j Изобретение касаетс.я сельскохозяйственного машиностроения, в частности изготовления рабочих органов хлопкоуборочной машины. Шпиндель хлопкоуборочной машины представляет собой полый стержень с четырьмя рядами мелких Зубцов по всей дл не шпинделя. В процессе работы зубцы шпинделя изнашиваются по высоте, затупляясь на остриях. Известен clioco6 изготовления шпинделей хлопкоуборочных машин, при котором происходит обработка полых стержней под заданный наружный размер; нарезка четырех продольных пазов производится дисковыми фрезами с эльборовыми напайками за четыре прохода, т. е. поворачивая каждый раз шпиндель на 90°; нарезка зуб цов производится набором на всю длину шпинделя мелкозубовыми фрезами за один проход поперек тела шпинделя (зубцы нарезают за один проход фрез на одном пазе - ЗОО шт.), а затем шпиндель повора.чивают и нарезают зубцы следующего па1за); шлифование по наружному диаметру с целью устранения заусенцев послы на--j резки зубцов, для чего шпиндель обрабатывают войлочными кругами с нак теенным на них мездровым клеем мелким абразивом; высокочастотная закалка (ТВЧ) производится с целью поверхностного (на глубину по цилиндрической части тела 0,5-1,0 Мм) упрочнения шпинделя, оставляя внутреннюю часть его сырой для исключения поломок, но поско.г1ьку на. теле шпинделя зубцы уже нерезаны и они малы (ширина и высота равны 2 мм), то они при обработке ТВЧ прокаливаются насквозь (так как нагрев идет со всех поверхностей зубцов, а зубец - это маленькая пирамида Р.); .электроотпуск при 25О С и хромирование в наружной поверхности шпинделя. Хромирование шпинделей производится с целью увеличения износостойкости детали при работе в запыленных условиях и зашиты ее от корозии. Однако сквозное прокаливание зубца приводит с непрочности шпинделя из-за возможности скалывания зубцов . Для повышения долговечности за счет .1 изготовления шпинделей с самозатачиваю1Шмися зубцами поБерхно тну10 тер дическую бработку производят перёд нарезкой продольных пазов и зубцов на глубину меньше половины высоты зубцов.
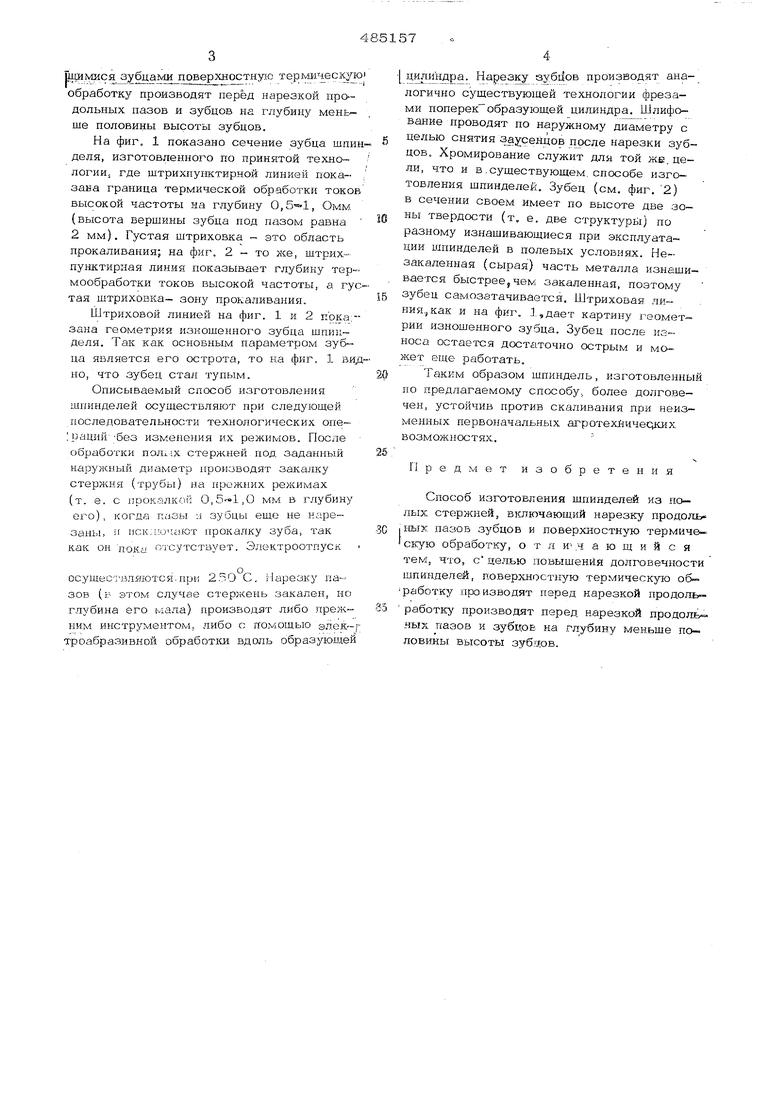
На фиг. 1 показано сечение зубца шпинделя, изготовленного по принятой технологии, где штрихпунктирной линией пока- / зана граница термической обработки токов высокой частоты на глубину 0,5, Омм (высота вершины зубца под пазом равна 2 мм). Густая штриховка -- это область прокаливания; на фиг. 2 - то же, штрихпунктирная линия показывает глубину термообработки токов высокой частоты, а гусая штриховка- 3OHJ прокаливания.
Штриховой линией на фиг. 1 и 2 показана геометрия изношенного зубца шпил- деля. Так как основным параметром зубца является его острота, то на фиг. 1 , что зубец стал тупым.
Описываемый способ изготовления шпинделей осуществляют при следующей последовательности технологических one- раций без изменения их режимов. После обработки стержней под заданный наружный диаметр производят закалку стержня (трубы) на прежних режимах (т. е. с прокалкой 0,,0 мм в глубину его) , когда пазы -л зубцы еще не наре-заны, и искл очают прокалку зуба, так как он пока оч-сутствует. Электроотпуск i
осуществляются.при 250 С. Нарезку пазов (е этом случае стержень закален, по глубина его мала) производят либо прежним инструментом, либо с помощью э.чек--г роабразивной обработхш вдоль образующей
цилиндра. Нарез зубцов производят аналогично существующей технологии фрезами поперек образующей цилиндра Шлифование проводят по наружному диаметру с
целью снятия за; сенцов после нарезки зубцов. Хромирование служит для той же. цели, что и в.существующем, способе изготовления шпинделей. Зубец (см. фиг. 2) в сечении своем имеет по высоте две зоны твердости (т. е. две структурй) по разному изнашивающиеся при эксплуата ции шпинделей в полевых условиях. Незакаленная (сырая) часть металла изнашивается быстрее,чем закаленная, поэтому
зубец самозатачивается. Штриховая линия, как и на фиг. 1,дает картину геометрии изнощенного зубца. Зубец после износа остается достаточно острым и может еще работать.
Таким образом шпиндель, изготовленный
по предлагаемому способу более долговечен, устойчив против скаливания при неизменных первоначальных агротехАичесцсих возможностях.
Предмет изобретения
Способ изготовления шпинделей из полых стержней, включающий нарезку продольI JEibix пазов зубцов и поверхностную термиче- с1сую обработку, о т л а ю щ и и с я тем. что, с целью повышения долговечности шпинделей, поверхностную термическую об работку производят перед нарезкой продопь- работк производят перед нарезкой продоль-ных пазов и зубцов на глубину меньше половины высоты зубцов.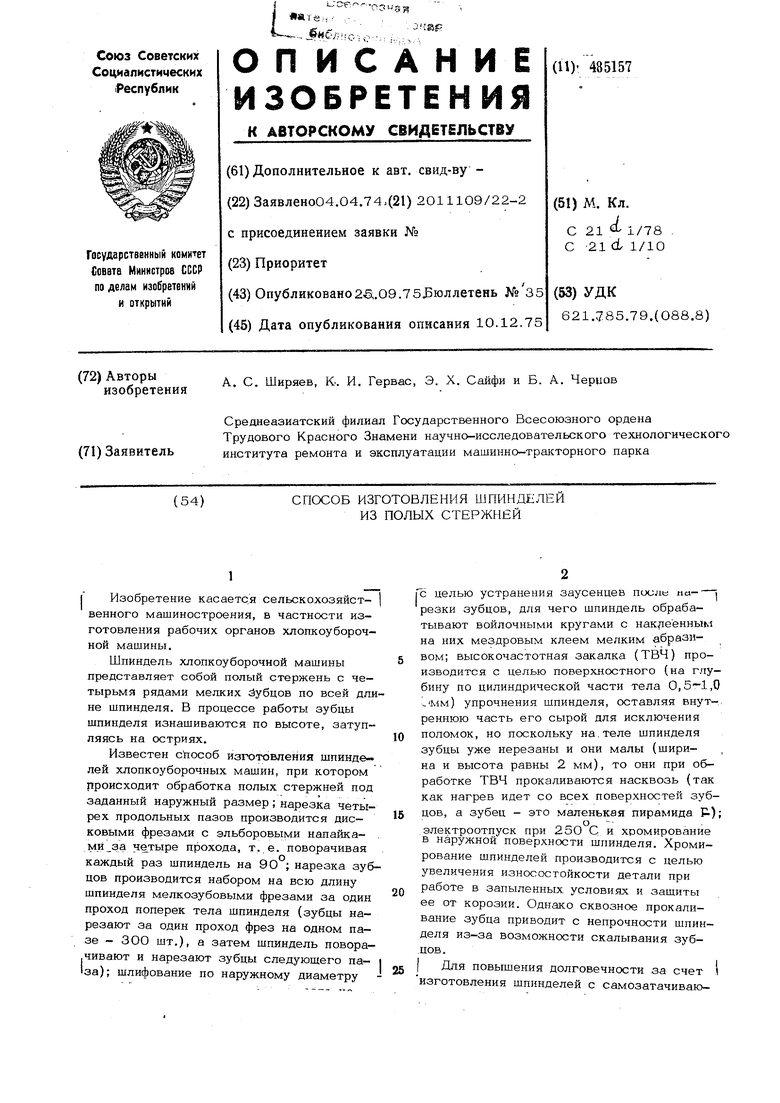
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндель хлопкоуборочного аппарата | 1985 |
|
SU1319799A2 |
| Шпиндель хлопкоуборочной машины | 1988 |
|
SU1667706A1 |
| ДЕТАЛЬ, ИМЕЮЩАЯ, ПО МЕНЬШЕЙ МЕРЕ ОДНУ ИЗНОСОСТОЙКУЮ ПОВЕРХНОСТЬ, И СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ТАКУЮ ДЕТАЛЬ | 2013 |
|
RU2549275C2 |
| Приспособление для нарезания радиальных торцевых зубьев на фрезах с изготовленными уже на их цилиндрической поверхности зубцами | 1927 |
|
SU8642A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Привод шпинделей хлопкоуборочного аппарата | 1990 |
|
SU1787359A1 |
| Способ изготовления штангенциркуля | 1989 |
|
SU1700351A1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРОЧНЕННОГО СЛОЯ ДЕТАЛИ | 1997 |
|
RU2120478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ЗУБЧАТОЕ КОЛЕСО, ИЗГОТОВЛЕННОЕ С ЕГО ПОМОЩЬЮ | 2016 |
|
RU2710827C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КАТКОВ ГУСЕНИЧНЫХ МАШИН | 2003 |
|
RU2240359C1 |
Фиг.2
