Изобретение относится к области обработки материалов резанием, а именно к металлорежущим инструментам, в частности, к комбинированным осевым лезвийным инструментам, и может быть использовано для осуществления нескольких технологических переходов при формообразовании поверхностей изделий.
Известен комбинированный осевой инструмент для обработки отверстий, содержащий сверло-метчик, зенкер и хвостовик, при этом режущие зубья, по крайней мере, зенкеры, могут быть выполнены двухлезвийными и симметричного профиля (см. патент RU 2418656 C1, В23В 51/08, опубл. 20.05.2011, Бюл. №14).
Недостатком данного комбинированного осевого лезвийного инструмента является то, что при совместной работе двух ступеней, например, метчика и зенкера, из-за различных скоростей резания на каждой ступени инструмента происходят различные режимы резания, которые приводят неодинаковому износу инструментов на различных ступенях. А также в процессе обработки внутренних поверхностей лезвиями, например зенкером, по длине их режущей кромки возникает переменная скорость резания. Эта скорость резания может изменяться более, чем в два раза по длине режущей кромки из-за различных расстояний от точки резания на лезвии до продольной оси инструмента. При этом возникает неравномерный износ лезвия по длине режущей кромки из-за разрушения задней и передней поверхности инструмента. В зонах повышенных скоростей резания - по длине режущей кромки происходит быстрый ее износ, а в других зонах режущей кромки износ еще не наступает. Все это приводит к неполному использованию режущих кромок ступени и инструмента в целом.
Наиболее близким к заявленному техническому решению является комбинированный осевой лезвийный инструмент для осуществления нескольких технологических переходов по обработке различных внутренних поверхностей резанием за счет движений вращения и подачи, содержащий последовательно расположенные относительно его продольной оси несколько ступеней с различными лезвийными инструментами, а именно сверло с хвостовиком последовательно соединенное с зенкером. При этом режущие кромки различных ступеней инструмента имеют одинаковые в продольном и радиальном направлении физико-механические свойства (см. патент RU 2423207 C1, В23В 51/08, опубл. 10.07.2011, Бюл. №19).
Недостатком данного инструмента является то, что режущие кромки различных ступеней инструмента имеют одинаковые в продольном и радиальном направлении физико-механические свойства. Это приводит к тому, что при совместной работе двух и более ступеней инструмента, из-за различных диаметров окружности ступеней и скоростей резания, происходит неодинаковый износ режущих кромок на периферии каждой ступени инструмента. При этом в процессе работы каждой ступени из-за того, что режущие кромки располагаются в радиальном направлении, на каждой режущей кромке возникают различные скорости и особенности резания. Это приводит к тому, что каждая режущая кромка ступени инструмента изнашивается не равномерно по своей длине. На участке режущей кромки с максимальной скоростью резания происходит максимальный ее износ, а на участке с минимальной скоростью резания происходит минимальный износ. То есть каждая кромка изнашивается не равномерно. Все это ведет к неравномерному износу инструмента и в радиальном направлении на каждой ступени. В целом, неравномерность износа режущих кромок инструмента в осевом и радиальном направлении приводит к быстрому износу инструмента, снижению стабильности его работы и полного потенциала режущих возможностей, уменьшению точности обработки и качества поверхности изделия, а также снижению стойкости инструмента и его производительности обработки.
Техническими задачами настоящего изобретения являются повышение полного потенциала использования режущих возможностей инструмента, обеспечение его стабильности работы, повышение точности обработки, качества поверхности изделия, стойкости одновременно всех ступеней инструмента, а также увеличение производительности обработки за счет обеспечения равной стойкости режущих кромок инструмента как по номерам ступеней в осевом направлении в зонах на их периферии, так и во всех зонах режущей кромки по ее длине, расположенной в радиальном направлении.
Данные технические задачи решаются за счет того, что в заявленном комбинированном осевом лезвийном инструменте для осуществления нескольких технологических переходов по обработке различных внутренних поверхностей резанием за счет движений вращения и подачи, содержащим последовательно расположенные относительно его продольной оси несколько ступеней с различными лезвийными инструментами, имеющими одинаковые физико-механические свойства, данные физико-механические свойства материала режущей части выполняют постоянно-изменяющимися, как в осевом, так и в радиальном направлениях. А именно, в осевом направлении эти свойства реализуют из условия равенства стойкости периферийных участков режущих кромок по всем ступеням инструмента. При этом в радиальном направлении свойства выполняют из условия равенства стойкости всех участков каждой режущей кромки по ее длине от периферии к центру инструмента, располагающихся на каждой ступени инструмента. Кроме того, физико-механические свойства материала режущей части могут быть выполнены ступенчато-изменяющимися.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является то, что в комбинированном осевом лезвийном инструменте, за счет того, что его физико-механические свойства материала режущей части выполнены постоянно-изменяющимися (например, изменяющимися по прямой пропорциональной зависимости - для прямой наклонной режущей кромки) в зависимости от скорости резания по режущей кромке, как в осевом, так и в радиальном направлении, обеспечивается возможность создания инструмента с различными типами инструментов по ступеням и одинакового износа всех различных режущих кромок инструмента. Это обеспечивает равную стойкость всех режущих кромок инструмента, располагающихся в осевом и радиальном направлениях. А также реализацию повышения полного потенциала возможностей инструмента и его технико-экономических показателей. При этом обеспечение постоянно-изменяющихся физико-механических свойств материала режущей части в осевом направлении из условия равенства стойкости периферийных участков режущих кромок по всем ступеням инструмента обеспечивает выравнивание стойкости режущих кромок всех ступеней инструмента. Это дает возможность реализовывать полный потенциал возможностей инструмента по ступеням и повысить его технико-экономические показатели. При этом обеспечивается возможность одновременно обрабатывать сразу несколько поверхностей изделий, инструментами разного диаметра двух и более ступеней, реализуя при этом одинаковую стойкость различных ступеней. А также обеспечение постоянно-изменяющихся физико-механических свойств материала в радиальном направлении - из условия равенства стойкости всех участков каждой режущей кромки по ее длине от периферии к центру инструмента, располагающихся на каждой ступени инструмента, дает возможность выровнять износ каждой режущей кромки по ее длине в условиях переменных скоростей резания.
Кроме того, выполняя ступенчато-изменяющимися физико-механические свойства материала режущей части можно обеспечивать возможность для аппроксимации свойств инструмента - ступенчато. Это создает условия для создания простыми методами изменяющихся свойств инструмента, при этом использовать телескопический принцип сборки и синтеза такого инструмента из трубчатых заготовок с различными физико-механическими свойствами, например, из порошкового твердого сплава, выполняя процесс его прессования и спекания. При этом центральная часть инструмента формируется из заготовки типа стержень.
Все это в целом обеспечивает повышение стабильности работы инструмента и полного потенциала его режущих возможностей, повышение точности обработки, качества поверхности обрабатываемого изделия, стойкости одновременно всех ступеней инструмента, а также увеличивает производительность обработки за счет обеспечения равной стойкости режущих кромок инструмента как по номерам ступеней в осевом направлении в зонах на их периферии, так и во всех зонах режущей кромки, расположенной в радиальном направлении.
Сущность изобретения поясняется чертежами, на которых изображено:
на фиг. 1 - общий вид комбинированного осевого лезвийного инструмента;
на фиг. 2 - вид А на фиг 1;
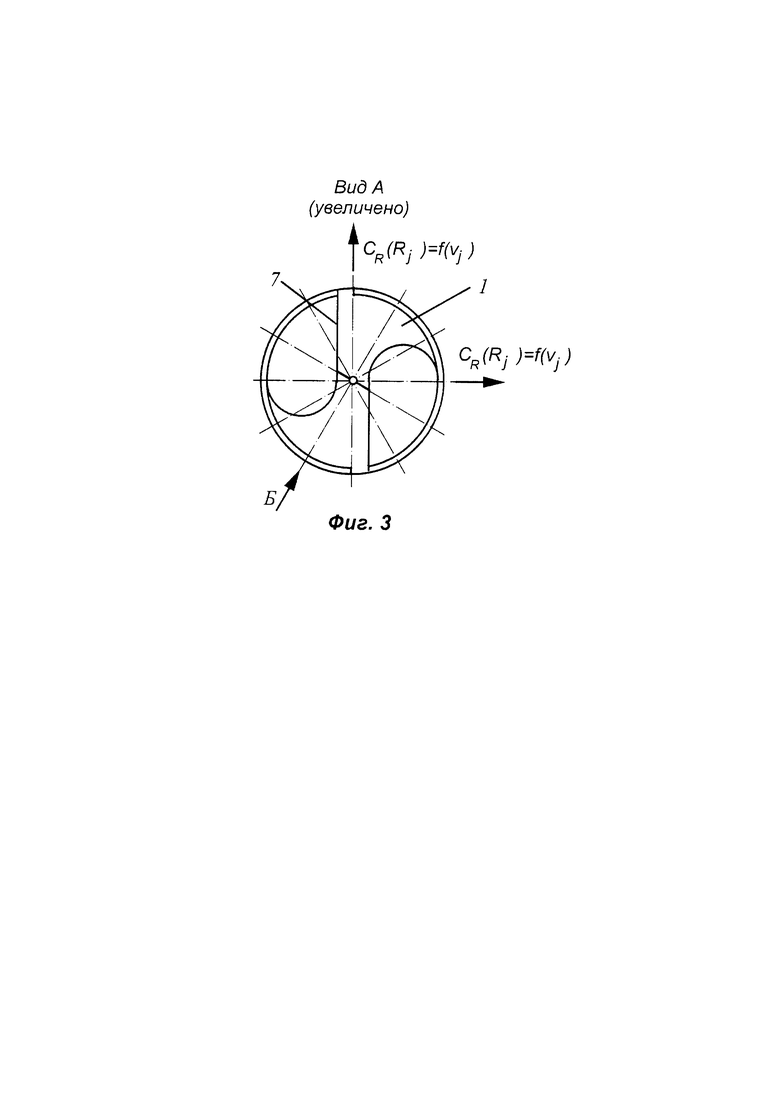
на фиг. 3 - вид А (увеличено) на фиг. 1 с представлением инструмента только 1-й ступени;
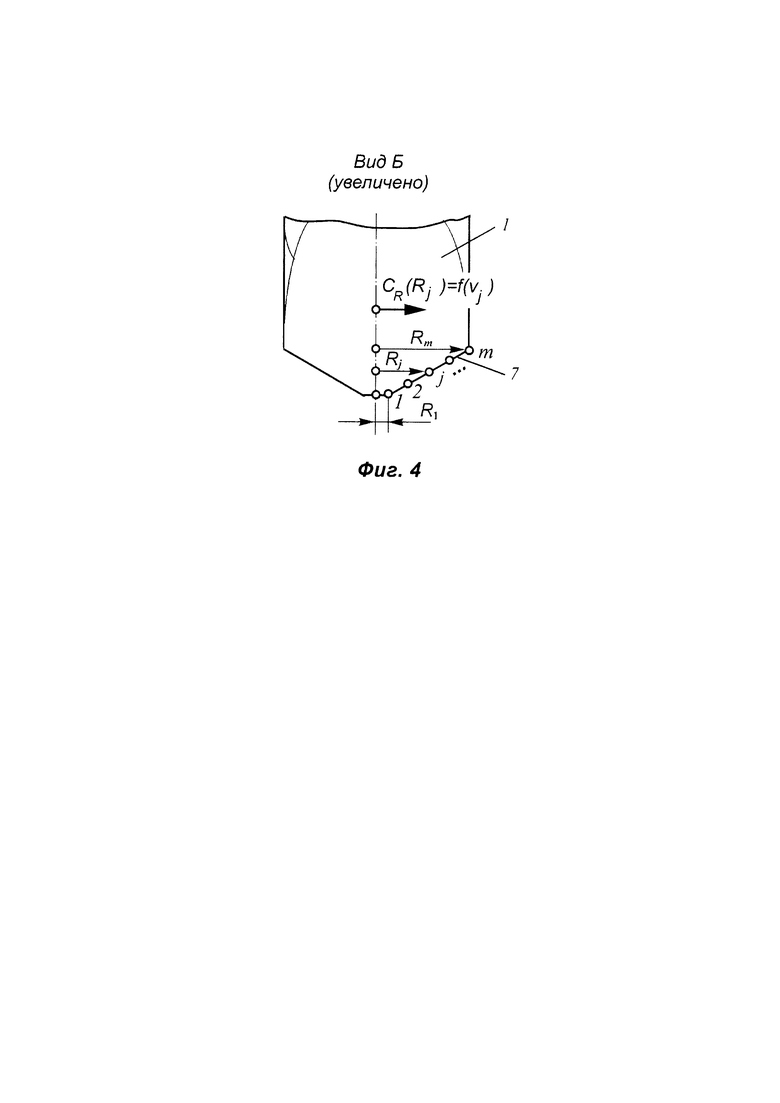
на фиг. 4 - вид Б на фиг. 3;
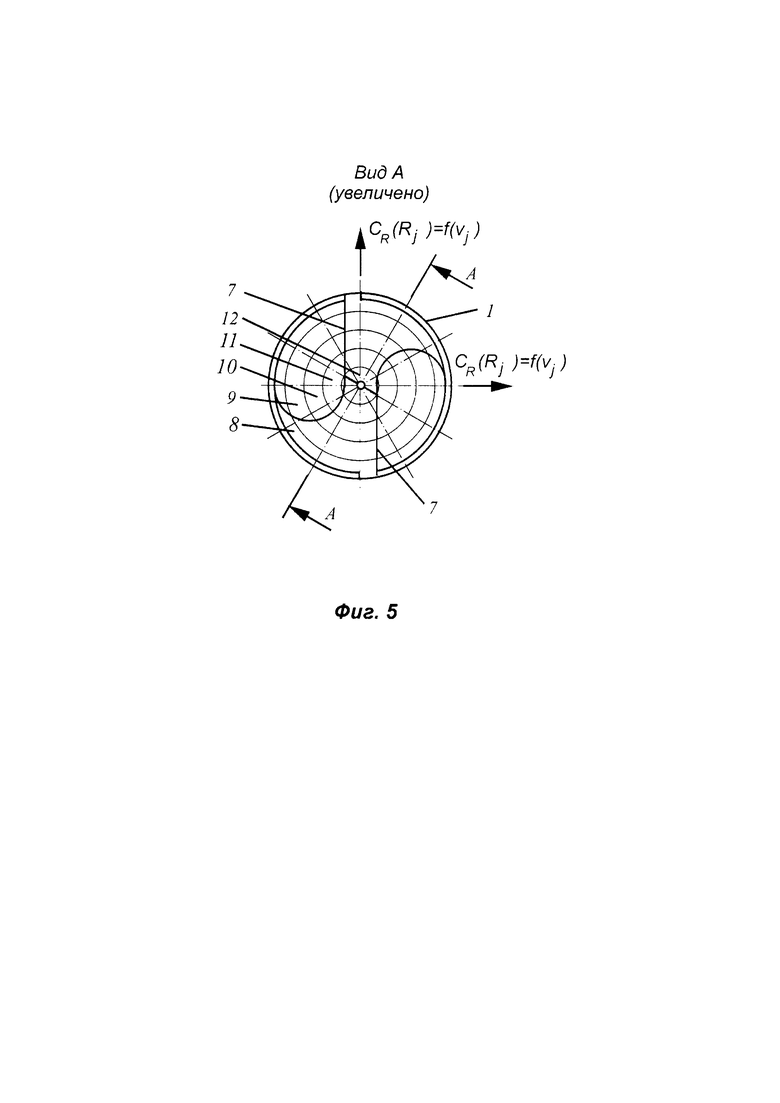
на фиг. 5 - вид А (увеличено) на фиг. 1 с представлением инструмента только 1-й ступени для инструмента со ступенчато-изменяющимися свойствами;
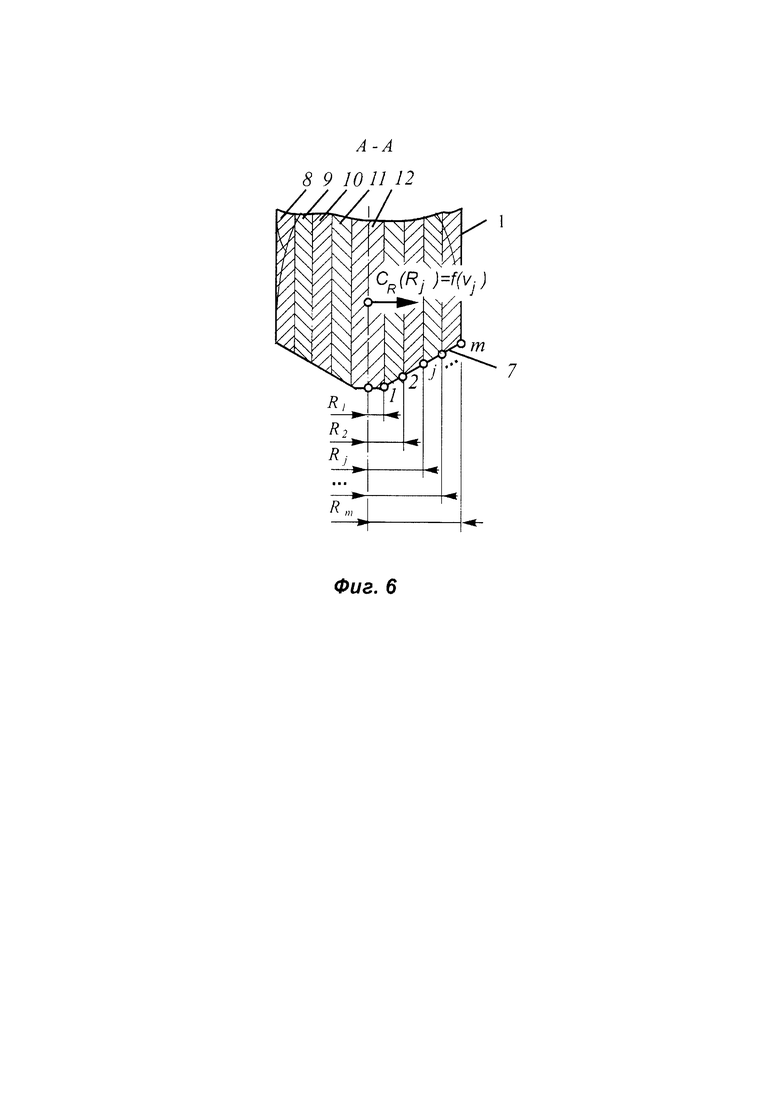
на фиг. 6 - сечение А-А на фиг. 5;
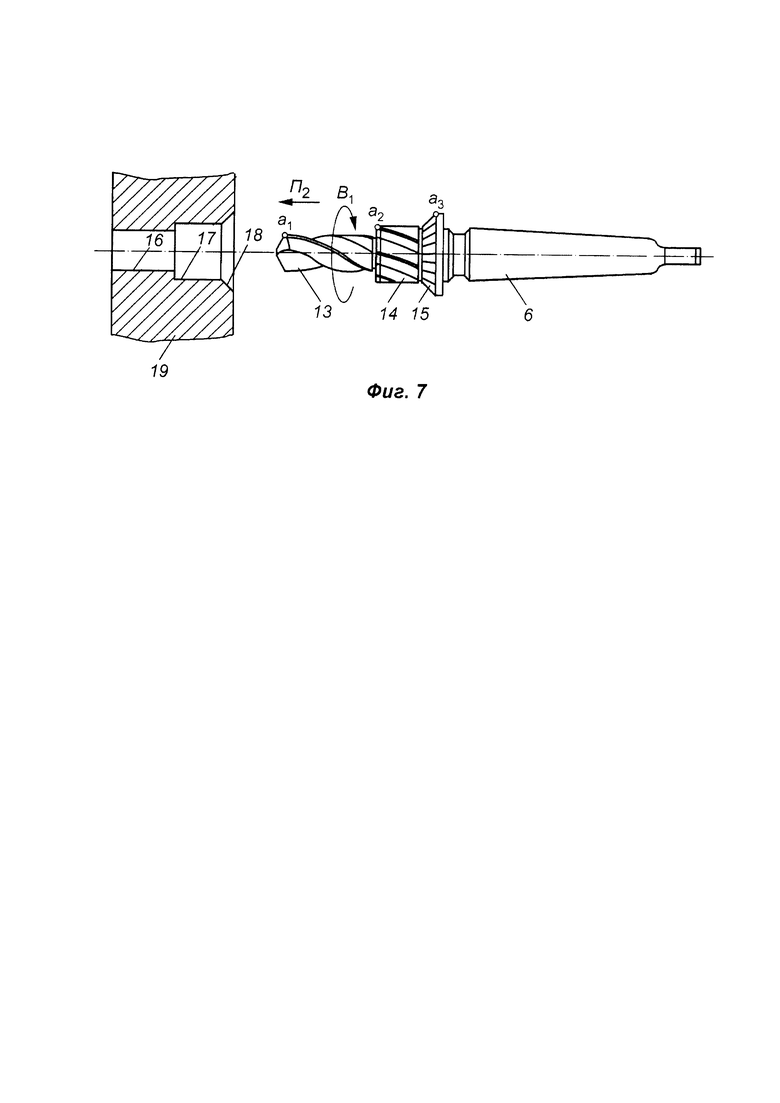
на фиг. 7 - обработка поверхностей детали комбинированным осевым лезвийным инструментом при последовательно-параллельной схеме его работы;
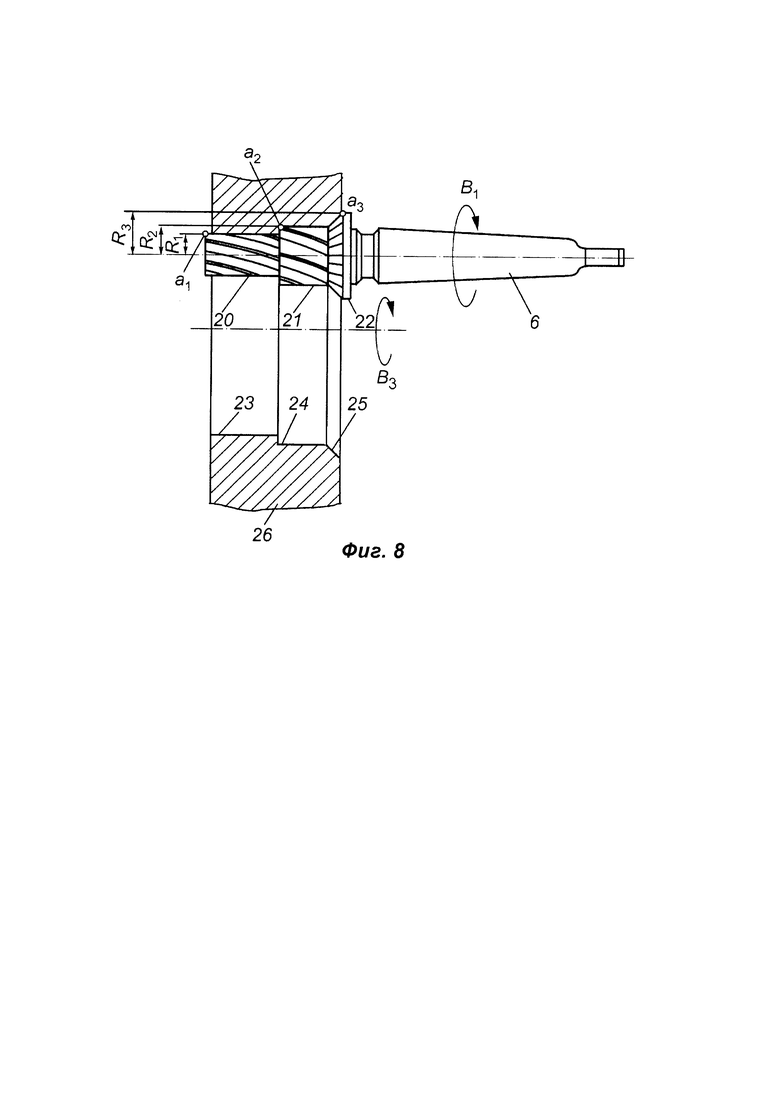
на фиг. 8 - обработка поверхностей детали комбинированным осевым лезвийным инструментом при параллельной схеме его работы.
На рис. 1, …, рис. 8 показано следующее: 1, 2, …, i, …, n - номера ступеней комбинированного осевого лезвийного инструмента; a1, а2, …, ai,…, an - периферийные точки ступеней инструмента; 1, 2, …, j, …, m - точки, располагающиеся в радиальном направлении на режущей кромке лезвия; R1, R2, …, Rj, …, Rm - значения радиусов от оси вращения до соответствующих 1, 2, …, j, …, m точек на режущей кромке лезвийного инструмента; Co(i)=ƒ(νi) - выражение показывающее зависимость Co(i) режущих свойств i-ой ступени на периферии ступени в точке m в осевом направлении, которые находятся в функциональной зависимости от скорости резания νi в данной точке ai; CR(Rj)=ƒ(νj) - выражение показывающее зависимость CR(R) режущих свойств в j-ой точке режущей кромки в радиальном направлении, которые находятся в функциональной зависимости от скорости резания νj в данной точке j; В1 - главное движение резания, вращение инструмента; П2 - движение подачи инструмента; В3 - планетарное движение инструмента.
Комбинированный осевой лезвийный инструмент (фиг. 1) для осуществления нескольких технологических переходов по обработке различных внутренних поверхностей резанием за счет движений вращения и подачи, состоит из последовательно расположенных относительно его продольной оси несколько ступеней 1, 2, …, i, …, n (фиг. 1) с различными лезвийными инструментами. Например, эти ступени могут быть выполнены со следующими лезвийными инструментами: 1 - спиральное сверло для сверления отверстия; 2 - спиральное сверло для рассверливания отверстия; 3 - развертка для предварительного развертывания отверстия; 4 - развертка для окончательного развертывания отверстия; 5 - зенкер для зенкерования фаски или конической поверхности. При этом данный инструмент имеет хвостовик 6 для закрепления его в шпинделе станка. Вследствие того, что лезвийные инструменты различных ступеней 1, 2, …, i, …, n комбинированного осевого лезвийного инструмента имеют различные диаметры окружностей (фиг. 2), на периферийных участках ступеней в точках a1, а2, …, ai, …, an возникают различные скорости резания ν1, ν2, …, νi, … νn, которые могут изменяться до 2-х раз по различным ступеням. При этом из-за различных скоростей резания по ступеням возникает переменный износ режущих кромок на их периферийных участках лезвий.
Для обеспечения равенства стойкости периферийных участков a1, а2, …, ai, …, an режущих кромок по всем ступеням инструмента в условиях различных скоростей резания ν1, ν2, …, νi, …, νn, физико-механические свойства материала режущей части в осевом направлении выполнены с постоянно-изменяющимися параметрами Co(i)=ƒ(νi).
Можно отметить, что на режущих кромках 7, в точках 1, 2, …, j, …, m в радиальном направлении (фиг. 2 и фиг. 3), также возникают переменные скорости резания ν1, ν2, …, νj, …, νm. Для обеспечения равенства стойкости всех участков 1, 2, …, j, …, m режущей кромки в условиях различных скоростей резания ν1, ν2, … νj, … νm из-за различных радиусов R1, R2, … Rj, …, Rm, физико-механические свойства материала инструмента в радиальном направлении выполняют из условия равенства стойкости всех участков каждой режущей кромки по ее длине от периферии к центру инструмента CR(Rj)=ƒ(νj) (фиг. 2, фиг. 3, фиг. 4), располагающихся на каждой ступени инструмента.
Для обеспечения изменяющихся физико-механических свойств материала режущей части в радиальном направлении, их свойства выполняют ступенчато-изменяющимися (фиг. 5, фиг. 6). Причем ступенчато-изменяющиеся свойства материала режущей части инструмента 1 выполняют посредством телескопической сборки трубчатых элементов 8, 9, 10, 11 с радиусами R2, …, Rj, …,Rm, выполненных из различных материалов, например, посредством порошкового твердого сплава с различным содержанием компонент порошкового материала. В центральной части располагается прутковый элемент 12 из твердого сплава радиусом R1. Это обеспечивает реализацию изменяющихся свойств участков режущей кромки 7, изменяющихся в соответствии с выражением CR(Rj)=ƒ(νj) в точках 1, 2, …, j, …, m.
На фиг. 7 представлен комбинированный осевой лезвийный инструмент, имеющий три ступени, а именно: 13 - сверло, 14 - зенковка, 15 - зенкер. На каждой ступени показаны периферийные точки на режущих кромках соответствующего вида инструмента a1, а2, a3. Представленный инструмент имеет хвостовик 6, с помощью которого он монтируется в шпинделе станка. Данному инструменту сообщается вращательное движение В1 и движение подачи П2, посредством которых выполняется обработка поверхностей 16, 17 и 18 изделия 19. В этом случае обработка поверхностей изделия 19 ведется по последовательно-параллельной схеме.
На фиг. 8 представлен комбинированный осевой лезвийный инструмент, также имеющий три ступени, а именно: 20 - передний зенкер, 21 - средний зенкер, 22 - задний зенкер. Здесь на каждой ступени показаны периферийные точки на режущих кромках соответствующего вида инструмента a1, а2, a3. Представленный инструмент имеет хвостовик 6, с помощью которого он монтируется в шпинделе станка. Данному инструменту сообщается вращательное движение В1 и планетарное вращение В3. Посредством этих движений выполняется обработка поверхностей 23, 24 и 25 изделия 26. В этом случае обработка поверхностей изделия ведется по параллельной схеме.
Работает комбинированный осевой лезвийный инструмент (фиг. 1) следующим образом. Главное движение резания и движение подачи от шпинделя станка через хвостовик 6 передается ступеням инструмента 1, 2, 3, 4, 5, которые на фиг. 1 обозначены номерами 1, 2, …, i, …, n. При этом физико-механические свойства материала режущей части выполнены постоянно-изменяющимися, как в осевом Co(i)=ƒ(νi) (фиг. 1), так и в радиальном направлении CR(Rj)=ƒ(νj) (фиг. 2, фиг. 3), а именно, в осевом направлении - из условия равенства стойкости периферийных участков режущих кромок по всем ступеням инструмента, а в радиальном направлении - из условия равенства стойкости всех участков каждой режущей кромки по ее длине от периферии к центру инструмента, располагающихся на каждой ступени инструмента. Это обеспечивает одинаковый износ периферийных участков режущих кромок в зонах точек a1, а2, …, ai, …, an (фиг. 1) по всем ступеням инструмента, например, износ по задним поверхностям:

где hoi - величина износа периферийной кромки по задней поверхности i-й ступени инструмента.
А также обеспечивает одинаковый износ всех участков 1, 2, …, j, …, m (фиг. 3, фиг. 4) по длине режущей кромки 7 от периферии к центру, например износ по задней поверхности сверла 1 или инструмента другой ступени:

где hRj - величина износа j-го участка режущей кромки.
Для аппроксимации изменяющихся свойств инструмента, физико-механические свойства материала режущей части могут быть выполнены ступенчато-изменяющимися (рис. 5, рис. 6) в осевом и в радиальном направлениях. Причем ступенчато-изменяющиеся свойства материала режущей части инструмента 1 выполняют посредством телескопической сборки трубчатых элементов 8, 9, 10, 11 с радиусами R2, …, Rj, …, Rm,, выполненных из различных материалов, например, посредством порошкового твердого сплава с различным содержанием компонент порошкового материала. В центральной части располагается прутковый элемент 12 из твердого сплава радиусом R1. Это обеспечивает реализацию изменяющихся свойств участков режущей кромки 7 в соответствии с выражением CR(Rj)=ƒ(νj) в точках 1, 2, …, j, …, m. А также обеспечивает возможность сборки инструмента с изменяющимися свойствами - и в осевом направлении Co(i)=ƒ(νi) из условия варьирования свойств материала твердого сплава, выполненного из трубчатых элементов. В этом случае, синтез и телескопическая сборка заготовки для комбинированного осевого лезвийного инструмента выполняется из условий (1) и (2).
При обработке поверхностей 16, 17 и 18 изделия 19 (фиг. 7), например, комбинированным инструментом с тремя ступенями 13, 14 и 15, процесс резания выполняется по последовательно-параллельной схеме. При этом инструменту сообщается вращательное движение В1 и движение подачи П2 посредством хвостовика 6. В этом случае, вследствие того, что диаметры ступеней инструмента имеют различные диаметры, на режущих кромках инструмента возникают различные скорости резания, причем эти особенности возникают как по кромкам в осевом направлении - по ступеням, так и в радиальном направлении - по длине режущей кромке. Здесь, обработка является последовательно-параллельной, которая вызывает неравномерные износы режущих кромок. Выполнение инструмента с изменяющимися физико-механическими свойствами в соответствии с особенностями, представленными на фиг. 3, …, фиг. 6, обеспечивает возможность одинакового износа всех режущих кромок в осевом и в радиальном направлении.
При обработке поверхностей 23, 24 и 25 изделия 26 (фиг. 8), например, комбинированным инструментом с тремя ступенями 20, 21 и 22, процесс резания выполняется по параллельной схеме. При этом инструменту сообщается вращательное движение B1 посредством хвостовика 6 и его планетарное вращение B3. В этом случае, вследствие того, что диаметры ступеней инструмента имеют различные диаметры, на режущих кромках инструмента возникают различные скорости резания, причем эти особенности возникают как по кромкам в осевом направлении - по ступеням, так и в радиальном направлении - по длине режущей кромке. Здесь, схема обработки является параллельной, которая вызывает неравномерные износы режущих кромок. Выполнение инструмента с изменяющимися физико-механическими свойствами в соответствии с особенностями, представленными на фиг. 3, …, фиг. 6, обеспечивает одинаковый износ всех режущих кромок в осевом и в радиальном направлении.
Таким образом, применение данного инструмента обеспечивает одинаковую стойкость всех режущих кромок по ступеням инструмента и одинаковую стойкость участков по длине каждой режущей кромки в условиях действия различных режимов, условий и скоростей резания. Это дает возможность для данного инструмента выполнять следующее:
- повышается стойкость ступеней и режущих кромок комбинированного осевого лезвийного инструмента, которые работают в различных условиях резания;
- обеспечивается повышение полного потенциала работоспособности инструмента за счет одинакового износа режущих кромок инструмента как по ступеням в осевом направлении, так и по длине режущей кромки, расположенной от периферии к центру, причем выполняемым при различных скоростях резания по ступеням и по длине режущей кромки;
- повышается точность единовременной обработки сразу нескольких поверхностей детали, имеющих различные геометрические параметры и скорости резания на различных ступенях за счет одинакового износа всех режущих кромок и обеспечения стабильности резания;
- обеспечивается повышение параметров качества обработки поверхностей детали за счет одинакового износа всех режущих кромок и стабильности обработки поверхностей детали с различными геометрическими параметрами;
- повышается производительность обработки единовременно сразу нескольких поверхностей с различными геометрическими параметрами резания.
Примеры реализации конкретных вариантов комбинированного осевого лезвийного инструмента.
1. Физико-механические свойства материала режущей части выполнены с постоянно-изменяющимися параметрами (фиг. 4).
В этом случае, физико-механические свойства материала режущей части выполняют с постоянно-изменяющимися параметрами, как в осевом, так и в радиальном направлении, а именно, в осевом направлении - из условия равенства стойкости периферийных участков режущих кромок по всем ступеням инструмента, а в радиальном направлении - из условия равенства стойкости всех участков каждой режущей кромки по ее длине от периферии к центру инструмента, располагающихся на каждой ступени инструмента (фиг. 4).
Выполнение свойств материала режущей части обусловлено тем, что скорость резания на режущих кромках по инструменту определяется по прямой пропорциональной зависимости от величины радиуса окружности от продольной оси инструмента до точки на режущей кромке инструмента:
где Vp - скорость резания в точке на режущей кромке инструмента в зависимости от радиуса Ri;
n - частота вращения инструмента.
При изготовлении инструмента (заготовки инструмента), изменяющиеся физико-механические свойства инструмента выполняется на 3-D принтере с использованием порошкового материала (твердого сплава), например, на базе функционально-ориентированной технологии (см. Михайлов А.Н. Основы синтеза функционально-ориентированных технологий. - Донецк: ДонНТУ, 2009. - 346 с.), по следующей схеме:

где V4 - схема технологического воздействия для формирования объемного функционального элемента инструмента;
(ms t ν, es, t, ν, is, t, ν) - кортеж параметров технологических воздействий материального, энергетического и информационного характеров в зависимости от параметров направлений s, t, ν;
 - элементарный объем в s-м, t-м и ν-м направлении или окрестность объемной точки;
- элементарный объем в s-м, t-м и ν-м направлении или окрестность объемной точки;
r - количество элементарных точек в ν-м направлении.
Здесь, порошковый материал предварительно формируется, далее, выполняется его прессование и спекание в соответствии с режимами изготовления твердого сплава. Затем, из полученной заготовки формируется с помощью операций резания инструмент, и далее, выполняется заточка его режущих кромок. При этом, в процессе изготовления инструмента, выполняют соответствующие операции термической обработки и приварки трением хвостовика инструмента.
Для обеспечения изменяющихся свойств инструмента, химический состав элементов материала твердого сплава варьируется следующим образом:
- центральная часть инструмента: WC = 81%, TiC = 4%, ТаС = 3%, Со = 12%;
- периферийная часть инструмента: WC = 71%, TiC = 8%, ТаС = 12%, Со = 9%.
При этом параметры химического состава материалы центральной части инструмента изменяются по прямой пропорциональной зависимости от периферии к центру. Соответственно, чем больше наружный диаметр инструмента, тем больше радиус окружности Ri, который влияет на состав материала твердого сплава и режимы резания.
2. Физико-механические свойства материала режущей части выполнены со ступенчато-изменяющимися параметрами (фиг. 6).
В этом случае, режущая часть инструмента формируется со ступенчато-изменяющимися свойствами материала режущей части инструмента 1 посредством телескопической сборки трубчатых элементов 8, 9, 10, 11 с радиусами R2, …, Rj, …, Rm,, выполненных из различных материалов, например, посредством порошкового твердого сплава с различным содержанием компонент порошкового материала. В центральной части располагается прутковый элемент 12 из твердого сплава радиусом R1. Это обеспечивает реализацию изменяющихся свойств участков режущей кромки 7.
Для обеспечения ступенчато-изменяющихся свойств инструмента, химический состав элементов материала твердого сплава варьируется следующим образом:
- центральная часть 12 инструмента (пруток): WC = 81%, TiC = 4%, ТаС = 3%, Со = 12%;
- периферийная часть 8 инструмента (трубчатая часть): WC = 71%, TiC = 8%, ТаС = 12%, Со = 9%.
При этом параметры химического состава материалы центральной части инструмента 9, 10 и 11 изменяются по прямой пропорциональной зависимости от периферии к центру. Соответственно, чем больше наружный диаметр инструмента, тем больше радиус окружности Ri, который влияет на состав материала твердого сплава и режимы резания.
Изобретение относится к обработке материалов резанием и может быть использовано при обработке внутренних поверхностей с различными геометрическими параметрами. Инструмент содержит последовательно расположенные вдоль продольной оси ступени в виде различных лезвийных инструментов, образующих режущую часть с режущими кромками. Режущая часть выполнена из твердого сплава с изменением его химического состава от периферии инструмента к центру, обеспечивающего равенство стойкости периферийных участков режущих кромок по всем ступеням инструмента в осевом направлении и равенство стойкости всех участков каждой режущей кромки на каждой ступени режущей части по ее длине от периферии к центру инструмента в радиальном направлении. Повышается точность обработки и стойкость всех ступеней инструмента. 2 пр., 8 ил.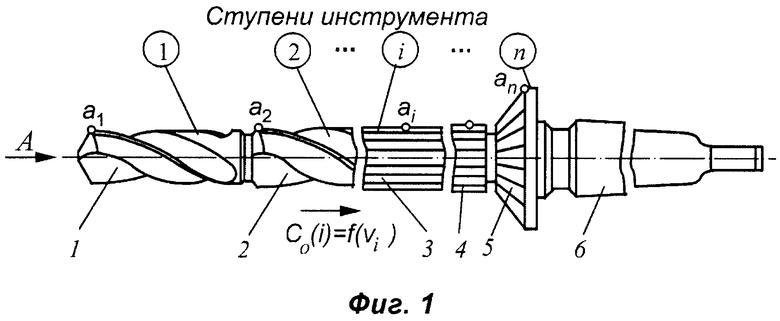
Комбинированный осевой лезвийный инструмент для обработки внутренних поверхностей с различными геометрическими параметрами, содержащий последовательно расположенные вдоль продольной оси ступени в виде различных лезвийных инструментов, образующих режущую часть с режущими кромками, отличающийся тем, что режущая часть выполнена из твердого сплава с изменением его химического состава от периферии инструмента к центру, обеспечивающего равенство стойкости периферийных участков режущих кромок по всем ступеням инструмента в осевом направлении и равенство стойкости всех участков каждой режущей кромки на каждой ступени режущей части по ее длине от периферии к центру инструмента в радиальном направлении.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2423207C1 |
| КОМБИНИРОВАННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2634335C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2008 |
|
RU2364478C1 |
| Способ выполнения логических операций | 1962 |
|
SU151511A1 |
| US 4651374 A1, 24.03.1987 | |||
| DE 3516724 A, 10.10.1985. | |||

