(21)4181495/24-27
(22)14.01.87
(46) 23.08.88. Бюл. № 31
(71)Всесоюзный проектно-технологи- чеСкий институт энергетического машиностроения
(72)Ю.Г.Ермаков и Л.В.Власова
(53)621.774.72(088.8)
(56)Авторское свидетельство СССР
№ 893334, кл. В 21 D 39/06, 1981. I
(54)ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ
(57)Изобретение относится к устройствам для закрепления труб в отверстиях способом развальцовки, используемым на предприятиях энергетического, транспортного, химического, пищевого машиностроения и судостроения, изготавливающих кожухотрубчатые теп- лообменные аппараты. Цель - увеличение степени деформации и длины обрабатываемых участков труб, развальцовываемых в трубньк досках теплообменников за счет обеспечения возможности проявления в элементах рабочей части инструмента изгибных деформаций в поперечном сечении без изменения общей длины инструмента в процессе работы. Шструмент содержит рабочую часть (РЧ) из материала с памятью формы. РЧ вьшолнена в виде свернутого в трубку 4 корешком внутрь книжного блока из изогнутых в одну сторону листов фольги с памятью формы, скрепленных между собой сваркой по кромкам одного из торцов. РЧ при нормальной температуре вводят в трубу 5, размещенную в отверстии трубной доски 7, и подводят к РЧ посредством любого нагревателя необходимое количество тепла. РЧ в соответствии с проявлением эффекта памяти формы увеличивает свой диаметр за счет распрямления изогнутых листов фольги и осуществляет раздачу трубы 5 в отверстии трубной доски 7, осуществляя их соединение. 6 ил.
(С
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| Устройство для развальцовки труб в трубных решетках | 1986 |
|
SU1353558A1 |
| Инструмент для развальцовки труб | 1980 |
|
SU893334A2 |
| Силовой термочувствительный элемент | 1982 |
|
SU1100423A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
| Инструмент для развальцовки труб | 1987 |
|
SU1433574A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ РАЗВАЛЬЦОВКИ ТРУБ | 2001 |
|
RU2191085C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Способ крепления труб в трубных решетках теплообменных аппаратов | 1983 |
|
SU1119756A1 |
ч
со
Од h
Фиг.З
11417967
Изобретение относится к устройствам для закрепления труб в отверсти ях способом механической развальцовки, используемым на предприятиях энер- :гетического, транспортного, химического, пищевого машиностроения и судостроения, изготавливающих кожухотруб- чатые теплообменные аппараты.
Инструмент работает следующим образом.
Рабочую часть 1 инструмента (фиг.1 при нормальной температуре вводят в трубу 5 (например, с внутренним диаметром в диапазоне 13-14,5 мм), размещенную в отверстии 6 трубной доски 7. К рабочей части 1 инструмента люЦель изобретения - увеличение тех- 10 бым нагревателем (горелкой или элекнологических возможностей инструмента путем повышения степени деформации и увеличения длины обрабатываемых участков труб за счет обеспечения возможности проявления в элементах рабочей части инструмента изгиб- ных деформаций в поперечном сечении без изменения общей длины инструмент в процессе работы.
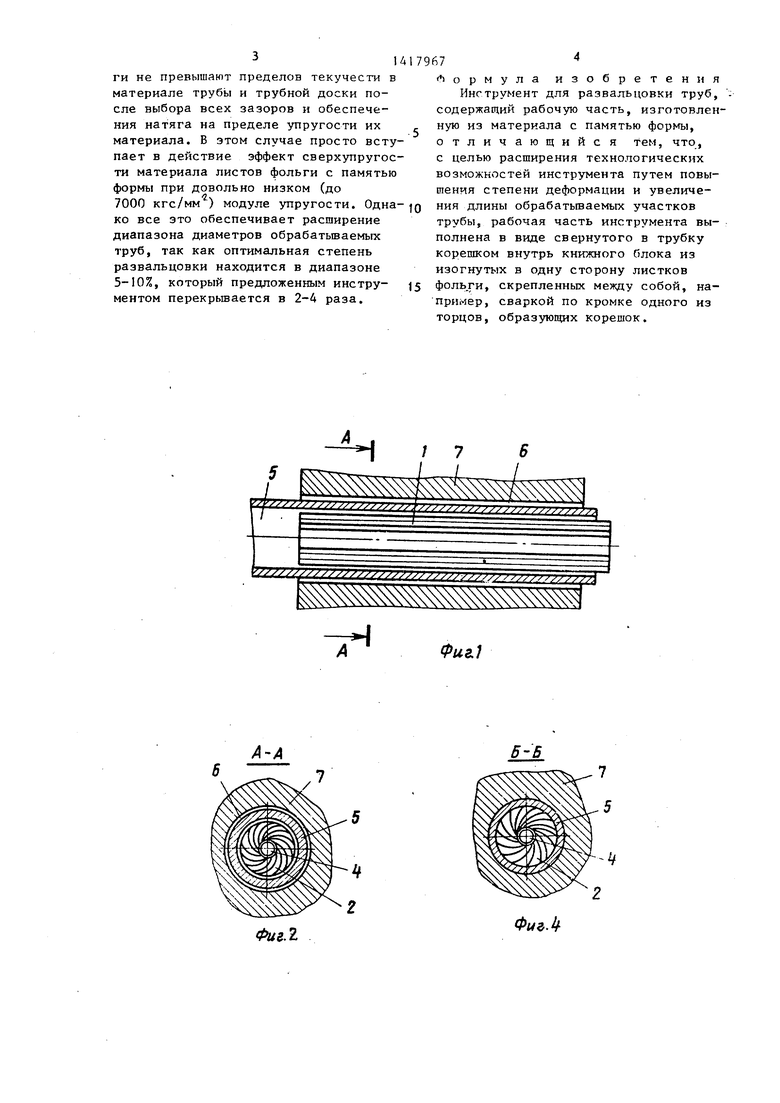
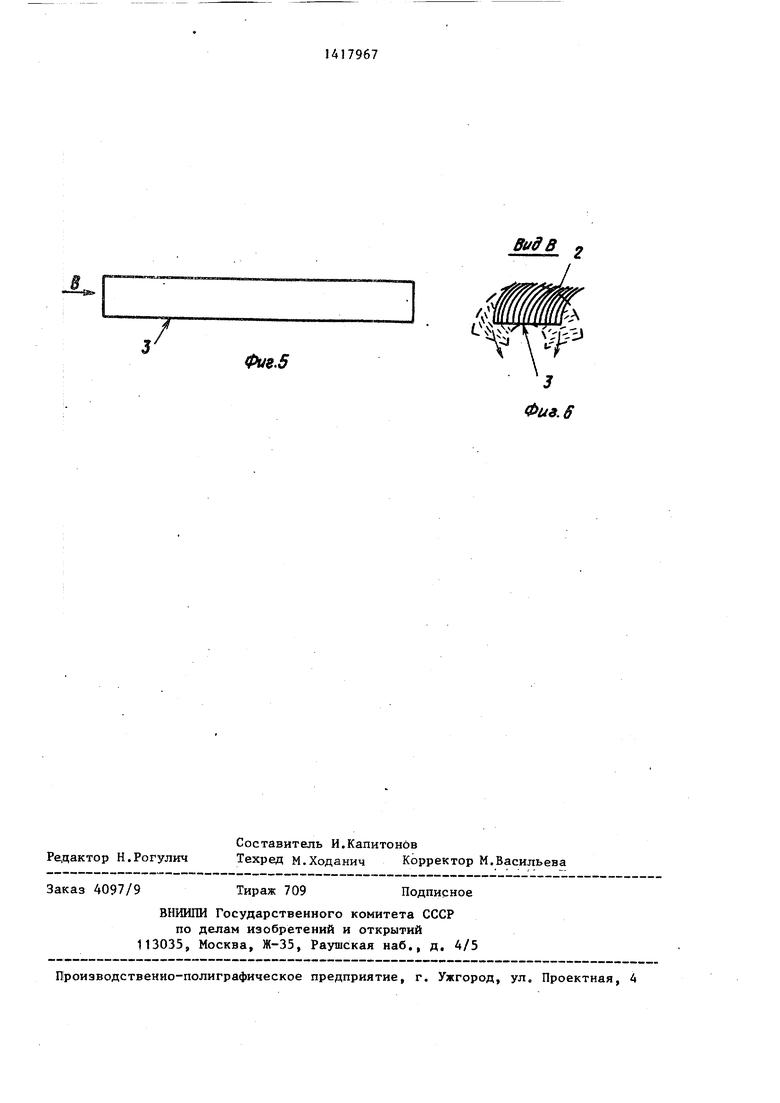
На фиг.1 показан инструмент в начале развальцовки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - инструмент по окончании развальцовки; на фиг,4- разрез Б-Б на фиг.З; на фиг.З - заготовка рабочей части инструмента, общий вид; на фиг.6 - вид В на фиг.5.
Инструмент для развальцовки труб состоит из рабочей части 1 из материала с памятью формы.
Рабочая часть 1 инструмента длиной 250 мм изготовлена из листов 2 фольги с памятью формы, например из сплавов на основе никелида титана марок ТН-1В, ТН-1, ТН-10 или ТН-20, толщиной о,15 мм и размерами 10 250 мм. Листы 2 (фиг.5 и 6) сложены в книжный блок толщиной 16 мм и скреплены между собой сваркой по кромкам 3 одного из торцов - книжного блока. После этого листы 2 незначительно изогнуты в одну сторону (например вправо на фиг.6), а весь блок свернут в трубку 4 диаметром 5 мм (направление изгиба концов на фиг.6 показано дуговыми стрелками) и сварен по замыкающим кромкам. Полученный таким образом инструмент подвергнут кратковременному отжигу при в инертной атмосфере,а после охлаждения до 20 С - деформации наружной обкаткой для максимального изгиба листов 2 фольги в направлении предварительного изгиба до получения готовой к использованию рабочей части 1 наружным диаметром в холодном состоянии 13 мм, а в нагретом состоянии (выше 80°С) - диаметром 15 мм (фиг.1 и 3) .
Инструмент работает следующим образом.
Рабочую часть 1 инструмента (фиг.1 при нормальной температуре вводят в трубу 5 (например, с внутренним диаметром в диапазоне 13-14,5 мм), размещенную в отверстии 6 трубной доски 7. К рабочей части 1 инструмента лю0
5
0
тронагревателем, размещаемым в отверстии - не показаны) подводят необходимое количество тепла и нагревают ее до температуры вьше 80 С 5 (например,до ). При этом рабочая часть 1 инструмента в соответствии с проявлением эффекта памяти формы увеличивает свой диаметр за счет распрямления изогнутых листов 2 фольги (фиг.2) и, генерируя при этом значительные напряу ения (30-80 кгс/мм в поперечном сечении каходого листа 2 фольги с памятью формы), воздействует изнутри на трубу 5, развальцовывает ее в отверстии 6 трубной доски 7, надежно закрепляя.
По окончании развальцовки подвод тепла к рабочей части 1 инструмента прекращают, и инструмент охлаждается. При достижении температуры до комнатной в соответствии с обратимостью эффекта памяти формы наружный диаметр рабочей части 1 инструмента уменьшается до исходного размера (фиг,1). Инструмент свободно извлекается из развальцованной трубы и может быть введен в следующую, подлежащую развальцовке.
Использование инструмента позволяет существенно увеличить степень де-; формации и длины обрабатываемых участков труб при развальцовке их в трубных досках теплообменников, что дает возможность повысить надежность закрепления труб в таких сложных устройствах, как, например, подогреватель ПН-32иО с 12000 труб 9 16 1,4мм в трубной доске толщиной 230 мм.
Предлагаемый инструмент позволяет также снизить трудоемкость изготовления сложных теплообменников с большим количеством труб в трубной доске за счет исключения последующего контроля развальцовки. Это обусловлено тем, что большая степень деформации (более 20%) рабочей части инс трумента из листов фольги не вызывает перевальцовки труб в трубной доске, так как напряжения изгиба в листах фоль5
0
5
0
5
ги не превышают пределов текучести в материале трубы и трубной доски после выбора всех зазоров и обеспечения натяга на пределе упругости их материала. В этом случае просто всту пает в действие эффект сверхупругос ти материала листов фольги с памятью формы при довольно низком (до 7000 кгс/мм ) модуле упругости. Одна ко все это обеспечивает расширение диапазона диаметров обрабатьшаемых труб, так как оптимальная степень развальцовки находится в диапазоне 5-10%, который предложенным инструментом перекрьшается в 2-4 раза.
А А
Фиг.1
17967
Формула изобретения Инструмент для развальцовки труб, содержащий рабочую часть, изготовленную из материала с памятью формы, отличающийся тем, что, с целью расширения технологических возможностей инструмента путем повышения степени деформации и увеличеJO ия длины обрабатьшаемых участков
трубы, рабочая часть инструмента выполнена в виде свернутого в трубку корешком внутрь книжного блока из изогнутых в одну сторону листков 15 фоль.ги, скрепленных между собой, например, сваркой по кромке одного из торцов, образующих корешок.
/ 7
Фиг.1
б-Б
ФигЛ
Фие.5
Редактор Н.Рогулич
Составитель И.Капитонов
Техред М.Ходанич Корректор М.Васильева
Заказ 4097/9
Тираж 709
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Виде
Подписное
