При выпуске из тигля в сварочную форму расплавленной термитной массы в сварочной форме неизбежно образуются газы. При сварке рельсовых стыков по комбинированному способу сварочный башмак всегда имеет при этом пористое строение вследствие того, что выделению из отливки газов препятствует здесь слой быстро застывающего шлака. Удаление из отливки газов при помощи отдухов, как показывает опыт, является в данном случае недостаточным.
Посредством предлагаемой формы для термитовой сварки рельсов имеется в виду достигнуть устранения вышеуказанного дефекта.
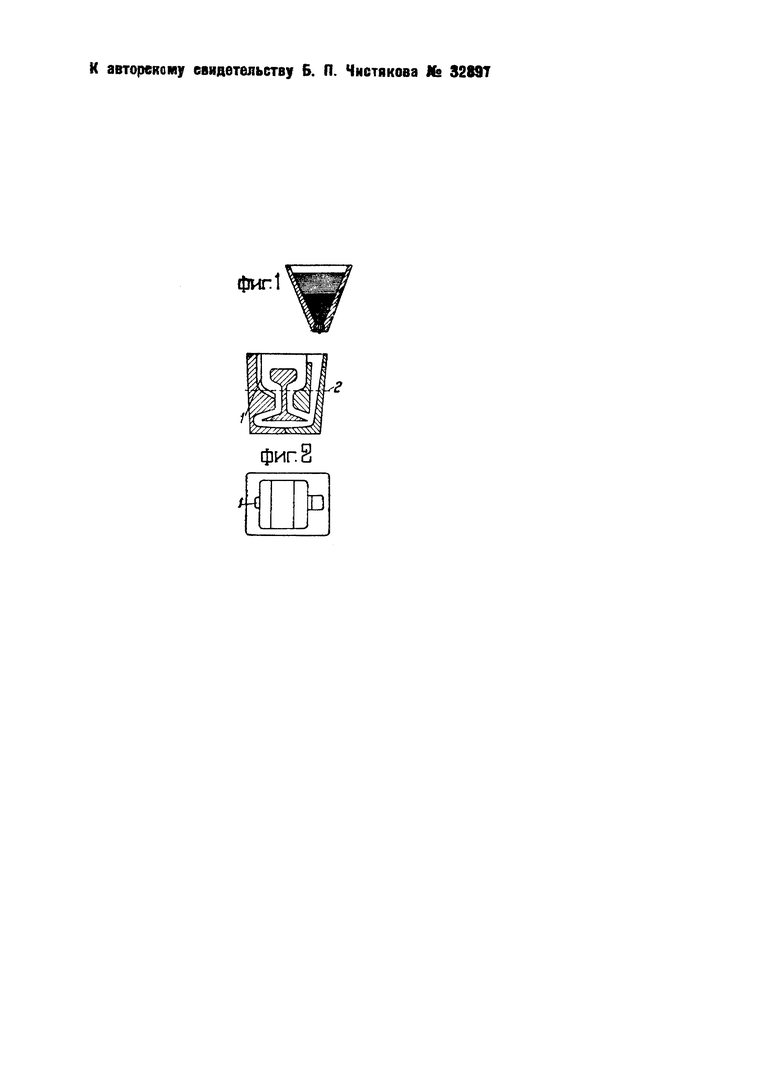
На чертеже фиг. 1 изображает тигель с расплавленной термитовой массой в продольном разрезе; фиг. 2 - форму для термитовой сварки рельсов в продольном разрезе и вид формы сверху.
Предлагаемая форма снабжена специальным выпором, представляющим собой трубку из огнеупорного материала, устанавливаемую в сварочной форме при ее изготовлении. Трубка вкладывается в устраиваемый в сварочной форме с внутренней ее стороны вертикальный паз 1 и заделывается формовочным песком заподлицо с внутренней поверхностью сварочной формы. Нижний конец паза 1 (а следовательно и трубки) должен доходить при этом до глубины, примерно, на 5 мм ниже уровня 2 термитного железа по окончании его выливания. При последующем поступлении в верхнюю часть сварочной формы шлака образующиеся в расплавленном термитном железе газы будут иметь благодаря предлагаемому специальному выпору беспрепятственный выход из сварочной формы вверх.
Специальный выпор может быть изготовлен в виде трубки из толстой бумаги, покрытой снаружи слоем смеси из растворимого стекла и измельченного магнезита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для термитной сварки рельсов | 1935 |
|
SU48428A1 |
| Способ термитной сварки рельсов | 1935 |
|
SU48427A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ РЕЛЬСОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2185266C2 |
| АЛЮМОТЕРМИТНАЯ СМЕСЬ ДЛЯ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ АЛЮМОТЕРМИТНОЙ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2578271C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |
| ШИХТА ДЛЯ ТЕРМИТНОЙ НАПЛАВКИ | 2003 |
|
RU2244614C1 |
Форма для термитовой сварки рельсов, отличающаяся тем, что она снабжена пазом 1, служащим для вмазывания в него трубки, открывающейся нижним концом ниже уровня залитого железа и долженствующей служит выпором.
