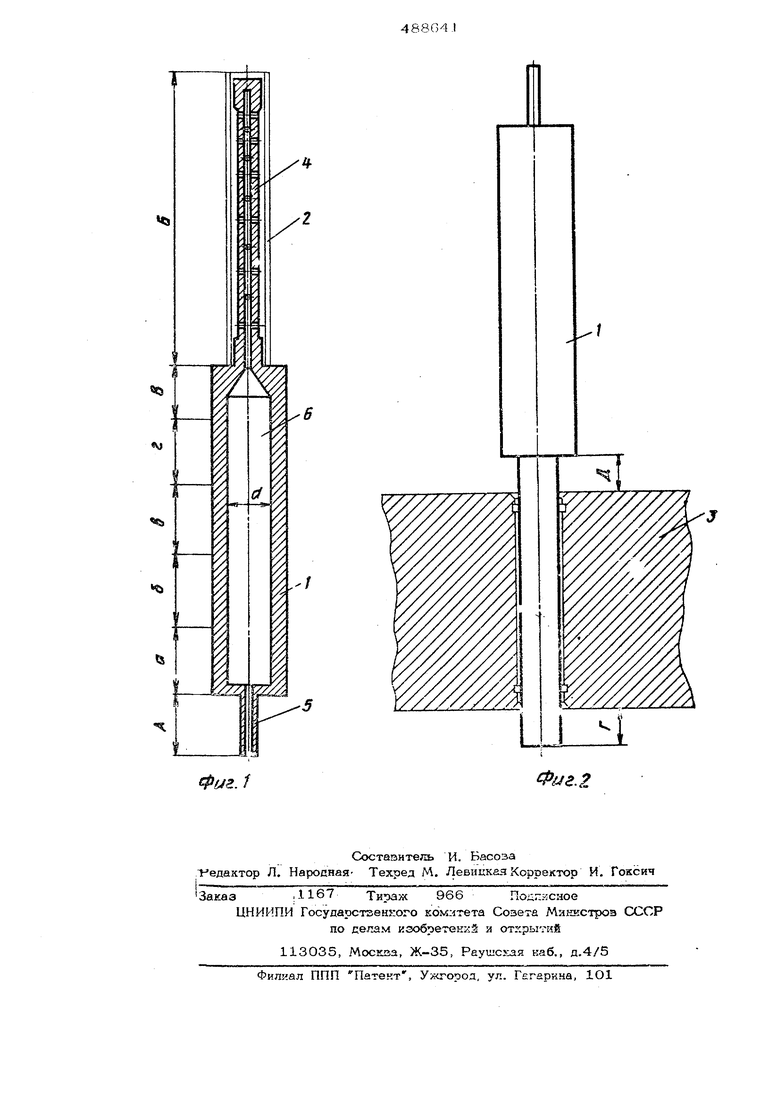
длину 4,.,Set и зоны рабочей, камеры Л-, сГ Д t- . При этом аккумулируют давление в рабочей камере инструмента 1 под зонойВ заморажив анием от хвостовика в несколько этапов до температуры не выше минус 30 С. После окончательного замораживания инструмента в объеме рабочей камеры 6 ближе к зоне В лед находится под давлением до 2 000 атм. Труба с инструментом зоной Б вводится в отверстие трубной доо ки 3 (см. фиг. 2), охлажденной до темпе ратуры миьус Си помещается в среду, имеющую ту же температуру. Сразу же после этого вокруг зоны Д создают :температуру минус 2О-22 С до того мо мента, как на противоположной стороне тру бной доски 3 (в зоне Г) труба 2, надетая на инструмент, начнет увеличиваться в дна метре. Дополнительное охлаждение в зоне Д прекращают, а в зоне Г приостанавливают процесс раздачи трубы и в дальнейшем все соединение с инструментом выдержйва от при минус С до окончания запрео совки. Предлагаемый способ, кроме запрессой ки труб на большой длине, применим при изготовлении тонкостенных изделий сложной формы произвольного поперечного и продольного сечения в разъемныА м:етри цех, выдавливании резьбы на тонкостен ных трубах, соединении двух и более труб между собой, облицовке внутренней поверхности отверстия произвольной формы лю414 бым пластичным материалом, причем формоизменению могут подвергаться трубы с покрытиями без повреждения их. Формула изобретения Способ запрессовки раздачей путем замораживания воды деталей типа труб в трубные доски, заключающийся в том, что трубу насаживают на инструмент в виде оправки с хвостовой частью и внутренней осевой рабочей камерой для заполненияо водой, затем устанавливают ее в отверотие трубной доски до полной запрессовки трубы, отличающийся тем, что, с целью повышения качества соедин&ккя и обеспечения прочности соединения деталей типа труб на большой длине при малых ее диаметрах, трубу вместе с трубной и хвостовой частью инструмента оклаждают до температуры не выше минус ЗО С, затем постепенно до этой же . пературы охлаждают части ипструме нта, прилегающие к трубной и хвостовой частам, и зоны рабочей кам.еры инструмента, при этом охлаждают отдельно также трубную доску До минус 10-14 С, а после установки трубы в трубную доску создают температуру минус 2О-22 С со стороны , ввода трубы до начала пластической деформации конца трубы, выступающей из отверстия трубной ДОСЕЙ, и выдерйщвают соединение при минус С до окончательной запрессовки трубы в трубную доску.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов | 2017 |
|
RU2655553C1 |
| Устройство для развальцовки труб | 1978 |
|
SU742003A1 |
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| Интсрумент для развальцовки труб, работающий на энергии льда | 1977 |
|
SU618165A1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1417967A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С КОЛЛЕКТОРОМ ПАРОГЕНЕРАТОРА | 2012 |
|
RU2524461C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ЗАПРЕССОВКИ ТРУБ | 2001 |
|
RU2203759C2 |
| Способ закрепления теплообменных труб в подогревателях высокого давления камерного типа | 2020 |
|
RU2752718C1 |
| Способ закрепления трубы в трубной решетке | 1986 |
|
SU1416240A1 |