1
Изобретение относится к волочильному производству.
Известна волока для волочения многогранных профилей, с четным числом граней, включающая рабочую зону, образованную боковой поверхностью правильной усеченной пирамиды, и калибрующую зону, образованную боковой поверхностью правильной прямоугольной нризмы.
Недостаток известной волоки заключается в том, что для обеспечения точной геометрической формы профилей требуется несколько проходов, поскольку один проход не обеспечивает затекания металла в труднодостуиные места - углы многогранника- и ликвидацию их закругления.
Цель изобретения - получение ирофиля точной геометрической формы за один проход.
Для этого грани рабочей зоиы через одну выполнены с заглублением в тело волоки, не выходящим за пределы калибрующей зоны.
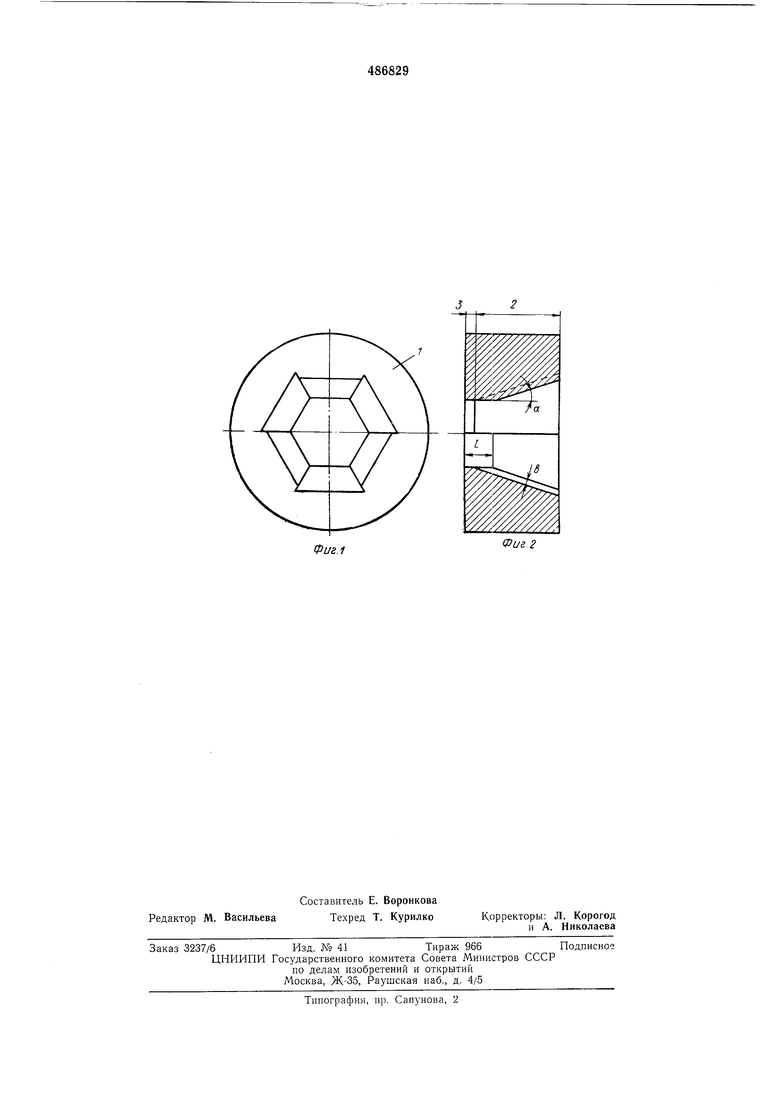
На фиг. 1 изображена волока, вид с торца; на фиг. 2 - то же, продольный разрез.
Волока содержит корпус 1, профилированный канал которого разделен по длине на рабочую зону 2, представляющую собой боковую поверхность правильной усеченной пирамиды с гранями, наклоненными к оси канала под углом а, и калибровочную зону 3, являющуюся ооковои поверхностью правильной прямой призмы. Грани рабочей зоны через одну выполнены с заглублением в тело волоки на величину b / sin а, где / - исходная длина
калибровочной зоны до заглубления граней. За счет того, что грани рабочей зоны 2 через одну углублены в тело волоки на величину Ь при прохождении заготовки круглого сечения через рабочую зону волоки уменьшается ширина контактной новерхности, в результате чего металл течет в сторону углов многоугольника. В калибровочной зоне 3 происходит калибровка профиля. Таким образом, точный геометрический размер профиля получается
за один проход через волоку.
Нредмет изобретения
Волока для волочения многогранных профилей с четным числом граней, включающая рабочую зону, образованную боковой поверхностью правильной усеченной пирамиды, и калибрующую зону, образованную боковой поверхностью правильной прямоугольной призмы, отличающаяся тем, что, с целью получения нрофиля точной геометрической формы за один проход, грани рабочей зоны через одну выполнены с заглублением в тело волоки, не выходящим за пределы калибрующей зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная волока для волочения многогранных профилей с четным числом граней | 1983 |
|
SU1132997A1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| Волочильный инструмент | 1979 |
|
SU854488A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| ОБЪЕМНЫЙ ДИСПЛЕЙ | 2018 |
|
RU2718777C2 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Способ колибровки прецизионных полых многогранных профилей | 1976 |
|
SU595030A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| "В 21с 3/044 | 1976 |
|
SU564032A1 |