Изобретение относится к области сварки и наплавки металлов.
Известен способ электрошлаковой наплавки (сварки) с применением тепловых экранов, который позволяет изготовлять биметаллические детали тина медь - сталь в виде тел вращения или Пластин. Размеры наплавляемой поверхности могут составлять при этом несколько квадратных метров. Электр01нлакоВый процесс позволяет на-плавлять за один прием поверхность, имеющую периметр в несколько метров.
Однако для осуществления такой наплавки потребуется слишком мощный источник нитаПИЯ и сложное сварочное оборудование для подачи электродов. Иаплавить большое изделие на существующем оборудовании за один прием нельзя. При наплавке меди отдельными полосами на сталь наблюдается несплавление но линии стыковки ПОЛОС. Причиной образования дефектов в первую очередь является высокая тенлонроводность наплавляемого металла. Тепло шлаковой и металлической ванны интенсивно нередается через торец наплавленной ранее нолосы и рассеивается в ней. Вследствие этого но линии стыковк полос наблюдается з ачительный градиент температур, достаточный для получения иесплавления. Увеличить концентрацию тепла на границе сплавления полос можно за счет сужения области интенсивной теплопередачи. Добиться этого можно путем установления по линии стыковки тенловых экранов из материала, имеющего тенлопроводность меньше, чем наплавляемый металл.
Предлагаемый способ отличается от известного тем, ЧТО наплавку осуществляют путем последовательного наложения по периметру нанлавляемой детали рядом лежащих продольных полос, при этом цо границам -полос располагают тепловые экраны, ширина которых составляет от /з до полной толщины наплавляемого металла.
Это позволяет улучшить качество наплавленного металла.
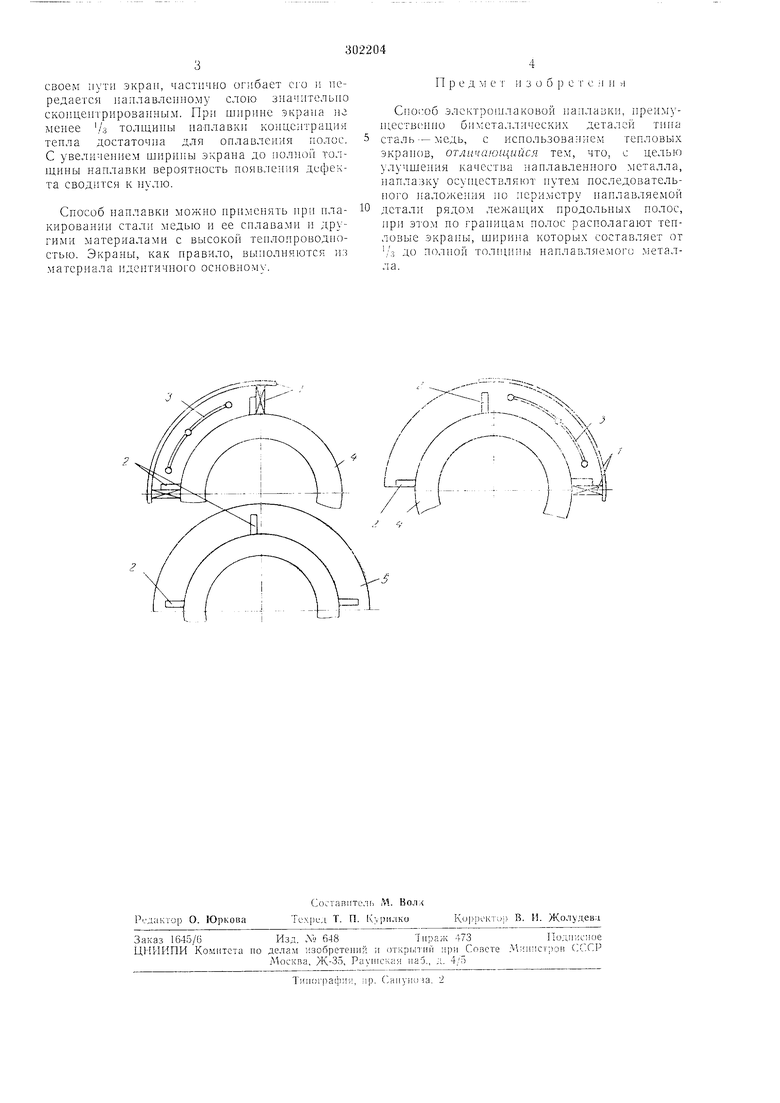
Предлагаемый способ поясняется чертежом.
По границам первой наплавляемой полосы устанавливаются формирующиеся устройства ), экраны 2 и нроизводится наплавка электродами 3. Экраны, как и основной металл 4, в процессе наплавки надежно соединяются с наплавленным материалом 5. При наплавке последующей полосы на стыке с первой полосой экран уже есть, а с другой стороны экран устанавливается как в начале нгнлавки.
своем пути экран, частично огибает cio и передается наплавленному слою значительно ско1щентрированным. При шнрине экрана иг менее /з толщины на нлавкн концентрация тепла достаточна для онлавления полос. С увеличением нтирипы экрана до иолно1 толщины нанлавки вероятность появления дефекта сводится к })улю.
Способ наплавки можно нрнменять нри нлакировании стали медью и ее снлавамн и другими материалами с высокой теплопроводностью. Экраны, как правило, выполняются из материала идентичного основному.
Пред м е т и з о б р е т е н и i
Способ элeктpoпJлaкoвoй наплавки, пре;1мун ественно биметаллических деталей тина сталь - медь, с использованием тепловых экранов, отличающийся тем, что, с целью улучщения к:ачества нанлавленного металла, наплазку осугцествляют нутем последовательного наложения ио периметру наплавляемой детали рядом лежан1,их продольных полос, при этом по грапицам полос располагают тепловые экраны, щприпа которых составляет от /3 до полной толнип1ы нaплaвляe vIOгo металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| Способ электрошлаковой наплавки крупногабаритных деталей | 1974 |
|
SU484952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1991 |
|
RU2060869C1 |
| СПОСОБ НАПЛАВКИ ДЛИННОМЕРНЫХ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2104133C1 |
| СПОСОБ НАПЛАВКИ ТРУЩИХСЯ И УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1996 |
|
RU2089361C1 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| Способ наплавки | 1991 |
|
SU1834760A3 |
| Способ изменения продольного профиля длиномерных деталей | 1991 |
|
SU1791091A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ НАПЛАВКИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ НА ПОДЛОЖКУ ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2252117C2 |
