Известны питатели для подачи штучных изделий, например конфет, в заверточную машину, имеюш;ую цепной конвейер с ячейками, содержашие многоручьевой транспортер с установленными в конце каждого ручья упорами для изделий и механизм передачи изделий от транспортера к ячейкам цепного конвейера заверточной машины.
Для обеспечения подачи изделий без деформации в ячейки непрерывно движушегося конвейера механизм передачи изделий предлагаемого питателя снабжен гнездами, смонтированными на траверсе, совершаюш;ей возвратно-поступательное движение от привода, а на каждом ручье транспортера имеется толкатель для подачи изделия от упора в гнездо механизма передачи.
Каждое гнездо механизма передачи следует выполнить с вырезами, соответствующими выступам ячейки цепного конвейера, и снабдить прижимом для фиксации изделия в гнезде. Толкатели целесообразно снабдить пружинами, смонтировать на обшем подвижном штоке, а каждый ручей питателя снабдить устройством, блокируюшим рабочий ход толкателя при отсутствии или неправильном положении изделия.
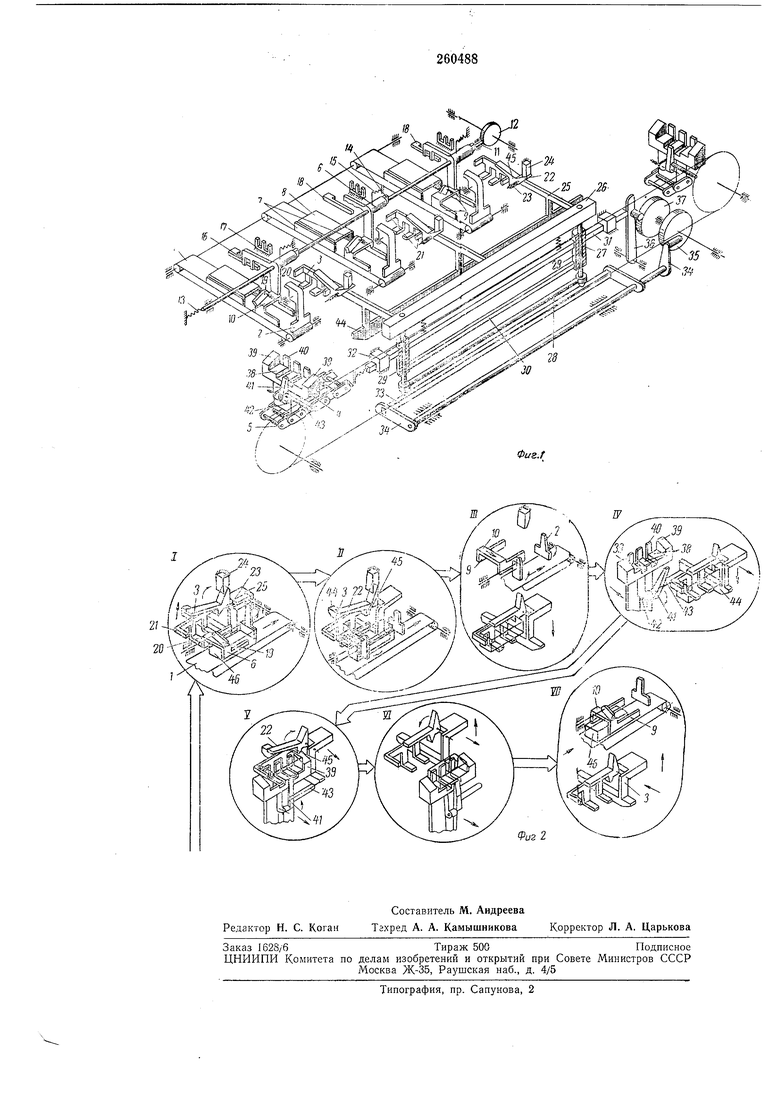
Предлагаемый питатель состоит из многоручьевого ленточного транспортера / с упорами 2 для изделий в конце каждого ручья, механизма с гнездами 3 для передачи изделий с многоручьевого транспортера . к ячейкам 4 цепного конвейера 5 заверточной машины, толкателей 6, установленных на каждом ручье и служащих для подачи изделий от упоров 2 в гнезда 3.
Положение изделий на каждом ручье транспортера / фиксируется по ширине направляюш,ими 7 и по высоте - крышкой 8. Толкатель 6 образован двумя боковыми стенками 9 и верхней перемычкой 10, которые яв-. ляются продолжением направляюших 7 и крышки 8.
Упор 2, в который в крайнем положении упирается изделие, может служить датчиком системы блокировки толкателя. Для обеспечения возможности блокировки каждого толкателя в отдельности все толкатели сидят свободно на обшем штоке 11, приводимом, например, от кулачка 12, к которому шток прижимается под действием пружины 13. Шток 11 имеет упоры 14, к которым каждый толкатель прижимается пружиной 15.
телем помещается стопорная заслонка 18. При нижнем положении она не препятствует нередвиясению толкателя, а при верхнем положении перекрывает промежутки зубьями упора 17, не давая толкателю перемещаться.
Пололсение заслонки зависит от наличия или отсутствия изделий у упора 2 в конце данного ручья. Контроль наличия изделия и соответствующее управление положением заслонки осуществляется с помощью любого известного контрольно-блокирующего устройства.
Сверху на толкатель онирается подпружиненный отсекатель 19, который может поворачиваться вокруг оси нри перемещении толкателя и при этом препятствовать проходу следующего изделия в крайнее положение при отсутствии толкателя в этом положении. Гнезда 3 механизма передачи изделий во время выстоя последнего размещены в промежутках между ручьями таким образом, что против каждого ручья стоит свое гнездо, вильчатое днище 20 которого находится на уровне верхней ветви ленты транспортера, т. е. на уровне низа изделия, а боковые ограничители 21 - на уровне переднего и заднего торцов изделия, находящегося у упора 2.
Для фиксации изделия в гнезде во время его движения оно снабжено верхним подпружиненным прижимом 22, поворачивающимся на оси 23, закрепленной на гнезде. Для управления прижимом (открывания его) служит упор 24. Прижим в открытом пололсении располагается выще уровня верхней плоскости изделия.
Гнезда 3 кронщтейнами 25 прикреплены к поднрул :иненной траверсе 26, установленной на скалках 27. Последние донолиительно связаны стяжкой 28 и .помещены в направляющнх втулках 29. Эти втулки связаны между собой стяжкой 30 и несущей подпрул иненной траверсой 31, которая помещена в направляющих 32.
Концы скалок 27 опираются на направляющую 33, закрепленную на рычагах 34, один из которых опирается на кулачок 35. Траверса 31 с направляющими втулками 29 взаимодействует через рычаг 36 с кулачком 37.
Ячейки конвейера 5 мащины закреплены на цепи или на специальных каретках, перемеща. емых цепью, и состоят из днища 55, боковых ограничителей 39 и съемной гребенки 40, вырезы в которых соответствуют выступам гнезда 3. Кроме того, на ячейке закреплена подпружиненная лапка 41, свободно сидящая на оси 42, прижимающаяся к передней стенке ячейки и снабженная пальцем 43. Ячейки имеют тот же щаг, что и гнезда 3 и расположены таким образом, что при движении гнезд их вильчатые днища 20 проходят в вырезах дни- ща 38 ячеек и их съемных гребенок 40.
В нижнем положении гнезд их днища 20 располагаются на уровне днищ 38 ячеек, а боковые ограничители 21 - над боковыми ограничителями 39 ячеек. Для управления лапками 41 ячеек на траверсе 26 закреплена копирная линейка 44. Так как изделие в гнезде
зафиксировано прижимом 22, то для перехода изделия в ячейку прижим необходимо открыть (поднять), для чего последний снабжен специальным выступом 45. В процессе движения
гнезда этот выступ взаимодействует с боковым ограничителем 39 ячейки, в результате чего открывается нрилшм. За один цикл конвейер перемещается на столько щагов ячеек, сколькими рядами изделия входят в питатель, т. е.
количество этих щагов равно числу гнезд 3 или числу ручьев транспортера 1. Работает питатель следующим образом. Изделия 46 поступают в ручьи непрерывно движущегося транспортера 1 и доходят до
упоров 2 (поз. /). В соответствии с циклом работы автомата, определяемым кулачком 12, щток 11 перемещается под действием пружины 13. Если к началу движения толкателя 6 изделие 46 дощло до упора 2, то толкатель перемещается вместе со щтоком. Если же изделие не дощло до упора, то система блокировки переместит стопорную заслонку 18 в положенне, в котором она препятствует движению толкателя. При этом зубья 16 толкателя через заслонку 18 упрутся в неподвижный упор 17, прулсина 15 растянется, и толкатель отойдет от упора 14, не препятствуя движению щтока. При наличии изделия толкатель перемещает его на вильчатое днище 20 гнезда 3,
занимающего верхнее положение (поз. //). При этом прижим 22 поднят. Отсекатель 19 поворачивается, преграждая доступ следующему изделию. Затем под действием кулачка 35 рычаги 34 поворачиваются, направляющая 33
опускается, и скалка 27 с траверсой 26, на которой закреплены гнезда 3, также опускаются. Прижим 22 отходит от упора 24 и прижимает изделие к днищу 20 гнезда. После опускания гнезда с изделием ниже
толкателя последний под воздействием кулачка 12 через щток 11 и упор 14 возвращается в исходное положение, поднимая отсекатель 19 (поз. ///). После того как гнездо с изделием опустится ниже уровня нижней ветви транспортера 1, одновременно с продолжающимся опусканием его до уровня ячейки под воздействием кулачка 37 через рычаг 36 начинается горизонтальное перемещение траверсы 31 со втулками 29, что приводит к горизонтальному
перемещению скалок 27 с траверсой 26 и закрепленными на ней гнездами 5 с изделиями по направлению движения цепного конвейера 5. Последний движется с постоянной скоростью. Гнездо опускается перед той ячейкой 4,
в которую оно должно передать изделие. При этом конирная линейка 44, нажимая на палец 43, открывает лапку 41 (поз. IV). Так как скорость движения гнезда в горизонтальном направлении изменяется от нуля до величины,
несколько меньщей скорости ячейки, что обеспечивается профилем кулачка 37, последняя не догонит гнездо. При этом выступ 45 прижима 22 гнезда взаимодействует с боковым ограничителем 39 ячейки, и прижим подниКопирная линейка 44 освобождает палец и лапка 41 закрывается, ограничивая полошие изделия в ячейке. Одновременно съемя гребенка 40, проходя через гнездо, снимаизделие, которое остается на днище ячейки . Так как скорость гнезда при передаче излия близка к скорости ячейки, переход излия на ячейку происходит практически без .ара. На ячейке изделие фиксируется гренкой 40, боковыми ограничителями 39, днигм 38 и лапкой 41. Так как скорость гнезда, еспечиваемая кулачком 37, ниже скорости .ейки, последняя обгоняет гнездо. К этому )менту скорость гнезда становится равной орости ячейки, и гнездо, находясь между 1умя соседними ячейками и двигаясь с той г скоростью, что и ячейки, вместе с траверй 26 поднимается, удаляясь от носителей, )д действием кулачка 35 через рычаг 34, на)авляющую 33, скалки 27 (поз. У//). Гнездо 3, поднявплись на такой уровень, на iTOpoM днище 20 находится выше верха из;лий на ячейках, а верх гнезда - ниже уровI нижней ветви ленты транспортера 1, осташливается. После этого оно движется по го зонтали до своего исходного положения, ;азавшись в котором, поднимается вверх, ста1вясь окончательно в начальную позицию 03. VI). К этому моменту транспортер / юдит следующее очередное изделие между енками толкателя 9 до упора 2. При подъег гнезда прижим 22 наезжает на упор 24 и крывается. Цикл повторяется (поз. /). Рабочий цикл возвратно-движущихся орга)в( толкатели, механизм передачи) выбран 1КИМ образом, что за время одного цикла ;пной конвейер перемещается на количество шагов ячеек, равное количеству ручьев транспортера. В результате, ячейка, принимающая изделие из первого гнезда, находится на конвейере непосредственно за ячейкой, принявшей изделие из последнего гнезда во время предыдущего цикла. Предмет изобретения 1.Питатель для подачи штучных изделий, например конфет, в заверточную машину, имеющую цепной конвейер с ячейками, содерл :ащий многоручьевый транспортер с установленными в конце каждого ручья упорами для изделий и механизм передачи изделий от транспортера к ячейкам цепного конвейера заверточной машины, отличающийся тем, что, с целью обеспечения нодачи изделий без деформации в ячейки непрерывно движущегося конвейера, механизм передачи изделий снабжен гнездами, смонтированными на траверсе, совершающей сложное возвратно-поступательное движение от привода, а на каждом ручье транспортера имется толкатель для подачи изделия от упора в гнезда механизма передачи. 2.Питатель но п. 1, отличающийся тем, что каждое гнездо механизма передачи имеет вырезы, соответствующие выступам ячейки цепного конвейера, и снабжено для фиксации изделия в гнезде. 3.Питатель по п. 1, отличающийся тем, что толкатели подпружинены, смонтированы на общем подвижном штоке, а каждый ручей питателя снабжен устройством, блокирующим рабочий ход толкателя при отсутствии или неправильном положении изделия. Приоритет исчислять с 16 марта 1963 года.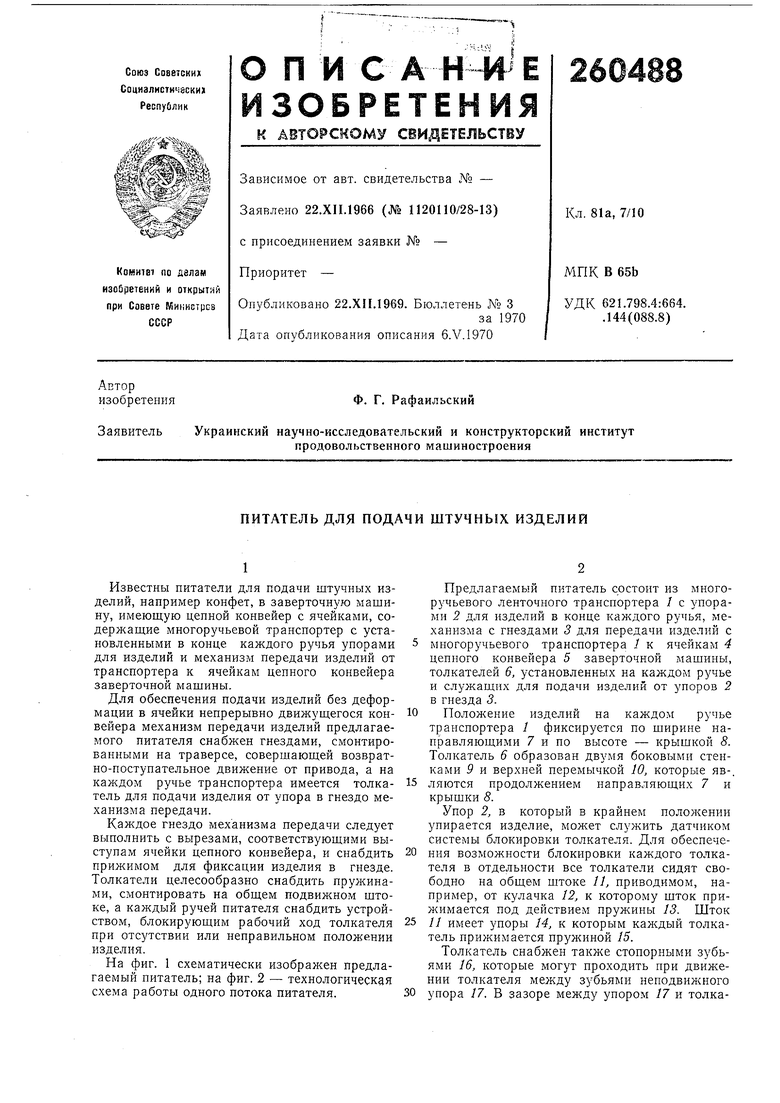
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| МНОГОРУЧЬЁВАЯ ТЕСТбФОРМУЮЩАЯ УСТАНОВКА ДЛЯ СДОБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242801A1 |
| Устройство для укладки ампул в кассету | 1985 |
|
SU1274962A1 |
| Устройство для группирования и укладки бутылок в тару | 1983 |
|
SU1126501A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Ленточный питатель для подачи глазированных и т.п. конфет в заверточную машину | 1958 |
|
SU120766A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Машина для разделки и укладки в банки копченой рыбы | 1976 |
|
SU604550A1 |
| Устройство для группирования изделий в ряды | 1985 |
|
SU1324940A1 |