, что, как показала практика, применение рельсового тензора все же не позволяет полностью исключить смещения рельсов на этапе кристаллизации металла сварного шва, а следовательно, и появления внутренних трещин в сварном шве. Кроме того, рельсовый тензор представляет собой крупногабаритный технологический комплекс, использование которого затрудняет проведение работ в пути и существенно увеличивает время работ.
Необходимо отметить, что в приведенной статье рассматриваются условия появления внутренних трещин сварного шва (трещин кристаллизации) при воздействии на сварной шов только усилий растяжения.
Однако, как уже подчеркивалось ранее, при термитной сварке возможно появление внутренних дефектов в силу воздействия различных внешних факторов, в том числе и при сжатии металла. В тех местах сварного шва, где концентрируется максимальное напряжение от сжатия (а это, прежде всего, поверхности со сложным рельефом - радиусные переходы от головки к шейке и от шейки к подошве рельса), образуются надрывы и приповерхностные трещины, обусловленные большой степенью деформации горячего металла. Такие трещины могут выходить на поверхность облива сварного шва (в таких случаях трещины обнаруживаются при визуальном контроле сварного шва), а могут быть и чисто внутренними, не видимыми с поверхности, при этом их расположение всегда будет в приповерхностном слое на глубине нескольких миллиметров, так как при деформации сжатия, которое испытывает не абсолютно твердое тело с некоторой степенью пластичности (в нашем случае - в форме стыка в объеме разогретого металла сварочной ванны), наибольшие напряжения возникают сначала на поверхности этого тела, а затем, по мере увеличения деформации, распространяются внутрь.
В настоящее время при термитной сварке рельсов для неразрушающего контроля качества сварного шва без снятия рельсов с рельсового пути применяют в соответствии с действующим нормативным документом метод ультразвукового контроля (УЗК), но этот метод не позволяет гарантированно выявить внутренние дефекты сварного шва, в частности - "горячие трещины". Установлено, что УЗК не позволяет выявить дефекты, расположенные в приповерхностной зоне сварного стыка рельса у поверхности катания головки рельса на глубине до 8 мм [адрес интернет-страницы: https://studfile.net/preview/8170414/page:9/], а также в области шейки и ее продолжения в подошву [адрес интернет-страницы: https://poznayka.org/s8423t2.html].
Возможно предположить, что при ультразвуковом контроле сварного шва внутренние приповерхностные трещины, не выходящие наружу, невозможно обнаружить по следующим причинам:
- местоположение трещин в радиусной области перехода от шейки к подошве рельса обуславливает невозможность поставить датчик и/или обеспечить надежный акустический контакт датчика с поверхностью,
- наличие «мертвой» зоны, которая для акустических средств контроля составляет до 4-5 мм (а все приповерхностные трещины почти всегда как раз и попадают в эту зону) при этом данная причина является наиболее значимой, так как даже если приповерхностная трещина образуется в более удобном с точки зрения УЗК месте (т.е. не в вышеупомянутом радиусном переходе), наличие мертвой зоны все равно не позволит обнаружить такой дефект неглубокого залегания,
- игольчатая структура самой трещины, размеры неровностей которой в значительной части совпадают с длиной волны при УЗК, что приводит к большому диффузному рассеиванию сигнала.
В настоящее время всё большее значение приобретает повышение эксплуатационной надежности рельсовых путей, позволяющее повысить скорости подвижного состава и объем грузоперевозок. В связи с этим актуальной задачей является разработка технологических процессов, обеспечивающих повышение качества сварных соединений, что обуславливает целесообразность при проведении термитной сварки рельсов обеспечить возможность контроля (измерения) смещения свариваемых рельсов (а следовательно, и изменения величины сварочного зазора), приводящего к появлению внутреннего растрескивания металла сварного шва, на этапе выдержки сварного металла в литейной форме. Наличие внутренних трещин сварного шва может приводить к аварийным ситуациям при прохождении подвижного состава, и по мнению большинства заказчиков работ такие трещины следует считать недопустимым дефектом при условии возможности их выявления в сварном соединении. Возможность обнаружения смещения свариваемых рельсов, приводящего к появлению горячих трещин, позволила бы на месте проведения работ установить наличие данного дефекта и оперативно устранить его, заново выполнив термитную сварку поврежденного участка, обеспечив тем самым отсутствие внутренних трещин в сварном соединении и исключив впоследствии риск разрушения сварного стыка из-за наличия этого дефекта.
Алюминотермитная (термитная) сварка применяется при проведении различных видов ремонтно-путевых работ, при укладке нового рельсового полотна, при преобразовании стыкового рельсового пути в бесстыковой, при ремонте изношенных или сломанных рельсов, для сварки крановых рельсов и т.д. При выполнении известных способов алюминотермитной сварки, применяемых для переустройства действующего стыкового рельсового пути в бесстыковой [патент № RU2378440C1 "Способ преобразования действующего стыкового рельсового пути в бесстыковой", МПК E01B11/52, B23K23/00, дата публ. 10.01.2010; патент № RU2543112C2 "Способ переустройства действующего звеньевого рельсового пути в бесстыковой путь", МПК E01B11/52, дата публ. 27.02.2015], соединяют концы рельсов в зоне стыка с помощью алюминотермитной сварки методом промежуточного литья в предварительно сформированный стыковой зазор, производят наплавку металла на верхнюю поверхность рельсов в зоне, примыкающей к сварному шву, производят механическую обработку сварного шва совместно с обработкой наплавленного металла. Для контрольных измерений геометрических параметров используют метровую линейку, прикладывая ее центр к центру сварного шва.
При выполнении известного способа алюминотермитной сварки крановых рельсов [пат. заявка на изобретение № RU2010151386А "Способ алюминотермитной сварки крановых рельсов и литейная форма для алюминотермитной сварки крановых рельсов", МПК B23K23/00, дата публ. 20.06.2012] между концами крановых рельсов образуют сварочный зазор, в зоне подошв обоих рельсов размещают прокладку, концы рельсов соединяют в зоне стыка посредством алюминотермитной сварки и выполняют послесварочную обработку головки рельса, при этом используют прокладку, выполненную из магнезита, а жидкий термитный металл подают на ригель так, что он, по существу, симметрично омывает сначала головки крановых рельсов, затем шейку крановых рельсов, а затем поступает в зону, окружающую подошву крановых рельсов.
Однако в отношении описанных выше способов сварки следует отметить, что при их выполнении не предусмотрены мероприятия, обеспечивающие контроль изменения ширины (величины) сварочного зазора после выпуска расплавленного металла из тигля в литейную форму, что в случае недопустимых изменений ширины сварочного зазора (за счет смещения рельсов), возникающих в силу внешних факторов (вибраций, температурных деформаций и т.д.), приведет к появлению в сварном шве внутренних трещин, а впоследствии – к повреждению (разрушению) участка сварного соединения рельса, что потребует незамедлительного ремонта данного участка.
Также известен способ ремонта железнодорожного пути без удаления рельсов с полотна, выполняемый с помощью алюминотермитной сварки рельсов [патент № RU2124424C1 "Способ ремонта рельсов", МПК B23K23/00, B21K9/00, E01B311/52, дата публ. 10.01.1999], при котором производят алюминотермитную сварку с промежуточным литьем непосредственно концов рельсов, предварительно вырезав дефектный участок, сформировав сварочный зазор, произведя расслабление концов рельсов, приподняв их и установив литейную форму и тигель с литейным (термитным) компонентом в зоне сварочного зазора. Однако в данном способе также не предусмотрено выполнение контроля изменения ширины сварочного зазора на этапе кристаллизации сварного шва.
Обычно при выполнении различных видов ремонтно-путевых работ контроль положения рельсов осуществляется с помощью нанесения контрольных рисок с последующей проверкой их положения относительно друг друга. Так, например, контроль за угоном плетей бесстыкового пути (то есть за продольными подвижками плетей) осуществляется с помощью контрольных рисок, нанесенных краской на рельсе и "маячной" шпале, и по несовпадению рисок впоследствии делается вывод о факте, а также о допустимости или недопустимости величины смещения. Данный способ нагляден, прост, надежен, не требует сложных измерительных приспособлений, однако из-за недостаточной точности (которая не превышает ±1 мм) не может быть использован при термитной сварке для контроля (измерения) смещения рельсов (а следовательно, изменения ширины сварочного зазора) на этапе кристаллизации металла сварного шва, требующего точности до сотой доли миллиметра (0,01 мм), необходимой для определения изменения ширины сварочного зазора, приводящего к образованию "горячих трещин".
Известен способ ремонта рельсов с помощью непрерывной электродуговой сварки [патент № RU2364674C1 "Способ ремонта рельсов железнодорожного пути без удаления их с полотна", МПК E01B31/18, B21K9/00, дата публ. 20.08.2009], при котором смещение свариваемых рельсов контролируют по относительному смещению контрольных меток (рисок), нанесенных краской на подошве рельса и подкладках не менее чем в трех местах. По окончании процесса сварки общее перемещение конца рельсовой плети должно быть равно величине технологического припуска, при этом отклонение от первоначального (базового, или "нулевого") положения допускается в пределах от -1 до +3 мм. Однако точность определения величины смещения рельса по контрольным рискам, достаточная для целей контроля смещения рельсов при электродуговой сварке, не позволяет зафиксировать сдвиги рельса в десятые доли миллиметра и поэтому не позволяет выявить смещения рельсов (а следовательно, и увеличение или уменьшение сварочного зазора), приводящие к образованию внутренних трещин (горячих трещин) сварного шва.
Следует отметить, что в нормативных документах, регламентирующих выполнение работ на рельсовых путях с помощью термитной сварки (например, ТУ 24.10.75-337-01124323-2019 "Рельсы железнодорожные, сваренные термитным способом. Технические условия", утв. 01.08.2019 распоряжением ОАО "РЖД" № 1643/р; "Инструкция по устройству, укладке, содержанию и ремонту бесстыкового пути", утв. 14.12.2016 распоряжением ОАО "РЖД" от № 2544/р), не предусмотрено выполнение контроля величины смещения свариваемых рельсов на этапе кристаллизации сварного шва.
Представляется целесообразным рассмотреть способ неразрушающего контроля железнодорожных рельсов ультразвуковым методом по патенту № RU2643866С1 ["Способ ультразвукового контроля алюминотермитного сварного соединения рельсов", МПК G01N29/04, E01B35/00, B61K9/08, дата публ. 06.02.2018], при осуществлении которого определяют по меньшей мере две зоны для выполнения УЗК, причем одна из по меньшей мере двух зон выбирается на обливе (валике усиления) сварного соединения с боковой поверхности пера подошвы рельса. Заявляется, что при выполнении УЗК согласно известному способу "слепая зона" в зоне подошвы сварного соединения рельсов отсутствует, обеспечивается повышение точности выявления дефектов сварного шва в зоне подошвы рельсов. Однако, необходимо отметить тот факт, что, как показывают исследования, внутренние дефекты "горячие трещины" чаще всего расположены выше зоны подошвы рельса и таким образом оказываются вне области, в которой с помощью известного технического решения устраняется "слепая зона". Кроме того, направление распространения волны сигнала при сканировании области подошвы рельса (как предлагается по патенту № RU2643866С1) идет параллельно или под очень острым углом к плоскости дефекта, что существенно ухудшает условия отражения сигнала от дефекта и вследствие этого существенно снижает вероятность его обнаружения.
Выполнение технологического процесса термитной сварки рельсов регламентируется нормативным документом – ГОСТ Р 57181-2016 "Сварка рельсов термитная. Технологический процесс".
В качестве технического решения (прототипа), наиболее близкого по совокупности существенных признаков к заявляемому способу термитной сварки рельсов, предлагается выбрать описанный в ГОСТ Р 57181-2016 (раздел 5.3) процесс термитной сварки рельсов.
Согласно ГОСТ Р 57181-2016 (п. 5.3.2-5.3.3) сначала осуществляют подготовительные работы:
производят демонтаж стыкового соединения,
формируют стыковой зазор между торцами рельсов (сварочный зазор),
производят очистку торцов рельсов,
выправляют концы рельсов (до их совмещения в вертикальной и горизонтальной плоскостях),
приподнимают концы рельсов в зоне формирования сварного шва, создавая обратный изгиб,
подготавливают к работе тигель и порцию литейного компонента, после чего приготовленную порцию литейного компонента засыпают в тигель.
В процессе сварки согласно п. 5.3.4 ГОСТ Р 57181-2016 выполняют следующие операции
- установку технологического оборудования и подготовку материалов (п. 5.3.4.1):
в зоне сварного соединения устанавливают технологическое оборудование для термитной сварки, в том числе, горелку (с механизмом настройки горелки, при этом регулируют положение сопла относительно свариваемого зазора), литейную форму на свариваемом стыке (в месте сварочного зазора), литниковый мостик, уплотняют место контакта литейной формы с рельсом формовочным материалом, устанавливают подготовленный тигель с литейным компонентом (осуществляя визуальный контроль центровки литника относительно вертикальной оси свариваемого зазора, после чего поворачивают тигель в сторону от зазора),
- затем производят технологические операции сварки (п. 5.3.4.2):
предварительный подогрев концов рельсов и плавку металла из литейного компонента, для чего производят установку тигля с литейным компонентом над литейной формой, совмещая ось литника с осью свариваемого зазора, затем производят поджиг литейного компонента, находящегося в тигле (тем самым инициируя термитную реакцию), после чего происходит плавка литейного компонента и выпуск расплавленного металла из тигля в литейную форму, после чего обеспечивают выдержку сварного металла в литейной форме, во время которой происходит кристаллизация металла сварного шва,
- послесварочные операции (п. 5.3.4.3):
демонтаж литейного оборудования и оснастки, выполняемый после кристаллизации металла сварного шва, формирование головки рельса в зоне сварного шва, выдержку сварного шва до полного остывания и окончательное шлифование стыкового соединения, после этого выполняют визуальный контроль качества сварного шва на месте производства работ (отсутствие снаружи шва пор, шлаковых включений, непроваров и трещин, выходящих на поверхность стыка, а также проверка геометрии рельса в зоне стыкового соединения) и неразрушающий контроль качества сварного шва ультразвуковым методом.
На завершающем этапе технологического процесса сварки восстанавливают крепление рельса к шпалам в зоне сварного соединения.
Нормативными документами предписано, что при отсутствии дефектов или обнаружении допустимых дефектов сварное соединение принимают в эксплуатацию, а при обнаружении недопустимого дефекта его устраняют путем удаления дефектного участка и установления вместо него нового с помощью термитной сварки.
Однако следует отметить, что ГОСТ Р 57181-2016 не предусматривает выполнения операции контроля изменения величины сварочного зазора, определяемого продольным смещением свариваемых рельсов на этапе кристаллизации сварного шва, то есть после окончания выпуска расплавленного металла в литейную форму. Как указывалось ранее, при термитной сварке в сварном соединении в силу различных факторов возможно появление внутренних дефектов, которые не выявляются при ультразвуковом контроле сварного шва, выполняемом на месте производства работ, в частности, дефект "горячие трещины", которые появляются, как показали исследования, проведенные авторами заявляемого технического решения, в случае изменения ширины (величины) сварочного зазора, имеющего место при продольном смещении (в любом направлении – от или к сварному стыку) хотя бы одного из свариваемых рельсов. Наличие горячих трещин, являющихся внутренним дефектом сварного шва, снижает эксплуатационную надежность рельсового полотна и в процессе его дальнейшей эксплуатации приводит к разрушению рельсовых путей в местах сварного соединения, что создает аварийную ситуацию, требующую незамедлительного ремонта.
Технический результат, на достижение которого направлено заявляемое техническое решение, заключается в том, что на месте проведения сварочных работ обеспечивается возможность выявления в сварном шве внутреннего дефекта "горячие трещины" путем измерения изменения ширины сварочного зазора при продольном смещении свариваемых рельсов (хотя бы одного из рельсов) на этапе кристаллизации металла сварного шва (т.е. после выпуска расплавленного металла в литейную форму), что позволяет при проведении термитной сварки рельсов обеспечить повышение качества сварочных работ, а следовательно, повышение эксплуатационной надежности рельсового пути и безопасности движения по нему. Наличие данного внутреннего дефекта ("горячие трещины"), не обнаруживаемого методом УЗК на месте выполнения сварочных работ, приводит к разрушению сварного соединения в процессе эксплуатации рельсового пути и по мнению большинства заказчиков работ требует устранения (то есть вырезки дефектного участка, установки нового и выполнения повторной сварки).
Для достижения указанного выше технического результата предлагается способ термитной сварки рельсов, включающий формирование сварочного зазора, установку литейной формы в месте сварочного зазора, размещение тигля с литейным компонентом над литейной формой, инициацию термитной реакции, плавку литейного компонента и выпуск расплавленного металла из тигля в литейную форму, выдержку сварного металла в литейной форме, обеспечивающую возможность кристаллизации металла сварного шва.
При этом, согласно заявляемому техническому решению, на этапе выдержки сварного металла в литейной форме осуществляют контроль изменения ширины сварочного зазора в интервале времени от 60 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму до 210 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму. Таким образом контроль изменения ширины сварочного зазора производят в интервале времени длительностью 150 секунд, при этом отсчет указанного интервала времени начинается через 60 секунд с момента окончания выпуска расплавленного металла. Вывод об образовании внутреннего дефекта "горячая трещина" в сварном шве делают в случае, если по результатам осуществленного контроля изменение ширины сварочного зазора составляет по меньшей мере 0,2 мм (то есть 0,2 мм и более) - в случае увеличения ширины сварочного зазора или по меньшей мере 2 мм (то есть 2 мм и более) - в случае уменьшения ширины сварочного зазора.
Выполнение контроля изменения ширины сварочного зазора после выпуска расплавленного металла в литейную форму согласно предлагаемому способу термитной сварки рельсов обеспечивает, в отличие от прототипа, возможность исполнителю работ выявить воздействие, при котором происходит образование внутреннего дефекта "горячие трещины" в сварном соединении (в металле сварного шва), что, в свою очередь, позволяет устранить данный дефект путем переварки сварного стыка по тому же месту или вырезки дефектного участка рельса и вваривания на его место нового участка. Такое устранение дефекта и его способ обычно выполняется в рамках предварительного согласования с заказчиком работ. Отсутствие в сварных соединениях таких дефектов как горячие трещины обеспечивает повышение качества термитной сварки рельсов, увеличивая тем самым безопасность движения, эксплуатационную надежность и срок службы рельсового пути.
Контроль изменения ширины сварочного зазора может быть осуществлен путем измерения продольного смещения каждого из свариваемых рельсов. При этом величина изменения ширины сварочного зазора определяется как суммарная величина продольного смещения обоих рельсов с учетом направления их смещения. Данный способ представляется простым в реализации, отвечает требованиям надежности и технологичности и может быть выполнен с использованием стандартных измерительных устройств.
Преимущества использования измерительных устройств для измерения продольного смещения каждого из свариваемых рельсов по сравнению, например, с использованием триггерных устройств, заключается в их большей информативности, что, в частности, дает возможность в ряде случаев предотвратить появление дефектов сварного шва. Контроль продольного смещения каждого из свариваемых рельсов может быть осуществлен с помощью измерительных устройств, установленных по меньшей мере по одному с каждой из сторон от сварного шва по протяженности рельса. Установка двух или более измерительных устройств для контроля продольного смещения каждого из свариваемых рельсов повышает надежность работы оборудования (выполнения измерений). Указанное дублирование измерительных устройств для каждого из свариваемых рельсов обусловлено тем, что весь комплекс работ проводится в полевых условиях, когда возможен выход из строя измерительного прибора, например, в результате его случайного повреждения.
В качестве измерительного устройства может быть использован измерительный индикатор. Измерительные индикаторы характеризуются высокой точностью (±0,01мм, ±0,001мм) и широким диапазоном измерений, а также являются простыми, технологичными и надежными в эксплуатации, что обуславливает их преимущества, в частности, перед оптическими системами или электромагнитными датчиками (применяемыми при магнитометрическом способе измерения смещения). Например, может быть использован измерительный индикатор марки ИЧЦ-0-12,5 0,01 [адрес интернет-страницы: https://chiz.ru/catalog/indikatory-chasovogo-tipa-ich-it-ichts-ichs/indikator-ichts-0-12-5-0-01-chiz/].
Инициация термитной реакции может быть осуществлена путем поджига (в частности, термитной спичкой) литейного компонента, находящегося в тигле, т.к. данный способ является наиболее простым и наиболее часто применяемым при термитной сварке (по сравнению, например, с использованием специального пиропатрона, электроразряда и т.д.).
Как отмечалось ранее, на этапе кристаллизации металла сварного шва в результате воздействия внешних факторов может происходить продольное смещение свариваемых рельсов и, соответственно, изменение величины сварочного зазора – ширина зазора может увеличиваться или уменьшаться. Результаты экспериментальных исследований, проведенных авторами, подтвердили, что как при увеличении, так и при уменьшении величины сварочного зазора может происходить образование внутренних дефектов сварного шва – горячих трещин, которые при эксплуатации рельсового пути приводят к разрушению рельсов в местах сварных стыков.
Увеличение или уменьшение ширины зазора может иметь место как при разнонаправленном, так и при однонаправленном смещении свариваемых рельсов.
Увеличение ширины зазора происходит в случае продольного смещения обоих свариваемых рельсов в направлении от сварного стыка, либо в случае смещения одного из рельсов в направлении от сварного стыка при неподвижном другом рельсе, либо в случае, когда смещение одного из рельсов в направлении от сварного стыка больше смещения другого рельса по направлению к сварному стыку.
Уменьшение ширины сварочного зазора происходит в случае продольного смещения обоих свариваемых рельсов в направлении к сварному стыку, либо в случае смещения одного из рельсов в направлении к сварному стыку при неподвижном другом рельсе, либо в случае, когда смещение одного из рельсов в направлении к сварному стыку больше смещения другого рельса по направлению от сварного стыка.
При отсутствии продольного смещения свариваемых рельсов ширина сварочного зазора не изменяется. Теоретически возможна ситуация равного однонаправленного смещения свариваемых рельсов, однако вероятность такого смещения ничтожно мала, и, кроме того, следует отметить, что на практике, при проверке авторами в "полевых условиях" достоверности результатов имитационных исследований, не было зарегистрировано таких случаев.
В лабораторных условиях авторами заявляемого технического решения было осуществлено натурное моделирование и проведены экспериментальные исследования влияния изменения ширины (величины) сварочного зазора на появление внутри металла сварного шва горячих трещин на протяжении всего времени кристаллизации металла сварного шва.
Результаты проведенных экспериментов позволили выявить временные параметры этапа кристаллизации металла сварного шва и граничные величины изменений ширины сварочного зазора, при которых в сварном шве при выдержке сварного металла в литейной форме (то есть на протяжении этапа кристаллизации металла) происходит образование внутреннего дефекта "горячие трещины".
Полученные результаты экспериментов позволили определить условия (критерии) осуществления контроля изменения ширины сварочного зазора, позволяющие сделать заключение об образовании в сварном шве горячих трещин.
Исследования проводились с образцами сварных соединений, разбитых на группы по типу сдвига рельсов. В качестве образцов исследовались сварные соединения участков рельсов Р65 с номинальной шириной сварочного зазора 25 мм. При выполнении исследований проводилась термитная сварка участков рельсов, в процессе выполнения которой сварные соединения подвергались воздействию, изменяющему ширину сварочного зазора в комбинациях смещений свариваемых рельсов, описанных выше.
Группы образцов сварных соединений подвергались воздействию, изменяющему ширину зазора на величину в интервале от 0,2 мм до 3,0 мм с шагом 0,05 мм.
В каждой группе образцов заданное значение изменения ширины зазора осуществлялось в интервале времени 5 минут (что соответствует времени кристаллизации металла сварного шва согласно применяемому технологическому процессу сварки), начиная с момента окончания выпуска расплавленного металла в литейную форму, а в пограничных точках испытания были повторены с шагом 10 секунд в меньшую и большую сторону от пограничного значения (для более точного определения пограничного момента времени).
После выполнения термитной сварки с моделированием изменения ширины сварочного зазора в заданных параметрах и момента времени, в который это изменение было произведено, все контрольные образцы были исследованы на наличие горячих трещин внутри металла сварного шва.
При анализе результатов исследований было установлено, что на этапе выдержки сварного металла в литейной форме (то есть в процессе кристаллизации металла сварного шва) горячие трещины, являющиеся внутренним дефектом сварного шва, образуются, если в интервале времени 60 - 210 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму, то есть в течение 150 сек, отсчет которых начинают производить через 60 секунд с момента окончания выпуска расплавленного металла, ширина сварочного зазора либо увеличивается на 0,2 мм и более (то есть суммарное усилие, действующее на сварочный зазор, является растягивающим) либо уменьшается на 2 мм и более (то есть суммарное усилие, действующее на сварочный зазор, является сжимающим). Еще раз следует отметить, что указанное изменение ширины сварочного зазора может иметь место в любой момент в течение указанного интервала времени (150 секунд, отсчет которых начинают через 60 секунд с момента окончания выпуска металла литейную форму). Контроль изменения ширины сварочного зазора может осуществляться как непрерывно (что является предпочтительным), так и через заданные промежутки времени (то есть дискретно).
Графические материалы поясняют проведение контроля изменения ширины сварочного зазора на этапе кристаллизации сварного металла.
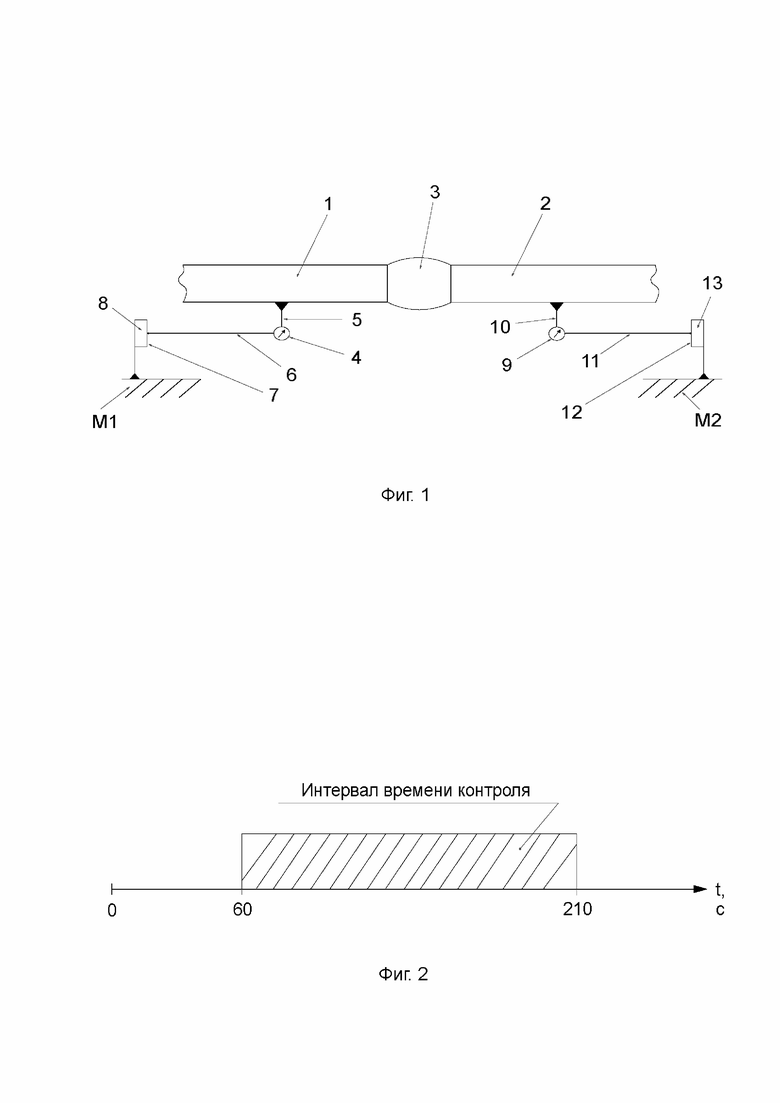
На фиг. 1 представлена схема осуществления контроля изменения ширины сварочного зазора путем контроля продольного смещения свариваемых рельсов (все элементы на схеме изображены условно).
На фиг. 2 на линейной шкале графически показаны временные границы этапа контроля изменения ширины сварочного зазора.
Заявляемый способ термитной сварки рельсов может применяться при ремонте рельсов различных типов (железнодорожных, трамвайных, крановых и пр.), переустройстве рельсовых путей (при заменен стыковых путей на бесстыковые), при укладке нового рельсового полотна и т.д. Далее приведен пример осуществления заявляемого способа термитной сварки рельсов.
При производстве сварки, например железнодорожных рельсов Р65, сначала формируют сварочный зазор между торцами рельсов (номинальная ширина зазора 25 мм), осуществляют выравнивание концов рельсов до их совмещения в вертикальной и горизонтальной плоскостях, приподнимают концы рельсов в зоне формирования сварного шва, создавая обратный изгиб, подготавливают тигель с литейным компонентом. Необходимо отметить, что при осуществлении способа может быть использован как многоразовый, так и одноразовый тигель, а порция литейного компонента может подготавливаться на месте производства сварочных работ либо может использоваться заранее подготовленная (например, на заводе). Потом в зоне сварного соединения устанавливают газовую горелку, литейную форму (состоящую, например, из двух полуформ), подготовленный тигель с литейным компонентом, при этом осуществляют контроль центровки литника тигля относительно вертикальной оси сварочного зазора, после чего поворачивают тигель в сторону от зазора.
Затем производят предварительный подогрев концов рельсов, устанавливают тигель с литейным компонентом над литейной формой, совмещая ось литника с осью сварочного зазора и производят поджиг литейного компонента с помощью термитной спички. После инициации термитной реакции происходит плавка литейного компонента. Термитная реакция длится 20-30 сек, затем срабатывает тигельная пробка и происходит выпуск расплавленного металла из тигля в литейную форму.
После этого обеспечивают выдержку сварного металла в литейной форме, во время которой происходит кристаллизация металла сварного шва. Именно на этом этапе осуществляют контроль изменения ширины сварочного зазора, позволяя тем самым определить, появились или нет горячие трещины в металле сварного шва при кристаллизации металла.
В представленном примере выполнения способа контроль изменения ширины зазора производят путем контроля (измерения) смещения каждого из свариваемых рельсов.
Измерение величины продольного сдвига рельсов производится с помощью измерительных индикаторов. Можно использовать схему измерения, представленную на фиг. 1, на которой схематично показано сварное соединение свариваемых рельсов 1 и 2, сварочный зазор 3 между концами рельсов 1 и 2, индикатор 4, неподвижно соединенный с рельсом 1. Индикатор 4 может быть установлен, например, на кронштейне 5, неподвижно закрепленном на рельсе 1. Щуп 6 индикатора 4 контактирует с базовой поверхностью 7 упорной пластины 8, неподвижно соединенной с маячной шпалой М1. Щуп 6 подпружинен и имеет возможность смещения как в направлении от базовой поверхности 7, так и в противоположную сторону (к базовой поверхности), обеспечивая возможность измерения (контроля) продольного смещения рельса 1 относительно маячной шпалы М1.
Индикатор 9, неподвижно соединенный с рельсом 2, установлен аналогично индикатору 4 - на кронштейне 10, неподвижно закрепленном на рельсе 2. Щуп 11 индикатора 9 контактирует с базовой поверхностью 12 упорной пластины 13, неподвижно соединенной с маячной шпалой М2. Щуп 11 подпружинен и имеет возможность смещения от и к базовой поверхности 12, обеспечивая возможность измерения (контроля) продольного смещения рельса 2 относительно маячной шпалы М2.
С целью повышения надежности реализации заявляемого способа на свариваемые рельсы могут быть установлены дополнительные индикаторы (на фиг. 1 не показаны), дублирующие работу индикаторов 4 и 9, так как при производстве сварочных работ возможно непреднамеренное смещение и/или повреждение какого-либо из индикаторов, например, при перемещении технологической оснастки.
Технологические маячные шпалы обычно организуются временно на период сварочных работ еще до начала операций сварочного процесса. В качестве маячных шпал М1, М2 используют стандартные путевые шпалы, находящиеся в оптимальной зоне 3-5 м вправо-влево от места сварки стыка. Конкретное место (шпала) выбирается из условия ее надежного положения в балласте (без люфтов и просадок), а по расстоянию – не ближе 3 м (т.е. за пределами зоны активной работы сварщиков у стыка), чтобы минимизировать вероятность случайного повреждения индикаторов, но не далее 5 м, чтобы при контроле показаний индикаторов сварщики находились бы в пределах визуальной и голосовой связи друг с другом недалеко от стыка.
Установку индикаторов 4 и 9 и упорных пластин 8 и 13 целесообразно выполнять после предварительной подготовки рельсов к сварке (выравнивания рельсов), установки технологического оборудования и подготовки материалов, но до начала операции предварительного подогрева свариваемых рельсов. Затем необходимо выставить щупы 6 и 11 индикаторов 4 и 9 в упор (до соприкосновения) с соответствующими базовыми поверхностями 7 и 12 упорных пластин 8 и 13, после чего, для удобства снятия показаний при последующих измерениях, целесообразно произвести обнуление индикаторов 4 и 9. Обнуление индикаторов 4 и 9 возможно выполнить и позже - в процессе последующей операции предварительного подогрева концов свариваемых рельсов, но строго - до начала выпуска расплавленного металла из тигля в литейную форму.
Как уже было отмечено выше, контроль (измерение) смещения каждого из свариваемых рельсов производят после выпуска расплавленного металла из тигля в литейную форму (то есть на этапе выдержки сварного металла в литейной форме, во время которой происходит кристаллизация металла сварного шва).
Моментом окончания заливки сварного металла в литейную форму считают момент падения (выпуска) последней капли расплавленного металла из тигля в литейную форму (моментом падения последней капли считается визуальное окончание выпуска металла из литника тигля, т.е. полное его опорожнение), и этот момент является началом отсчета времени при проведении контроля.
Контроль могут осуществлять, например, специалисты-сварщики бригады, выполняющей сварочные работы. Один специалист производит наблюдения за показаниями измерительного индикатора 4, другой – за показаниями измерительного индикатора 9, при этом третий специалист или кто-то из этих двух специалистов контролирует отсчет времени и фиксирует сообщаемые показания измерительных индикаторов.
Как было указано выше, контроль изменения ширины сварочного зазора осуществляют в интервале времени 60 - 210 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму (фиг. 2). Для этого с момента окончания выпуска сварного металла в литейную форму отсчитывают 60 секунд (например, с помощью секундомера), после чего начинают наблюдать за изменением показаний индикаторов 4 и 9. Необходимо обратить внимание, что если в течение 60 секунд после окончания выпуска сварного металла в литейную форму происходили смещения рельсов 1 и/или 2, то показания индикаторов являются отличными от "0". Однако, как отмечалось ранее, продольные смещения свариваемых рельсов, происходящие на данном отрезке времени (то есть в первые 60 секунд после заливки металла в литейную форму, пока металл еще до конца не закристаллизовался и не "набрал прочность" во всем объеме сварочной ванны), не приводят к образованию "горячих трещин" внутри металла сварного шва. Поэтому в случае сдвига рельсов на момент начала контроля (60 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму) показания измерительных индикаторов фиксируют, после чего уже именно эти показания становятся начальными для определения величины смещения рельса в течение контролируемого отрезка времени. После начала контроля наблюдения за изменениями показаний измерительных индикаторов 4 и 9 осуществляют в интервале времени 150 секунд.
В течение указанного интервала времени контролируют изменения показаний индикаторов и в случае изменения показаний фиксируют происходящие изменения и соответствующие им моменты времени. После окончания интервала времени контроля вычисляют величины происходивших изменений ширины сварочного зазора (с учетом зафиксированных моментов времени и направления сдвигов свариваемых рельсов).
В случае, если в течение указанного интервала времени изменения ширины сварочного зазора выходили за допустимые пределы (по меньшей мере 0,2 мм - в случае увеличения ширины сварочного зазора, или по меньшей мере 2 мм - в случае уменьшения ширины сварочного зазора) делают вывод об образовании внутреннего дефекта "горячая трещина" в сварном шве. Соответственно в этих случаях сварной шов признается дефектным и подлежащим переварке.
При это необходимо отметить, что возможен случай, когда в течение контрольного интервала времени будет происходить несколько шагов смещений рельсов (или какого-либо одного рельса), некоторые из которых могут сначала привести к превышению допустимых пределов изменений ширины сварочного зазора, а последующие шаги смещения рельсов приведут к возврату ширины сварочного зазора в допустимые пределы изменений или вообще к исходному значению. В таком случае в качестве итоговой величины изменения ширины сварочного зазора в контрольном интервале времени (60 – 210 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму) выбирают величину наибольшего изменения ширины зазора и сопоставляют ее с указанными выше допустимыми пределами изменения ширины сварочного зазора.
Если свариваемые рельсы 1 и 2 оставались неподвижными в течение контрольного интервала времени или их смещение не превышало допустимые границы, то признается, что сварное соединение не имеет дефектов "горячие трещины".
Ниже в таблице представлены примеры измерений изменения величины сварочного зазора (в таблице условно принята система отрицательных значений – для случаев уменьшения ширины зазора, т.е. когда рельсы сдвигаются в направлении к стыку, и положительные значения – для случаев увеличения ширины зазора при движении рельсов в направлении от стыка):
* индикатор 1 показан на фиг.1 позицией 4;
** индикатор 2 показан на фиг.1 позицией 9.
Необходимо отметить, что возможно автоматизированное выполнение контроля продольного смещения свариваемых рельсов, например, с использованием системы передачи данных от цифровых измерительных индикаторов в заданные моменты времени в электронное устройство сбора, хранения и обработки информации. Для реализации такого автоматизированного контроля необходимо соответствующее специализированное оборудование и программное обеспечение.
После окончания этапа выдержки сварного металла в литейной форме (то есть после окончания кристаллизации металла сварного шва) производят разборку форм, снятие грата и черновую шлифовку стыка, потом дают сварному шву остыть до температуры окружающей среды и выполняют чистовую шлифовку. Поле этого производят визуальный контроль качества сварного шва на месте производства работ, проверку геометрии рельса в зоне сварного стыка, а также контроль качества шва ультразвуковым методом.
Таким образом, заявляемое техническое решение позволяет в полевых условиях на месте проведения сварочных работ в процессе термитной сварки рельсов на этапе выдержки металла в литейной форме установить происходило ли продольное смещение свариваемых рельсов, вызывающее появление внутренних дефектов "горячие трещины" в сварном соединении (в металле сварного шва) и, при выявлении такого смещения, вовремя принять меры по не допущению приемки такого стыка с дефектом в эксплуатацию, и планово произвести заново сварку стыка (удалить дефектный участок и вварить вместо него новый). Выявление сварных соединений, имеющих появившиеся при выполнении термитной сварки внутренние дефекты "горячие трещины", которые не выявляются методом ультразвукового контроля на месте проведения работ, обеспечивает повышение качества сварочных работ, а следовательно, повышение эксплуатационной надежности рельсового пути и безопасности движения по нему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ | 2010 |
|
RU2464141C2 |
| СПОСОБ ПЕРЕУСТРОЙСТВА ДЕЙСТВУЮЩЕГО ЗВЕНЬЕВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ ПУТЬ | 2012 |
|
RU2543112C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ АЛЮМИНОТЕРМИТНОЙ НАПЛАВКИ ГОЛОВКИ РЕЛЬСА | 2023 |
|
RU2821249C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ДЕЙСТВУЮЩЕГО СТЫКОВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ | 2008 |
|
RU2378440C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2000 |
|
RU2163184C1 |
| АЛЮМОТЕРМИТНАЯ СМЕСЬ ДЛЯ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ АЛЮМОТЕРМИТНОЙ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2578271C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ | 1998 |
|
RU2124424C1 |
Изобретение может быть использовано при восстановлении, ремонте или переустройстве рельсовых путей посредством термитной сварки без снятия рельсов с полотна. Проводят установку литейной формы в месте сварочного зазора, размещение тигля с литейным компонентом над литейной формой, инициацию термитной реакции, плавку литейного компонента, выпуск расплавленного металла в литейную форму и выдержку сварного металла в литейной форме. Через 60 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму начинают контроль изменения ширины сварочного зазора и проводят его в течение 150 секунд. Вывод об образовании внутреннего дефекта «горячая трещина» в сварном шве делают в случае увеличения в указанный период времени ширины сварочного зазора по меньшей мере на 0,2 мм или в случае уменьшения ширины сварочного зазора по меньшей мере на 2 мм. Технический результат заключается в повышении качества сварочных работ за счет выявления в сварном шве внутреннего дефекта «горячие трещины». 4 з.п. ф-лы, 2 ил., 1 табл.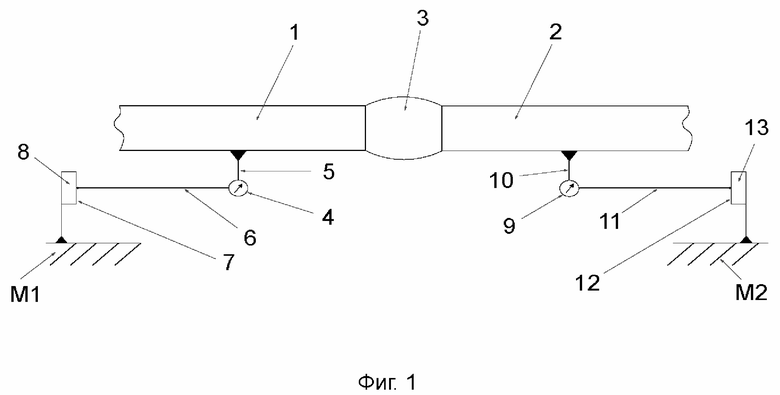
1. Способ термитной сварки рельсов, включающий формирование сварочного зазора, установку литейной формы в месте сварочного зазора, размещение тигля с литейным компонентом над литейной формой, инициацию термитной реакции, плавку литейного компонента и выпуск расплавленного металла из тигля в литейную форму, выдержку сварного металла в литейной форме и контроль качества полученного сварного шва, по результатам которого проводят отбраковку сварного соединения, отличающийся тем, что на этапе выдержки сварного металла в литейной форме осуществляют контроль изменения ширины сварочного зазора при продольном смещении свариваемых рельсов, причем упомянутый контроль начинают через 60 секунд с момента окончания выпуска расплавленного металла из тигля в литейную форму и проводят в течение 150 секунд, а вывод об образовании внутреннего дефекта "горячая трещина" в сварном шве делают в случае увеличения в указанный период времени ширины сварочного зазора по меньшей мере на 0,2 мм или в случае уменьшения ширины сварочного зазора по меньшей мере на 2 мм.
2. Способ термитной сварки рельсов по п.1, отличающийся тем, что контроль изменения ширины сварочного зазора осуществляют путем измерения продольного смещения каждого из свариваемых рельсов.
3. Способ термитной сварки рельсов по п.2, отличающийся тем, что контроль продольного смещения каждого из свариваемых рельсов осуществляют с помощью измерительных устройств, установленных по меньшей мере по одному с каждой из сторон от сварного шва по протяженности рельса.
4. Способ термитной сварки рельсов по п.3, отличающийся тем, что в качестве измерительного устройства использован измерительный индикатор.
5. Способ термитной сварки рельсов по п.1, отличающийся тем, что инициацию термитной реакции осуществляют путем поджига литейного компонента, находящегося в тигле.
| Тяговое приспособление для передвижения погрузочного пакета | 1939 |
|
SU57181A1 |
| Сварка рельсов термитная | |||
| Технологический процесс, М., Стандартинформ, 2016, раздел 5.3 | |||
| СПОСОБ ПРЕОБРАЗОВАНИЯ ДЕЙСТВУЮЩЕГО СТЫКОВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ | 2008 |
|
RU2378440C1 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| Способ возведения гидроотвалов | 1977 |
|
SU637480A1 |

