(54) СПОСОБ ЗЕНКЕРОВАНИЯ И РАЗВЕРТЫВАНИЯ ОТВЕРСТИЙ АЛМАЗНЫМИ ИНСТРУМЕНТАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1980 |
|
SU901043A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| Зенкер для сквозных отверстий | 1983 |
|
SU1175626A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1171517A1 |
| СПОСОБ ИСПЫТАНИЯ ЗЕНКЕРА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ | 2016 |
|
RU2620030C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСОВ ЛАТУННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2008 |
|
RU2421306C2 |
| КОЛЬЦЕВОЕ СВЕРЛО | 1972 |
|
SU343781A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Масса для изготовления абразивного шлифовального инструмента | 1988 |
|
SU1613308A1 |
1
Изобретение относится к обработке неметаллических материалов и может быть использовано при обработке, отверстий в различных деталях из твердых неметаллических материалов (стекла, пьезокерамики, керамики и т.д.) алмазными зенкерами и развертками.
Известен способ обработки отверстий алмазными инструментами, который может быть использован при зенкеровании и развертывании отверстий, преимущественно в неметаллических материалах, включающий вращение и осевую подачу режущего инструмента и подачу смазочно-охлаждающей жидкости в зону обработки 1.
Недостатком известного способа является то, что его использование не обеспечивает вынос мелкодисперсных частичек из зоны резания, при этом происходит щарнирование частичек в связку инструмента, и снижается производительность обработки.
Наиболее близким техническим решением является способ зенкерования и развертывания отверстий алмазными инструментами, преимущественно в деталях из неметаллических материалов, включающий
вращение и осевую подачу режущего инструмента и подачу смазочно-охлаждающей жидкости через свободный торец обрабатываемого отверстия 2.
Недостатком известного технического решения является повышенная энергоемкость резания и быстрое наполнение частичек стружки на рабочей части инструмента, что приводит к быстрому выходу инструмента из строя, снижает производительность обработки и требует частую перезаточку инструмента. Этот недостаток обусловлен
10 незначительной деформацией струйного потока, поэтому СОЖ проходит по каналам инструмента, не проникая в его рельефный слой и не выносит частицы стружки из зоны резания. Этому же способствует меньшая плотность неметаллических материалов
ts (в 2-3 раза меньше металлических материалов).
Цель изобретения - повышение производительности обработки и стойкости инструмента.
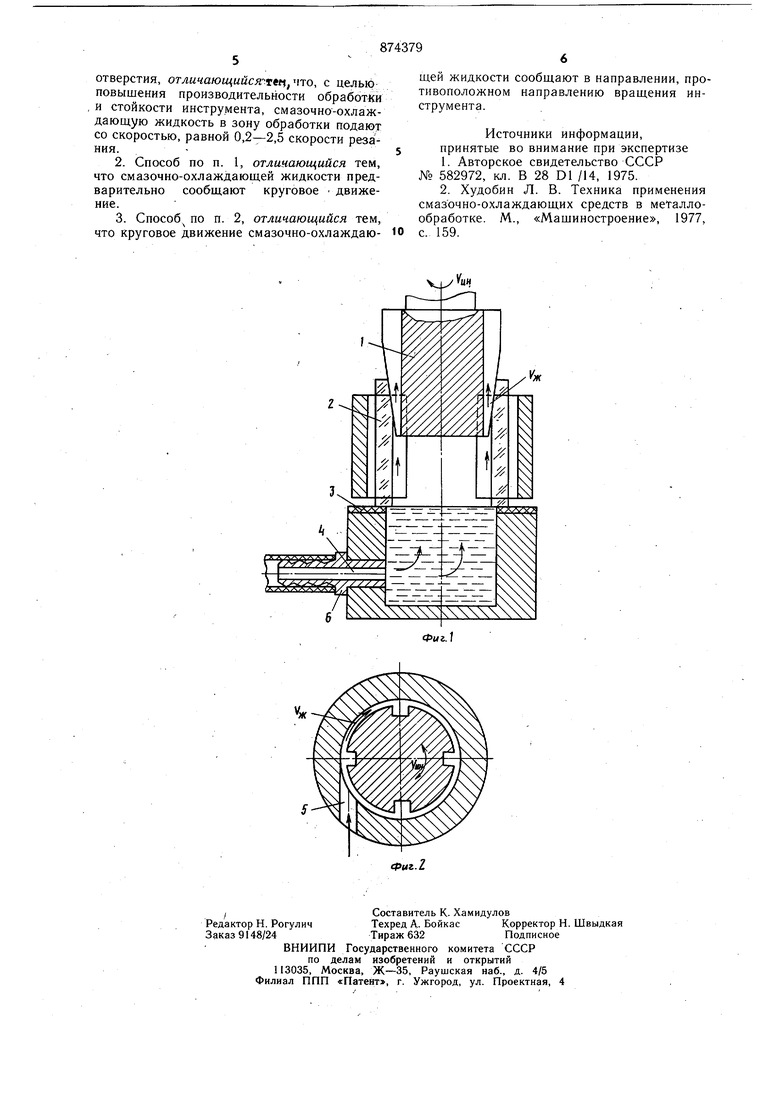
Поставленная цель достигается соглас20но способу зенкерования и развертывания отверстий алмазными инструментами, преимущественно в деталях из неметаллических материалов, включающему вращение и осевую подачу режущего инструмента и подачу смазочно-охлаждающей жидкости через свободный торец обрабатываемого отверстия, смазочно-охлаждающую жидкость в зону обработки подают со скоростью, равной 0,2-2,5 скорости резания, кроме того смазучно-охлаждающей жидкости предварительно сообщают круговое движение и в направлении противоположном направлению вращения инструмента. На фиг. 1 изображена схема обработки отверстия; на фиг. 2 - схема подачи жидкости для сообщения ей кругового движения. Алмазный зенкер или развертка 1 устанавливается в щпиндель 2 станка и ему сообщается вращательное и поступательное вдоль оси движение. Обрабатываемую деталь устанавливают на базирующий элемент 3 зажимного приспособления. В нижней части этого отверстия выполняют отверстия, расположенные радиально 4 или тангенциально 5, в которых закрепляют щтуцеры 6 для подвода смазочно-охлаждающей жидкости. Количество подаваемой жидкости определяют с таким расчетом, чтобы скорость ее движения по пазам инструмента находилась в пределах 0,2-2,5 от скорости вращения инструмента или детали (для схем, при которых главное движение резания получает обрабатываемая деталь). При выполнении этого соотнощения поток жидкости, движущейся по каналам инструмента, трансформируется в тангенциальном направлении и создаются благоприятные условия для увлечения поверхностного слоя жидкости рельефным слоем алмазного инструмента в зону обработки. Благодаря этому обеспечивается вынос частиц стружки во взвещенном состоянии и стабильная работы инструмента. Условия проникновения жидкости в зону резания зависят от размера и зернистости инструмента, метода его изготовления и припуска на обработку. Алмазные зенкеры предназначены для съема припуска на диаметр 0,5-2,0 мм и изготовляются из азмазов больших размеров (100/80-400/315 по ГОСТ 9206-70). Алмазные же развертки предназначены для съема припуска не более 0,4мм на диаметр и изготовляются из алмазов меньщей зернистости (28/20-50/40 по ГОСТ 9206-70). Алмазные зенкеры и развертки изготавливаются методом гальваностегии ( 1-20 мм и сборными с использованием брусков, полученных методом порощковой металлургии. Известно, что величина рельефного слоя инструментов, полученных методом гальваностегии, в 2-4 раза больще, чем инструментов, изготовленных -методом порощковой металлургии. при зенкеровании инструментами ( 20 мм)и на гальванической связке скорость потока жидкости по пазам инструмента принимают в пределах 1,0-2,5 скорости резания, а при зенкеровании отверстий больщего диаметра - в пределах 0,2-1 скорости резания,, при алмазном же развертывании - в пределах 0,4-1,0 скорости резания. Для облегчения трансформации осевого потока жидкости необходимо сообщать ей круговое движение. В этом случае уменьщаются потери на деформацию потока и повыщается эффективность выноса продуктов обработки. В ряде случаев не удается реализовать рекомендуемые соотнощения (малая производительность насоса подачи СОЖ, малые размеры д 1спергируемого материала и т.п.) В этих случаях сообщение жидкости кругового движения может существенно повысить производительность обработки. Круговое движение жидкости может быть направлено как в направлении совпадающем с направлением вращения инструмента, Tak и в , противоположном. Противоположное направление наиболее эффективно, когда микрорельеф рабочей части инструмента развит слабо, а размеры частиц диспергируемого материала не превыщают 1-3 мкм (например, при обработке керамики 22хС). В этом случае происходит турбулизация пограничного слоя жидкости и она лучще проникает в рельефный слой инструмента. В соответствии с технологией обработки выбирается частота вращения инструмента (или детали) и определяется скорость резания. Затем выбирается соотнощение скорости резания и потока жидкости. Требуемый расход определяется по формуле Q -s где Q -расход жидкости; УЖ- скорость потока жидкости; S - площадь пазов инструмента, по которым движется жидкость. При обработке отверстий ( мм) в различных неметаллах повыщается производительность обработки в 1,5-2,5 раза, а стойкость инструмента в 2-4 раза, в сравнении с известным способом. Формула изобретения 1. Способ зенкерования и развертывания отверстий алмазными инструментами, преимущественно в деталях из неметалли.ческих материалов, включающий вращение и осевую подачу режущего инструмента и подачу смазочно-охлаждающей жидкости через свободный торец обрабатываемого
