Изобретение относится к литейной форме, позволяющей осуществить способ алюминотермитной сварки рельсов методом промежуточного литья с одновременным ремонтом поверхности катания в зоне стыка изношенных концов рельсов на месте без изъятия их с полотна, что необходимо, например, при переустройстве действующею звеньевого рельсового пути в бесстыковой путь.
Аналогами изобретений являются литейные формы для алюминотермитной сварки рельсов по патентам RU 2119854, ФРГ 1239915, включающие две полуформы с литьевым мостиком в верхней части, образующие сварочную полость для размещения концов свариваемых рельсов, заполняемую расплавленным металлом, и каналы для подачи расплавленного металла в сварочные полости.
Однако указанные литейные формы не обеспечивают решение проблемы ремонта поверхности катания рельса наплавкой термитным металлом с целью устранения износа и дефектов в виде выкрашиваний, отслоений, возникающих на концах рельсов при накладочно-болтовом соединении рельсов.
Известно, что в настоящее время для устранения износа и дефектов рельсовых концов применяют наплавку металла электродуговым способом с использованием присадочной проволоки. Известен также способ ремонта поверхности катания рельсов алюминотермитной сваркой и применением литейных форм для устранения этих дефектов в виде отдельной технологической операции.
Между тем при переустройстве действующего звеньевого рельсового пути в бесстыковой, как правило, возникает необходимость сварки и одновременного ремонта изношенных и дефектных концов рельсов.
Наиболее близким аналогом (прототипом) изобретения является литейная форма для алюминотермитной сварки, включающая две полуформы с литьевым мостиком в верхней части, образующие сварочную полость для размещения концов свариваемых рельсов, заполняемую расплавленным металлом, выполненные, по крайней мере, в одной из полуформ, по крайней мере, один боковой канал, сообщающий пространство над литьевым мостиком с нижней частью сварочной полости, по крайней мере, один дополнительный средний канал, сообщающий боковой канал со средней частью сварочной полости в области головок рельсов, и, по крайней мере, один дополнительный верхний канал, сообщающий боковой канал с верхней частью сварочной полости над головками рельсов (см. RU 2116875, В23K 23/00, 1998).
Однако указанная литейная форма не решает задачи одновременной алюминотермитной сварки концов рельсов и их ремонта путем наплавки термитным металлом. Для ремонта концов рельсов наплавкой термитного металла при использовании литейной формы по прототипу потребуется проведение еще дополнительной технологической операции по наплавке и применение дополнительной литейной формы. В этом случае время работы на действующем пути увеличивается за счет последовательного применения двух технологических процессов, что также является недостатком, так как требует увеличения продолжительности закрытия перегонов для выполнения работ.
К недостаткам литейной формы, принятой в качестве прототипа, относятся конструктивные недостатки каналов и гидравлической схемы движения расплавленного жидкого металла, что приводит к турбулизации потока, завихрениям и затрудняет отвод шлаков и газов, что приводит к ухудшению качества литья и снижает прочность сварного соединения рельсов.
Задачей настоящего изобретения является сокращение сроков осуществления сварки концов рельса и ремонта поверхности катания головки рельса при переустройстве звеньевого рельсового нуги в бесстыковой на действующем пути в полевых условиях, а также повышение качества сварного шва и термитного металла наплавки.
Технический результат заключается в одновременном со сваркой концов рельса ремонте поверхности катания рельса в зоне стыка наплавкой и, тем самым, ликвидации дефектов поверхности катания концов рельсов в зоне, примыкающей к сварному шву, а также в проведении всего процесса заливки металла при оптимальных температурах, предотвращении его быстрого охлаждения и обеспечении беспрепятственного удаления из расплавленного металла шлаков и газов.
Указанные задача и технический результат достигаются тем, что в литейной форме для алюминотермитной сварки рельсов, включающей две полуформы с литьевым мостиком в верхней части, образующие сварочную полость для размещения концов свариваемых рельсов, заполняемую расплавленным металлом, выполненные, по крайней мере, в одной из полуформ, по крайней мере, один боковой канал, сообщающий пространство над литьевым мостком с нижней частью сварочной полости, по крайней мере, один дополнительный средний канал, сообщающий боковой канал со средней частью сварочной полости в области головок рельсов и, по крайней мере, один дополнительный верхний канал, сообщающий боковой канал с верхней частью сварочной полости над головками рельсов, в отличие от прототипа, по крайней мере, в одной из полуформ средняя и верхняя части выполнены расширенными с образованием внутренней сварочной полости шириной не менее протяженности дефекта поверхности катания головки рельса.
А также тем, что в каждой из полуформ средняя и верхняя части выполнены расширенными с образованием внутренней сварочной полости шириной не менее протяженности дефекта поверхности катания головки рельса.
А также тем, что дополнительный верхний канал и дополнительный средний каналы выполнены круглого овального, квадратного или прямоугольного сечения и имеют переменное сечение, увеличивающееся к входу в сварочную полость.
А также тем, что дополнительный верхний канал выполнен в виде щели с переменным сечением, увеличивающимся в направлении сварочной полости.
А также тем, что литьевой мостик в сечениях, перпендикулярных или параллельных оси рельсов выполнен в виде трапеции, сужающейся книзу, а в месте установки литьевого мостика полуформы внутри имеют фаски с наклоном к головке рельса под углом, равным углу наклона боковых сторон трапеции.
А также тем, что литьевой мостик выполнен с возможностью вытеснения расплавленным металлом в пространство над местом его установки после заполнения сварочной полости расплавленным металлом.
А также тем, что боковой канал, сообщающий пространство над литьевым мостиком с нижней частью сварочной полости выполнен расширяющимся к входу в зону заливки подошвы рельса
Конструкция предложенной литейной формы для литья металла в свариваемый зазор обеспечивает отвод части расплавленного металла, подаваемого для образования сварного соединения рельсов и на одновременный ремонт поверхности катания рельса в зоне стыка наплавкой путем ликвидации оставшихся дефектов поверхности катания концов рельсов в зоне, примыкающей к сварному шву.
Расширение литейной формы в зоне головки рельса для обеспечения наплавки примыкающей поверхности катания определяется длиной наплавляемой поверхности. С целью достижения равномерности поступления расплавленного металла в зону наплавки литейную форму снабжают дополнительными каналами круглой, прямоугольной, квадратной или щелевидной формы. Щелевидная форма предпочтительнее при наплавке дефектной поверхности максимальной длины.
Предложенная литейная форма позволяет выполнять эти операции в рамках одного технологического процесса. Благодаря усовершенствованию гидравлической схемы движения потока расплавленного металла и конструктивных элементов каналов для подачи металла в зоны сварки и наплавки улучшается качество термитного литья за счет лучшего удаления шлаков и газов из зоны заливки сечения рельсов. При этом повышается качество сварного соединения, достигается экономия времени, трудозатрат, сокращается количество используемого оборудования и ресурсов на проведение работ.
На фиг.1 показана литейная форма для алюминотермитной сварки и ремонта поверхности катания рельса (поперечный разрез в зоне стыка).
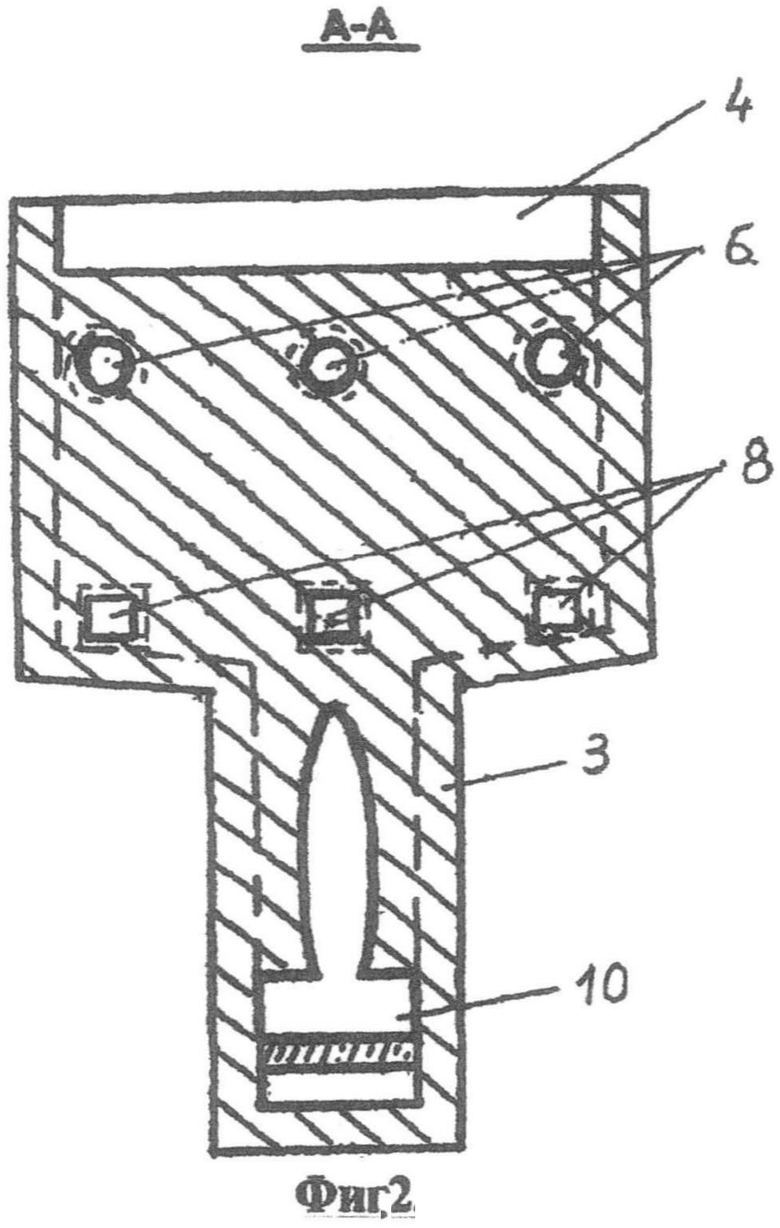
На фиг.2 показан разрез литейной формы по линии А-А на фиг.1 с видом каналов для подачи расплавленного металла в зоны сварки и наплавки.
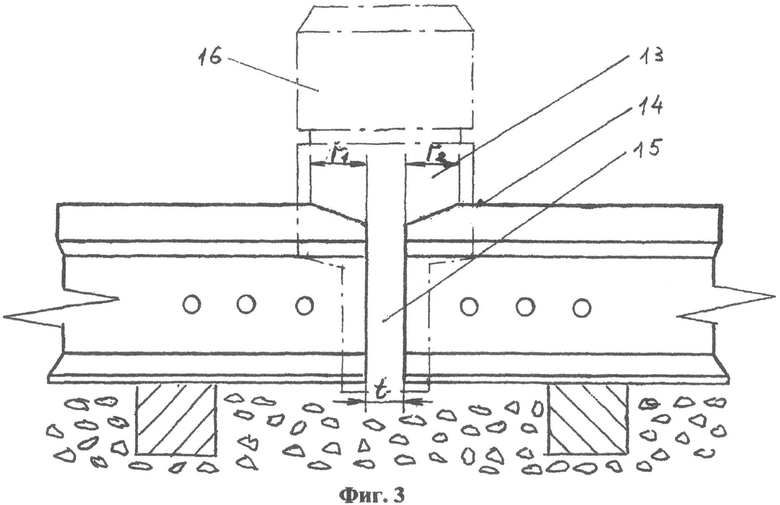
На фиг.3 показана схема алюминотермитной сварки рельсов и ремонта поверхности катания рельсов в зоне с применением предложенной литейной формы.
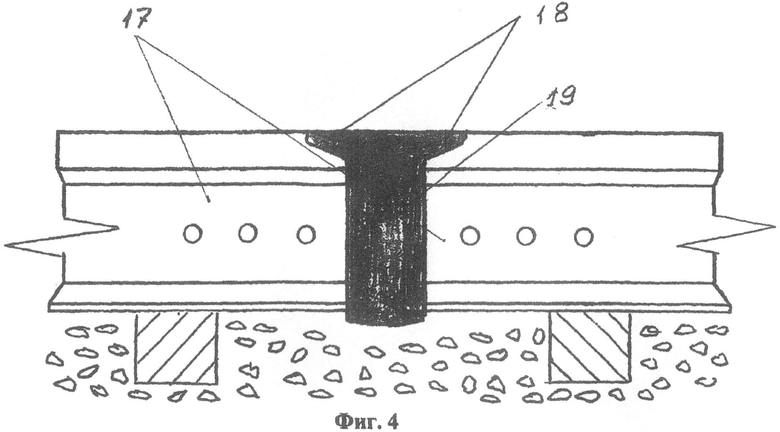
На фиг.4 показаны сваренные рельсы с отремонтированными поверхностями катания в зоне стыка с применением предложенной литейной формы.
Литейная форма для алюминотермитной сварки и ремонта поверхности катания рельса в зоне стыка, показанная на фиг.1, является разъемной, состоит из левой полуформы 1, литейного мостика 2, правой полуформы 3, сборной камеры термитного металла 4, в каждой из полуформ выполнен боковой канал 5, сообщающий пространство над литьевым мостиком 2 с нижней частью внутреннего объема формы - сварочной полости, дополнительный верхний канал 6, сообщающий боковой канал 5 с верхней частью сварочной полости над головками рельсов для подвода расплавленного металла в зону 7 заливки головки рельсов и наплавки, а также дополнительный средний канал 8, сообщающий боковой канал со средней частью сварочной полости в области головок рельсов над зоной 9 заливки шейки рельса. Расплавленный термитный металл из сборной камеры 4 разделяется на два потока литейным мостиком 2. Расплавленный металл по боковым каналам 5 заливки металла поступает в зону 19 заливки подошвы рельса, затем восходящим потоком заполняет зону 9 заливки шейки рельса. Свежие порции металла поступают через каналы 8 и 6 в зону 7 заливки головки рельса и ремонта концов рельсов наплавкой поверхности катания. Сечение дополнительных каналов 8 может быть круглым, прямоугольным или квадратным. При большой площади наплавки, требующей увеличения расхода металла, применяют прямоугольные щелевидные каналы (не показаны). Дополнительные свежие порции термитного металла входят через каналы 6, которые также могут быть круглыми, квадратными, прямоугольными или щелевидными. Подача свежих порции металла через каналы 6 улучшает качество наплавки благодаря поступлению металла с более высокой температурой в зону ремонта концов рельсов.
Направление движения потока заливаемого металла в литейной форме показано стрелками, в сварочном зазоре металл движется от подошвы 10 вверх к головкам рельса 11, а также поступает через каналы 8 и 6 в сварочную полость.
В процессе промежуточного литья термитного металла с направлением потока в зону 10 подошвы рельса происходит завершение выделения из металла пузырей газов. При дальнейшем восходящем движении потока расплавленного металла пузыри от выходящих газов оказываются сверху под литейным мостиком и не оказывают отрицательного влияния на качество сварки и наплавки. После заполнения зон заливки подошвы 10, шейки 9 и головки 11 с дефектами поверхности катания 12 поток излишнего металла выдавливает литейный мостик 2 и он удаляется в прибыльную часть над поверхностью катания рельса вместе с остатками шлаков и газов.
На фиг.2 показано сечение литейной разъемной формы по линии А-А на фиг.1 в зоне расположения каналов для подачи расплавленного металла в зоны сварки и наплавки. На чертеже видно, что литейная форма в местах ремонта концов рельсов наплавкой термитным металлом расширяется. Расплавленный термитный металл по каналам 6 и 8 поступает на завершение образования сварного соединения рельсов и устранение наплавкой дефектов поверхности катания концов свариваемых рельсов.
На схеме алюминотермитной сварки рельсов и ремонта поверхности катания рельсов в зоне с применением предложенной литейной формы, приведенной на фиг.3, показана установка предложенной литейной формы 13 для ремонта поверхности катания концов рельсов 14 и заполнения зазора для сварки 15 термитным металлом для образования сварного шва. Термитный металл для сварки и ремонта поверхности рельсов наплавкой поступает из тигля с термитом 16.
На фиг.4 показан вид сваренных и отремонтированных рельсов 17. Разрушенные поверхности катания концов рельсов наплавлены термитным металлом 18 и рельсы соединены сварным швом 19.
Такое поэтапное заполнение трех зон литейной формы 10, 9 и 7, начиная с нижней зоны 10, восходящим потоком расплавленного металла не допускает остывания металла и концов рельсов ниже оптимальных значений температуры для обеспечения свариваемости, которая не должна быть ниже 800°C.
Предложенная схема движения расплавленного термитного металла внутри литейной формы способствует хорошему омыванию торцов рельсов в зазоре для сварки t и зоны ремонта поверхности катания r1 и r2 (фиг.3), обеспечивает их хорошее проплавление, свариваемость и наплавку. Кроме того, скапливающийся газ под литейным мостиком 2 повышает давление в верхней зоне 7 заливки головки рельса и наплавки. Это способствует предотвращению бурления расплавленного металла над головкой концов рельсов и в тоне наплавки, что способствует улучшению структуры металла и повышает качество наплавки и сварного шва.
Выполнение каналов подвода расплавленного металла 6, 8, 10 переменного сечения с расширением при входе в сварную полость между торцами рельсов приводит к снижению скорости потока и практически исключает турбулизацию потока. Отсутствие образования завихрений и бурления, которые препятствуют эффективному удалению шлаков и газов из потока, повышает качество литья.
Выполнение литьевого мостика в сечениях, перпендикулярных или параллельных оси рельсов, в виде трапеции, сужающейся книзу, и выполнение в месте установки литьевого мостика полуформ с фасками на внутренней поверхности с наклоном к головке рельса под углом, равным углу наклона боковых сторон трапеции, обеспечивает его легкое всплытие при воздействии на него потока металла, что способствует удалению из литья остатков шлаков и газов, чем достигается повышение качества сварного соединения и ремонта дефектов поверхности катания, их надежность и долговечность.
После заливки расплавленного термитного металла в литейную форму начинается снижение его температуры и наступает процесс кристаллизации, который длится 4,5-5 минут.
После частичного затвердевания металла сварного шва с зоной наплавки до температуры, примерно, 1000-1100°C, его прибыльную часть удаляют обрезным приспособлением (не показано).
Результаты выполненных экспериментальных работ по переустройству действующего звеньевого рельсового пути бесстыковой сваркой с одновременным ремонтом поверхности в зоне стыка с использованием промежуточного литья термитного металла показали, что получаются прочные сварные соединения рельсов с качественной геометрией поверхности катания, повышается надежность и эксплуатационные показатели железнодорожного пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2119854C1 |
| СПОСОБ ПЕРЕУСТРОЙСТВА ДЕЙСТВУЮЩЕГО ЗВЕНЬЕВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ ПУТЬ | 2012 |
|
RU2543112C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ АЛЮМИНОТЕРМИТНОЙ НАПЛАВКИ ГОЛОВКИ РЕЛЬСА | 2023 |
|
RU2821249C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ | 1998 |
|
RU2124424C1 |
| СПОСОБ АЛЮМОТЕРМИЧЕСКОЙ СВАРКИ РЕЛЬСОВ | 1996 |
|
RU2088390C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ | 2010 |
|
RU2464141C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
Изобретение может быть использовано при алюминотермитной сварке рельсов методом промежуточного литья, например, при переустройстве действующего звеньевого рельсового пути в бесстыковой путь. Две полуформы с литьевым мостиком в верхней
части образуют сварочную полость для размещения концов свариваемых рельсов, заполняемую расплавленным металлом. По крайней мере, в одной из полуформ выполнен, по крайней мере, один боковой канал, сообщающий пространство над литьевым мостиком с нижней частью сварочной полости, по крайней мере, один средний канал, сообщающий боковой канал со средней частью сварочной полости в области головок рельсов, и,
по крайней мере, один верхний канал, сообщающий боковой канал с верхней частью сварочной полости над головками рельсов. По крайней мере, в одной из полуформ средняя и верхняя части выполнены расширенными с образованием внутренней сварочной полости шириной не менее протяженности дефекта поверхности катания головки рельса. Литейная форма обеспечивает проведение одновременно сварки и ремонта поверхности катания в зоне стыка изношенных концов рельсов на месте без изъятия их
с полотна. 5 з.п ф-лы, 4 ил.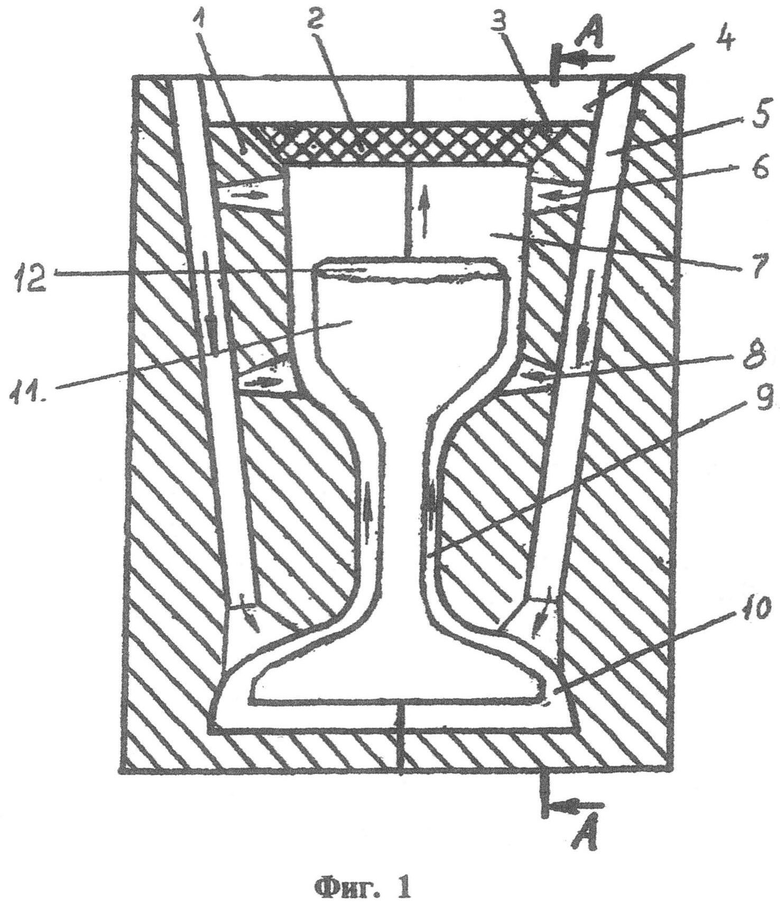
1. Литейная форма для алюминотермитной сварки рельсов, включающая две полуформы с литьевым мостиком в верхней части, образующие сварочную полость для размещения концов свариваемых рельсов, заполняемую расплавленным металлом, при этом, по крайней мере, в одной из полуформ выполнены, по крайней мере, один боковой канал, сообщающий пространство над литьевым мостиком с нижней частью сварочной полости, по крайней мере, один средний канал, сообщающий боковой канал со средней частью сварочной полости в области головок рельсов, и, по крайней мере, один верхний канал, сообщающий боковой канал с верхней частью сварочной полости над головками рельсов, отличающаяся тем, что, по крайней мере, одна из полуформ выполнена расширенной с образованием внутренней сварочной полости в средней и верхней ее частях шириной не менее протяженности примыкающей к сварному шву дефектной зоны поверхности катания головки рельса, с возможностью наплавки упомянутой зоны термитным металлом одновременно со сваркой концов рельсов.
2. Литейная форма по п. 1, отличающаяся тем, что верхний и средний каналы выполнены круглого, овального, квадратного или прямоугольного сечения и имеют переменное сечение, увеличивающееся к входу в сварочную полость.
3. Литейная форма по п. 1, отличающаяся тем, что верхний канал выполнен в виде щели с переменным сечением, увеличивающимся в направлении сварочной полости.
4. Литейная форма по п. 1, отличающаяся тем, что литьевой мостик в сечениях, перпендикулярных или параллельных оси рельсов, выполнен в виде трапеции, сужающейся книзу, а в месте установки литьевого мостика полуформы внутри имеют фаски с наклоном к головке рельса под углом, равным углу наклона боковых сторон трапеции.
5. Литейная форма по п. 1, отличающаяся тем, что литьевой мостик выполнен с возможностью вытеснения расплавленным металлом в пространство над местом его установки после заполнения сварочной полости расплавленным металлом.
6. Литейная форма по п. 1, отличающаяся тем, что боковой канал, сообщающий пространство над литьевым мостиком с нижней частью сварочной полости, выполнен расширяющимся к входу в зону заливки подошвы рельса.
| СПОСОБ ПРЕОБРАЗОВАНИЯ ДЕЙСТВУЮЩЕГО СТЫКОВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ | 2008 |
|
RU2378440C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| Механизм для сообщения поступательного движения механическим саням | 1927 |
|
SU8459A1 |
| СПОСОБ ВЫРАБОТКИ МЯГКИХ КОЖ | 0 |
|
SU178936A1 |
| US 3189959 A, 22.06.1965 | |||
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ КОНТАКТНОЙ ОЧИСТКИ ТРУБ | 0 |
|
SU305917A1 |
| US 1741399 А1, 31.12.1929 | |||

