1
Изобретение относится к сварке и на-
плавке, металлов и может быть использовано нри|ремолтах крупногабаритных де.талей металлургического и другого оборудования.
Известен способ электрошлаковой наплавки крупногабаритных деталей любой формы. Размеры наплавляемой поверхности могут составлять при этом несколько квадратных метров.
Однако для такой наплавки требуется мощный источник питания и сложное сварочное оборудование для подачи электродов. При наплавке же изношенного слоя I отдельными полосами по периметру наплавляемой детали требуется дополнительное время на изготовление боковых формирующих устройств. Установка тепловых экранов и формирующих устройств в ремонтных условиях сложна и занимает мнохо времени.
Цель изобретения - повышение производительности наплавки.
Для этого предлагают перед наплавкой полос по всему периметру наплавляемой
детали укладывать с зазором металлические продольные полосы, а ;1атем заполнять зазоры нанлаикой.
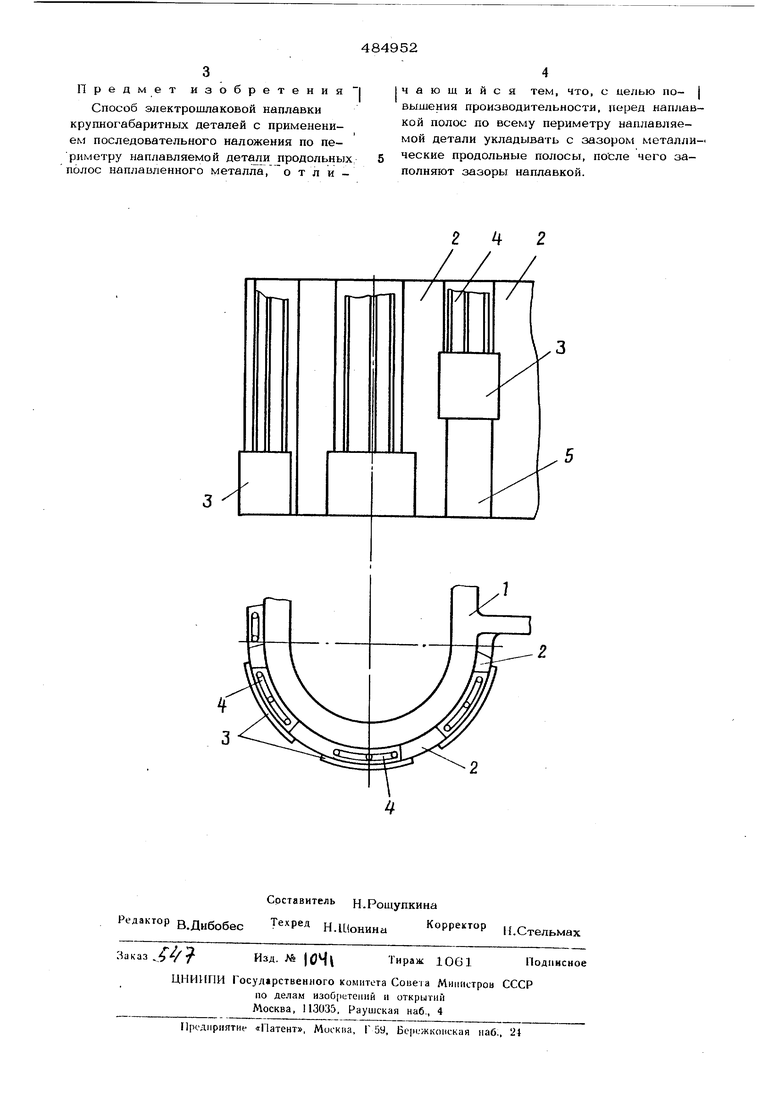
Ма чертеже схематически изображена наплавляемая деталь в виде тела B|jiiuit- ния, спс-реди и вид свсфху.
По всему наплавляемому периметру детали 1 устанавливают и прихватываш металлические полосы 2 нужной толишны и химического состава, которые в при цессе наплавки не расплавляются. }|а металлические юлосы устанавливгают 4 -|мирующие устройства 3. Наплавку производят электродами 4. Металлическая полоса 2, наплавленный металл 5 и основной металл детали 1 надежно соединяются между собой.
Производительность наплавки увеличивается на 6О%. ПроЕьар но границам сплавления наплавленной и металлической полос составляет 100%. Качество наплавленного слоя xopouiee.
Предлагаемый способ прост в осушсхпвлении и не требует специального оборудования.
Предмет изобретения
Способ электрошлаковой наплавки крупногабаритных деталей с применением последовательного наложения по периметру наплавляемой детали продольных/ полос наплавленного металла, отличающийся тем, что, с целью повышения производительности, перед наплавкой полос по всему периметру наплавляемой детали укладывать с зазором металлические продольные полосы, после чего заполняют зазоры наплавкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой наплавки и устройство для его осуществления | 1972 |
|
SU448103A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1971 |
|
SU302204A1 |
| Способ изготовления и восстановления стабилизатора бурового става | 1988 |
|
SU1740612A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2000 |
|
RU2190029C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЖИДКИМ МЕТАЛЛОМ КОМПОЗИТНЫХ ВАЛКОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2286229C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
X
242
