Изобретение относится к области металлообработки, а именно для частовой обработки винтовых и кольцевых канавок полукруглого профиля.
Известны устройства для выглаживания канавок по дуге окружности пр-инудительно вращаемым инструментом.
С целью регулирования радиуса вращения инструмента, оно выполнено в виде жестко связанной с выходным валом -привода державки, в которой на опоре установлен рычаг, несущий на одном своем плече инструментодержатель, а другим--взаимодействующий с установленным на той же державке регулирующим устройством для измерения положения инструмента.
Регулирующее устройство выполнено в виде двух расположенных оппозитно относительно рычага винтов, один из которых взаимодействует упруго с концом рычага, а другой - жестко.
Привод устройства выполнен дискретно поворотным и в его цепи установлено делительное устройство для изменения последующего положения инструме}1та относительно предыдущего.
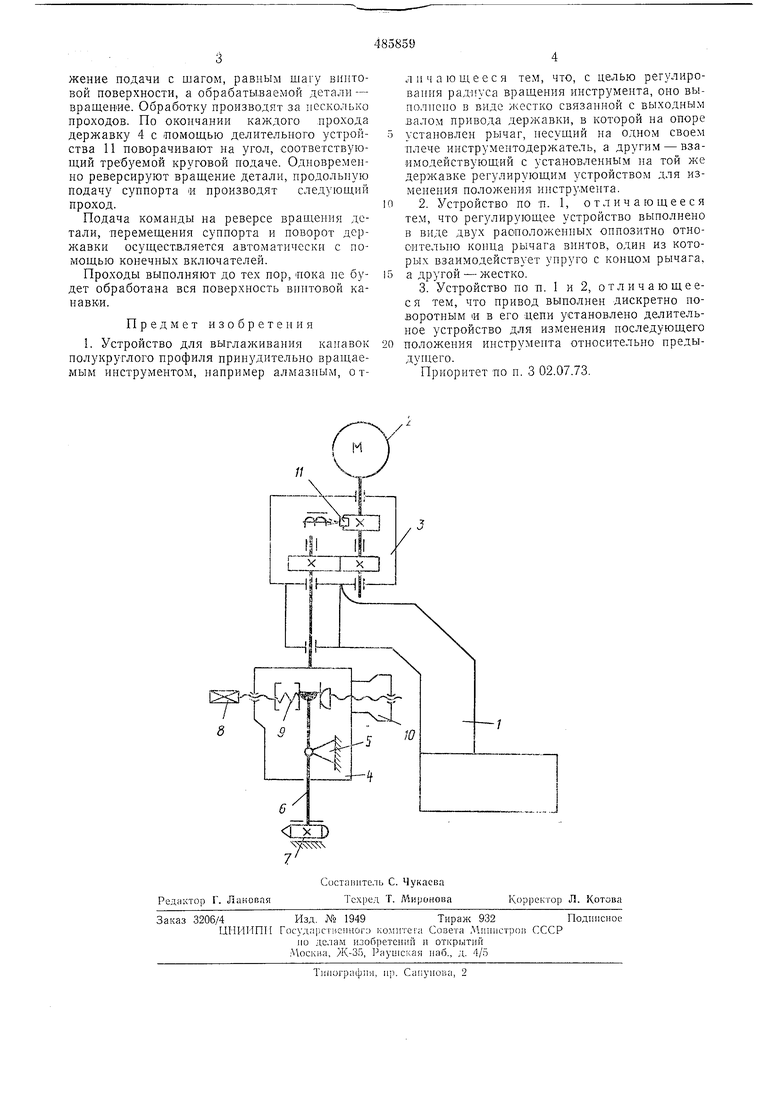
На чертеже показана принципиальная схема предлагаемого устройства.
Устройство состоит из корпуса 1, привода 2, передаточного .механизма 3 и инстру.ментальной державки 4. В последней на опоре 5 установлен рычаг 6, несущий на одном плече инструментодержатель 7. Другое плечо рычага 6 взаимодействует с винтом 8 через упругий элемент 9 (например тарированную пружину) и .микрометрическим винтом 10. Винтом 8 регулируют силу прижатия инстру.мента к детали, а винтом 10 - рад}1ус вращения рабочей вершйны инструмента.
В цепи привода может быть установлено делительное устройство 11, состоящее, например, из храпового механизма с соленоидом, щагового электродвигателя -ил иного устройства аналогичного назначения.
Для выглаживания винтовых канавок полукруглого профиля державке 4 сообщают вращательное движение от привода, а делительное устройство 11 отключают. При этом рабочая верншна инструмента описывает окружность с радиусом, равным радиусу канавки на обрабатываемой детали. Последняя враи ается, а устройство, закрепле 1ное в суппорте станка, перемеи1ается вдоль оси обрабатываемой детали с подачей, равной щагу винтовой поверхностн.
При таком способе следы обработки располагаются поперек канавки. Если необ.ходимо продольное расположение следов обработки, то привод 2 отключают и включают делительное устройство П. Устройству сообщают дви
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выглаживания канавок полукруглого профиля | 1980 |
|
SU905021A1 |
| Устройство для выглаживания | 1982 |
|
SU1046075A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| Сборный резец | 1985 |
|
SU1279754A1 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| Устройство для обработки сферических поверхностей | 1987 |
|
SU1433643A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
