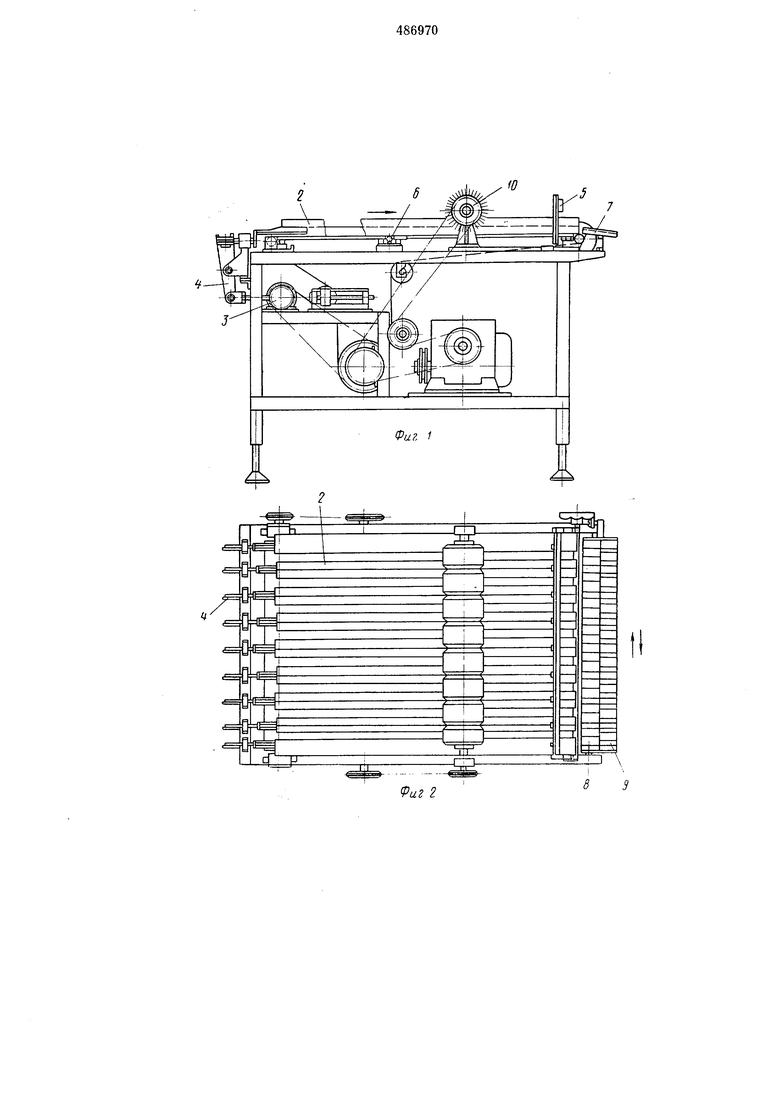
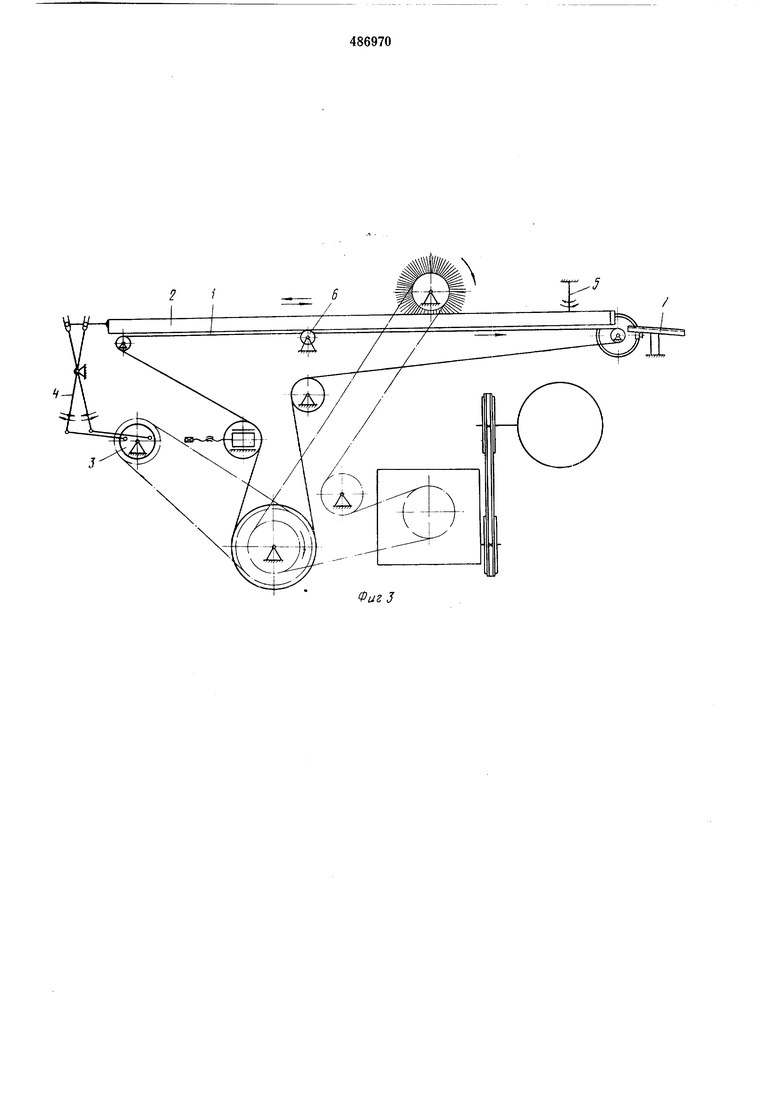
шкафа глазировочного агрегата, попадают на движущуюся с большой скоростью ленту транспортера 1, над которой смонтированы вершиной вверх треугольные направляюш.ие 2, прикрепленные одним жонцом к рычагам 4, а другим - 1К пластинчатой пружине 5. За счет вращения эксцентриков 3 и колебательного движения рычагов 4 треугольные направляющие 2 совершают колебательное движение в горизонтальной плоскости для быстрого разворота и ориентирования конфет в продольном направлении.
Благодаря установленным над лентой транспортера 1 треугольным направляющим 2, изделия распределяются на ряд потоков. При этом происходит первичное ориентирование изделий, т. е. переход от произвольного положения в любое устойчивое.
Ленточный транспортер устройства имеет для предотвращения нагромождения изделий скорость перемещения гораздо больщую, чем выходной транспортер глазировочного агрегата, так как при соединении потоков шаг между изделиями в потоке уменьшается.
Кроме того, для устранения навалов изделий в месте загрузки и равномерного распределения их по длине ручьев на движущейся ленте транспортера 1, треугольным направляющим 2 сообщается колебательное движение в горизонтальной плоскости.
Привод треугольных направляющих 2 осуществляется от вала с эксцентриками 3 через рычаги 4.
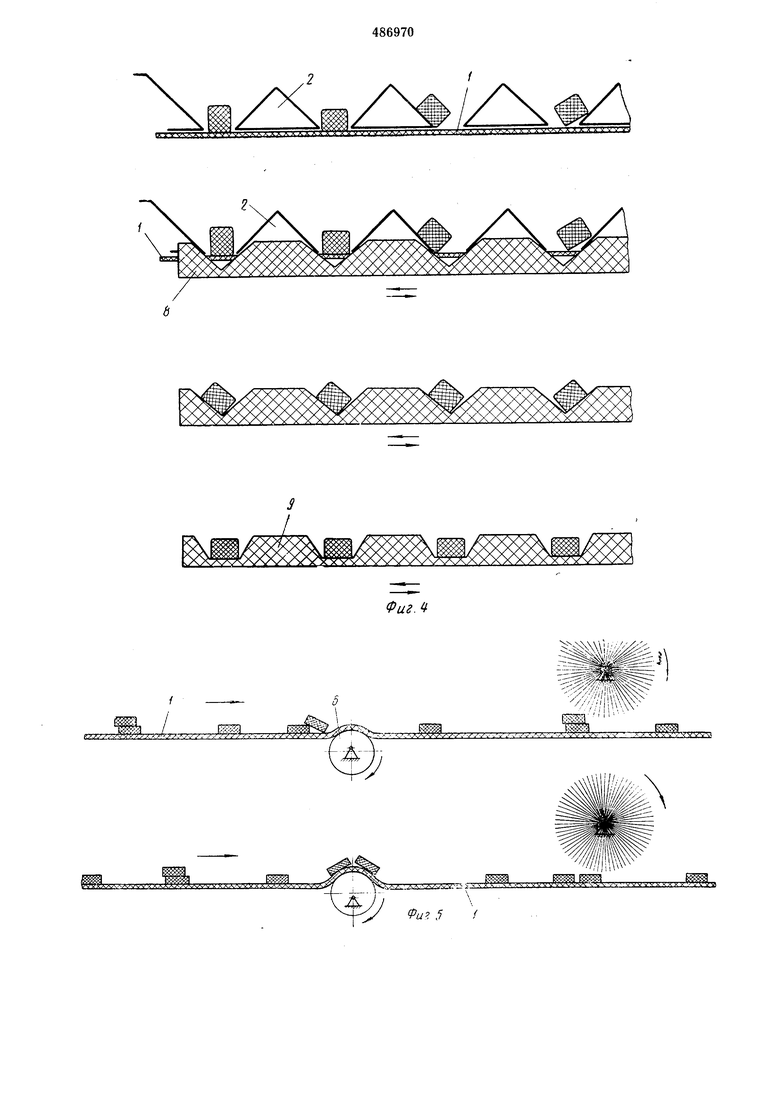
Для отделения изл,елия, частично расположенного на другом изделии, а частично на ленте транспортера 1 с наклоном в сторону движения, служит ролик 6, эксцентрично вращающийся на оси. Образующаяся при этом на ленте транспортера 1 под действием веса конфет в месте установки ролика 6 «горка отделяет изделия одно от другого, до подхода к вращающейся щетке 10, которая, в свою очередь, обеспечивает гарантированную однослойную поштучную выдачу изделий.
Далее для конфет, которые по своей конфигурации могут занимать не одно, а несколько различных устойчивых положений, осуществляют вторичное ориентирование, активное.
цель которого - привести все изделия к одному положению (в данном случае плащмя). После щетки 10 изделия могут двигаться только в один слой. При этом они могут занимать на ленте транспортера 1 три положения: ллашмя, на боку, на ребро. Для того чтобы перевести их из двух последних положений в положение плашмя, сразу на выходе с ленточного транспортера 1 установлен короткий вибростол 7, состоящий из двух секций 8 и 9. Вибростол 7 совершает колебательное движение в направлении, перпендикулярном направлению движения корпусов конфет. Конфеты, движушиеся в любом положении, попадая в ручьи секции 8 вибростола 7, под влиянием колебательного движения в направлении, перпендикулярном направлению их движения, теряют устойчивость и поворачиваются в положение на ребро, из которого
в секции 9 переходят в требуемое положение плашмя.
Перемещение конфет в продольном направлении по ручьям секций 8 и 9 вибростола 7 происходит за счет его наклона, инерции самих изделий и силы проталкивания предыдущих изделий последующими, находяшимися еще на движущейся ленте транспортера 1.
Предмет изобретения
Устройство для раскладки корпусов конфет, содержащее питатель и вибростол с секциями, каждая из которых выполнена с пазами различного профиля, отличающееся тем,
что, с целью качественного ориентирования корпусов конфет с одновременным преобразованием числа рядов, питатель выполнен в виде транспортера с расположенными над ним треугольными направляющими, установленными вершиной вверх с возможностью совершения колебательного движения в горизонтальной плоскости и снабжен, расположенным под лентой роликом и щеткой, укрепленной над транспортером перед вибростолом,
прн этом последний установлен с возможностью колебательного движения в направлении, перпендикулярном направлению движения корпусов конфет.
Фиг 2 2 /
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для завертки глазированных и т.п. конфет | 1958 |
|
SU122695A2 |
| УСТРОЙСТВО для ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ В РЯДЫ | 1971 |
|
SU322295A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Устройство для поштучной выдачи длинномерных изделий | 1985 |
|
SU1379200A1 |
| Устройство для раскладки потока корпусов конфет в ряды | 1986 |
|
SU1386147A1 |
| Автомат для обертки карамели в бумагу | 1957 |
|
SU126785A1 |
| УСТРОЙСТВО для РЕЗКИ КОРПУСОВ КОНФЕТ из | 1973 |
|
SU384666A1 |
| ПИТАТЕЛЬ ДЛЯ ПОДАЧИ ШТУЧНЫХ ИЗДЕЛИЙ | 1970 |
|
SU260488A1 |
| Машина для подачи шпал, подкладок и костылей на линию сборки звеньев рельсового пути | 1957 |
|
SU110552A1 |