(21)4118671/31-27
(22)13.06.86
(46) 15.08.88. Бюл. № 30
(71)Куйбышевский авиационньй институт им. акад. С.П.Королева
(72)А.Н.Дунаев, В.С.Феоктистов, Е.П.Смеляков и О.В.Ломовский
(53)621.774.72 (088.8)
(5.6) Авторское свидетельство СССР № 1256834, кл. В 21 D 39/06, 1984.
(54)СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБЫ В ТРУБНОЙ РЕШЕТКЕ
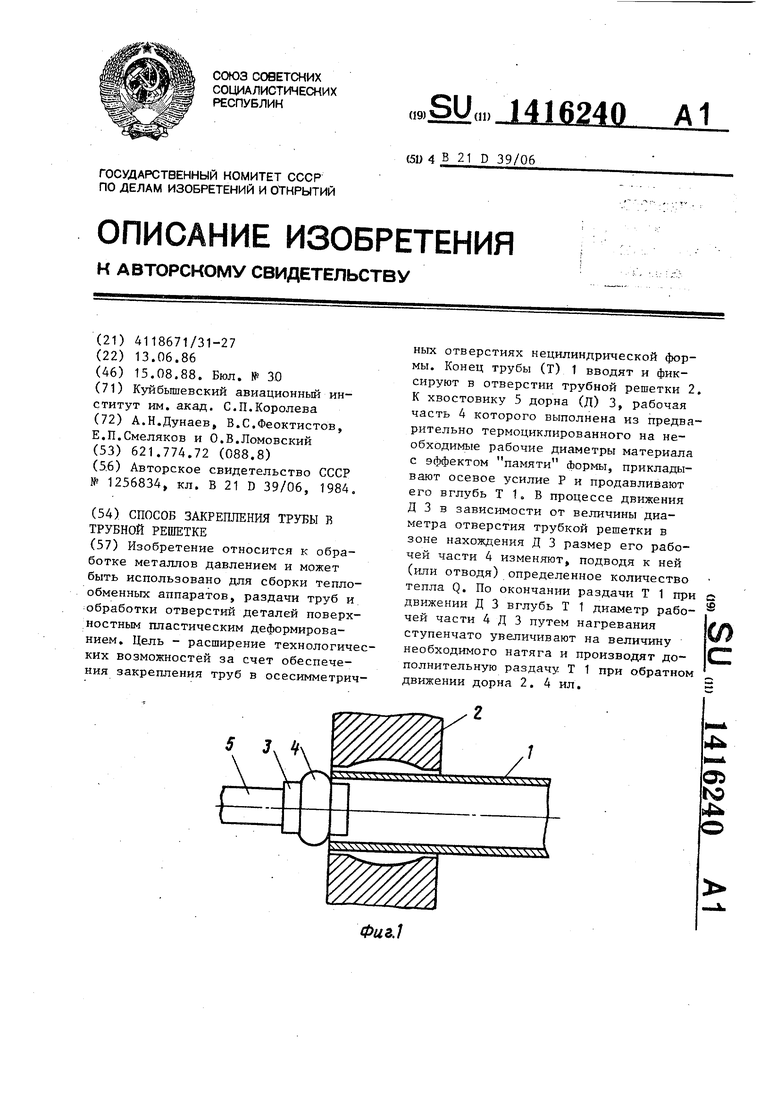
(57) Изобретение относится к обработке металлов давлением и может быть использовано для сборки тепло- обменных аппаратов, раздачи труб и обработки отверстий деталей поверхностным пластическим деформированием. Цель - расширение технологических возможностей за счет обеспечения закрепления труб в осесимметричных отверстиях нецилиндрической формы. Конец трубы (Т) 1 вводят и фиксируют в отверстии трубной решетки 2. К хвостовику 5 дорна (Д) 3, рабочая часть 4 которого выполнена из предварительно термоциклированного на необходимые рабочие диаметры материала с эффектом памяти формы, прикладывают осевое усилие Р и продавливают его вглубь Т 1. В процессе движения Д 3 в зависимости от величины диаметра отверстия трубкой решетки в зоне нахождения Д 3 размер его рабочей части 4 изменяют, подводя к ней (или отводя) определенное количество тепла Q. По окончании раздачи Т 1 при движении Д 3 вглубь Т 1 диаметр рабочей части 4 Д 3 путем нагревания ступенчато увеличивают на величину необходимого натяга и производят дополнительную раздачу Т 1 при обратном движении дорна 2. 4 ил.
Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления труб в трубной решетке | 1984 |
|
SU1256834A1 |
| Устройство для развальцовки труб в трубных решетках | 1986 |
|
SU1353558A1 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2005 |
|
RU2291753C1 |
| Устройство для закрепления труб в трубных решетках | 1989 |
|
SU1770009A1 |
| Устройство для закрепления труб в трубной решетке | 1986 |
|
SU1319979A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ | 2000 |
|
RU2199411C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| Способ крепления трубы в отверстии трубной решетки | 1980 |
|
SU1042848A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
О5
Фиг,1
Изобретение относится к обработке металлов давлением н может быть ис пользовано для сборки теплообменньпс аппаратов, раздачи труб и обработки отверстий детали поверхностным пластическим деформированием.
Цель изобретения - расширение технологических возможностей способа за счет обеспечения возможности закрепления .труб в осесимметричных отверстиях нецилиндрической формы.
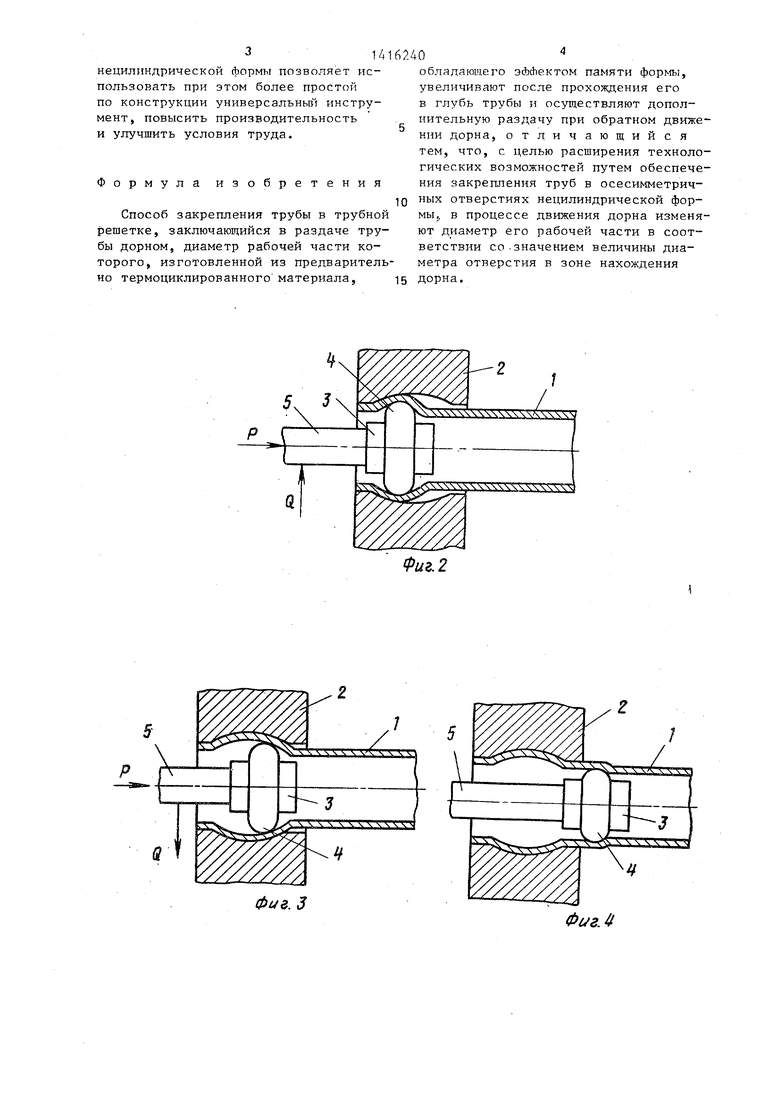
На фиг.1 - соединение в исходном положении, разрезJ на фиг.2 - то же при прохождении дорном расширяющейся части отверстия; на фиг.З - то же, при прохождении дорном сужающейся части отверстия; на фиг.4 - то же, после завершения раздачи при прямом ходе дорна.
Подготовленное к закреплению соединение содержит трубу 1 и трубную решетку 2 (фиг.1), в которой выполнено осесимметричное отверстие не- цилиндрической формы.
Способ осуществляется следующим образом.
Конец трубы 1 (фиг.1) вводят и фиксируют в отверстии трубной решетки 2 (оборудование для фиксации трубы не показано). К отверстию трубы 1 подводят дорн 3, рабочая часть 4 которого выполнена из материала с термомеханическим эффектом памяти формы и предварительно термоцикли- рована на необходимые рабочие диаметры. После этого к хвостовику 5 дорна
3прикладывают осевое усилие Р (оборудование не показано) и продавливают его в глубь трубы 1. В процессе движения дорна 3 (фиг.2, 3) в зависимости от величины диаметра отверстия трубной рещетки в зоне нахождения дорна 3 размер его рабочей части
4изменяют подводя к ней (или отводя) определенное количество тепла Q. Так, если диаметр отверстия трубной решетки 2 по ходу дорна 3 увеличивается (фиг.2), то к рабочей части 4 дорна 3 подводят количество тепла Q, достаточнре для увеличения диаметра рабочей части 4 на величину приращения диаметра отверстия трубной решетки 2 с учетом величины необходимого натяга. Подвод тепла Q осуществляют любым нагревательным устройством (не показано), например индукционным электронагревателем. Если диаметр отверстия трубной решетки 2 по ходу
10
15
20
25
162402
дорна 3 уменьшается (фиг.З), то рабочую часть 4 дорна 3 охлаждают, отводя количество тепла (}, достаточное для уменьшения диаметра рабочей части 4 на необходимую величину. Отвод тепла Q осуществляют, например, охлаждением проточной воды (не показано) , На цилиндрических участках отверстия трубной решетки (фиг.2 и 3) диаметр рабочей части 4 дорна 3 сохраняют постоянным за счет поддержания постоянной температуры.
По окончании раздачи трубы 1 при движении дорна 3 в глубь трубы при окончании прямого хода дорна фиг.4) диаметр рабочей части дорна 3 путем нагревания ступенчато увеличивают на величину необходимого дополнительного натяга и производят дополнительную раздачу трубы в отверстии трубной решетки при обратном движении дорна (из трубы) аналогичиьм образом (не показано).
Пример. Способ осуществляли при проведении исследований закрепления труб из алюминиевого сплава АМ-бМ размером 40-2,5 мм в трубной решетке из того же сп-пава толщиной 20 мм на экспериментальной установке. Закрепление трубы осуществляли в отверстии трубной решетки конической формы: диаметр меньшего отверстия 40,2 мм, диаметр большего отверстия 41,5 мм (величина конусности 1:15,38). Раздачу трубы производили дорном с рабочей частью из ни- келида титана ТН-1, предварительно термоциклированной на необходимые рабочие диаметры. Нагрев рабочей части дорна осуществляли индукционным электронагревателем, расположенным в зоне рабочей части., Охлаждение осуществляли проточной водой через каналы, выполненные в хвостовике дор- нас Температуру рабочей части дорна
30
35
40
45
0
замеряли с помощью, термопары, заче- каненной в основание рабочей части. Внутренние диаметры трубы по краям трубной решетки после закрепления составили 33,93 и 37,22 мм (величина конусности 1:15,50),
Использование предлагаемого способа закрепления труб в трубной решетке по сравнению с известным способом позволяет существенно расширить его технологические возможности. Применение данного способа при закреплении труб в осесимметричных отверстиях
U1
нецилиндрической формы позволяет использовать при этом более простой по конструкции универсальный инструмент, повысить производительность и улучшить условия труда.
Формула изобретения
Способ закрепления трубы в трубной решетке, заключающийся в раздаче трубы дерном, диаметр рабочей части которого, изготовленной из предварительно термоциклированного материала,
Фи. 3
0
обладаюшего эйЛектом памяти формы, увеличивают после прохождения его в глубь трубы и осуществляют дополнительную раздачу при обратном движе НИИ дорна, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения закрепления труб в осесимметричных отверстиях нецилиндрической формы,, в процессе движения дорна изменяют диаметр его рабочей части в соответствии со.значением величины диаметра отверстия в зоне нахождения
дорна.
Фиг.2
Фиг.
