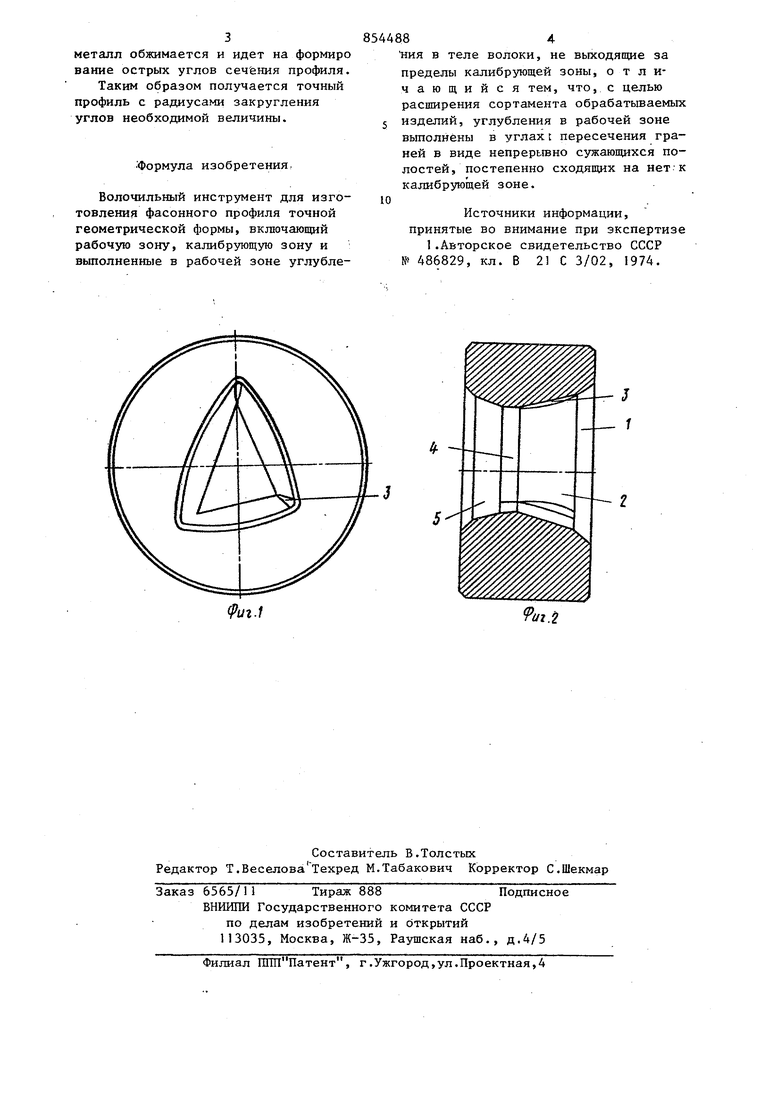
Изобретение относится к волочильному производству. Наиболее близким к предлагаемому является волочильный инструмент для изготовления фасонного профиля точно геометрической формы, включающий рабочую зону, калибрующую зону и выполненные в рабочей зоне углубления в теле волоки, не выходящие за преде лы калибрующей зоны СОНедостатком известного устройства является ограниченность его применения для незначительного количества типоразмеров-лрофилей, сечение которых представляет многоугольник с четным числом сторон. Цель изобретения - расширение сор тамента обрабатываемых изделий. Указанная цель достигается тем, что в волочильном инструменте, включающем рабочую зону, калибрующую зон и выполненные в рабочей зоне углубле ния в теле волоки, не выходящие за пределы калибрующей зоны, углубления В рабочей зоне выполнены в углах пересечения граней в виде непрерывно сужающихся полостей, постепенно сходящих на нет к калибрующей зоне. На фиг. 1 изображен волочильный инструмент, вид с торца; на фиг. 2 то же, продольный разрез волочильного инструмента. Волочильный инструмент содержит входнзгю распушку 1, рабочую зону 2 с углублениями в углах пересечения граней в виде непрерывно сужающихся полостей 3, калибрующую зону 4 и выходную распушку 5. При волочении через волоку, когда сечение заготовки начинает обжиматься по контуру, металл имеет возможность течь в направлении полостей 3, затекая в эти полости. Ввиду того, что полости 3 постепенно сужаются к калибрующей зоне 4 волоки, количество металла, затекающего в них, постепенно ограничивается, лишний
металл обжимается и идет на формиро вание острых углов сечения профиля. Таким образом получается точный профиль с радиусами закругления углов необходимой величины.
.Формула изобретения,
Волочильный инструмент для изготовления фасонного профиля точной геометрической формы, включающий рабочую зону, калибрзпощую зону и выполненные в рабочей зоне углубле54А88Л
ния в теле волоки, не выходящие за пределы калибрующей зоны, отличающийся тем, что, с целью расширения сортамента обрабатьшаемых 5 изделий, углубления в рабочей зоне вьшолнёны в углах пересечения граней в виде непрерьгоно сужающихся полостей, постепенно сходящих на нет-к калибрующей зоне.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 486829, кл. В 21 С 3/02, 1974.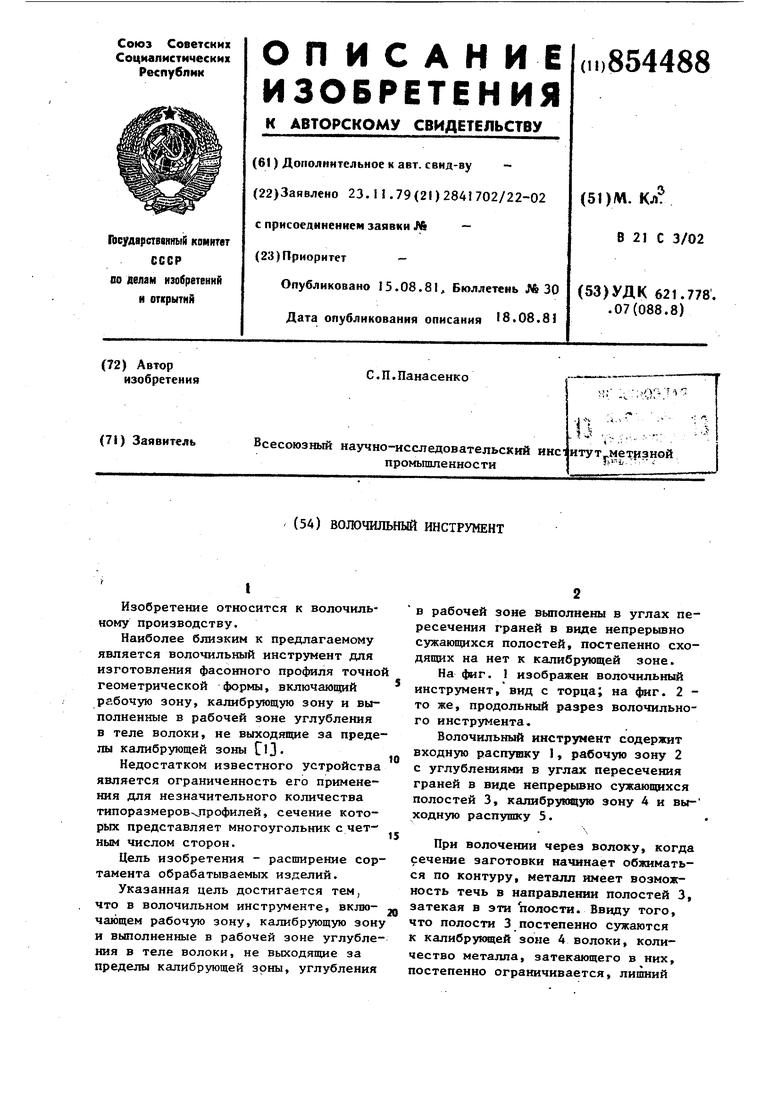
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| Волока для волочения прифилей | 1979 |
|
SU856605A1 |
| Волока для волочения многогранных профилей | 1974 |
|
SU486829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2007 |
|
RU2342206C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| Волока | 1987 |
|
SU1454533A1 |
иг.1
аг.2
