Изобретение относится к обработке металлов резанием и может быть применено на металлообрабатывающих станках для определения начальной температуры резания посредством точного фиксирования полезного сигнала термоЭДС в системах автоматического управления станками; в системах ЧПУ, имеющих блоки адаптации, использующие сигнал термоЭДС из зоны резания в качестве датчика обратной связи (Программное управление станками /Под. ред. В.Л. Сосонкина.- М.: Машиностроение, 1981, с. 301, 307-311).
При использовании сигнала термоЭДС в вышеперечисленных случаях необходимо принимать меры, позволяющие избежать появления источников вторичных (паразитных) ЭДС в месте стыка режущей пластины и резцедержавки (корпуса инструмента) как в инструментах с припаянными режущими пластинками, так и с механическим креплением, а также коротких (шунтирующих) электрических цепей при повторном контакте сходящей стружки с державкой (корпусом инструмента).
Известны способы измерения термоЭДС с устранением влияния паразитных составляющих путем удлинения одного из электродов термопары - режущей пластинки - термостатирующими контактными стержнями, выполненными из материала режущего инструмента, или с принудительным охлаждением места пайки режущей пластины (Аваков А.А. Физические основы теорий стойкости режущих инструментов.- М.: Машгиз, 1960, с. 178-180, рис. 108, 109, 110).
Недостаток этих способов измерения термоЭДС состоит в том, что они приемлемы только в лабораторных условиях для исследования процесса резания и неприемлемы в промышленных условиях из-за значительных усложнений конструкций типовых резцов, сверл, фрез и другого режущего лезвийного инструмента, снижающего технологические возможности станка. Такой же недостаток присущ известному способу термостатирования с применением компенсационных проводников (Программное управление станками. /Под ред. В.Л.Сосонкина.- М.: Машиностроение, 1981, с. 309, рис. 4.10).
Близким способом того же назначения к заявленному по совокупности признаков является способ измерения величины термоЭДС естественной термопары с дополнительной электрической изоляцией детали и резца от корпуса токарного станка с применением термостатирующего (удлинительного) термоэлектрода, выполненного из материала режущей части резца (Грановская Г.И., Грановский В.Г. Резание металлов.- М.: Высшая школа, 1985, с. 114-115, рис.8.10).
К причинам, препятствующим достижению требуемого технического результата (применение в заводских, промышленных условиях без усложнения конструкции типовых инструментов и без снижения технологических возможностей станков), при использования известного способа относится то, что дополнительная электрическая изоляция детали или резца токонепроводящими прокладками снижает жесткость и виброустойчивость системы станок - приспособление - инструмент - деталь (СПИД), а применение удлинительных твердосплавных термостатирующих стержней, например, в револьверных головках токарных станков с ЧПУ кроме усложнения конструкции резцов увеличивает расход твердосплавных материалов.
Задачей, на решение которой направлено заявленное изобретение, является обеспечение возможности точного измерения полезного сигнала термоЭДС естественной термопары инструмент-деталь в промышленных условиях режущими пластинками стандартных размеров.
Техническим результатом, который может быть получен при осуществлении изобретения, является возможность измерять величину термоЭДС, возникающую при обработке металла резцами, сверлами, фрезами, зенкерами и другими режущими лезвийными инструментами, оснащенными твердосплавными пластинками или пластинками из быстрорежущей стали стандартных размеров закрепленных на корпусе инструмента пайкой или механическим способом, отфильтровывая при этом аппаратным путем (автоматически) величину помех паразитных термоЭДС и помех от повторного замыкания сходящей стружкой корпуса инструмента.
Указанный технический результат достигается тем, что в способе измерения величины термоЭДС естественной термопары инструмент-деталь при обработке металла со снятием стружки, в диапазоне скоростей выше зоны наростообразования, с использованием электрической изоляции инструмента и детали масляными пленками подшипников станка, предварительно на холостом ходу станка измеряют сопротивление масляных пленок и при величине их сопротивления равного или более 100 Ом производят регистрацию полезного сигнала термоЭДС рабочих режимов резания с использованием пик-детектора (амплитудного выпрямителя) в качестве фильтра для отделения паразитных термоЭДС, фиксируя момент резания, характеризующийся началом устойчивого стружкообразования.
Использование в предлагаемом способе измерения величины термоЭДС естественной термопары инструмент-деталь уровня сопротивления электрической изоляции инструмента и детали масляными пленками подшипников станка в 100 Ом и более позволяет сохранить заложенную в конструкцию станков жесткость системы СПИД и уровень виброустойчивости. При этом не искажается (не уменьшается) полезный сигнал термоЭДС, так как внутреннее сопротивление источника термоЭДС находится в интервале 0,2-1 Ом, а уровень ЭДС изменяется от 5-7 мВ при резании пластинками из быстрорежущей стали до 35-40 мВ при резании пластинками из твердого сплава.
Кроме того, в предлагаемом способе для отделения (фильтрации) помех от паразитных термоЭДС в стыках: пластинка-державка (корпус инструмента), корпус инструмента - соединительные медные провода, корпус детали - токосъемник, из которых самая значительная в стыке режущая пластинка -державка (корпус инструмента) (фиг. 1) и помех от повторного замыкания стружки на корпус инструмента (фиг. 2) применен пик-детектор (амплитудный выпрямитель), который автоматически в случае малейшего понижения полезного сигнала в любой начальный период резания "запоминает" только нарастающий уровень сигнала или его постоянный уровень и отсекает (запирает) сигнал от любой помехи, уровень сигнала которой меньше полезного или имеет другой знак (Гутников В.С. Интегральная электроника в измерительных устройствах. - Л.: Энергия, 1980, с. 154-156, рис. 7-3 а) б)).
Полезный сигнал естественной термопары - уровень ЭДС - по теплофизической природе своего образования в начальный период резания всегда растет до наступления момента устойчивого образования стружки (2-4 с), затем или остается постоянным в течение нескольких секунд, или продолжает расти по мере износа режущего инструмента. Паразитные термоЭДС в стыках по физической природе имеют обратный знак, помеха от замыкания стружки - всегда меньше уровня полезного сигнала.
Пик-детектор, как и регистрирующий или запоминающий прибор, может размещаться в шкафу управления станка (в системе ЧПУ) и соединяется обычными проводами с корпусом типового режущего инструмента, не усложняя его конструкцию.
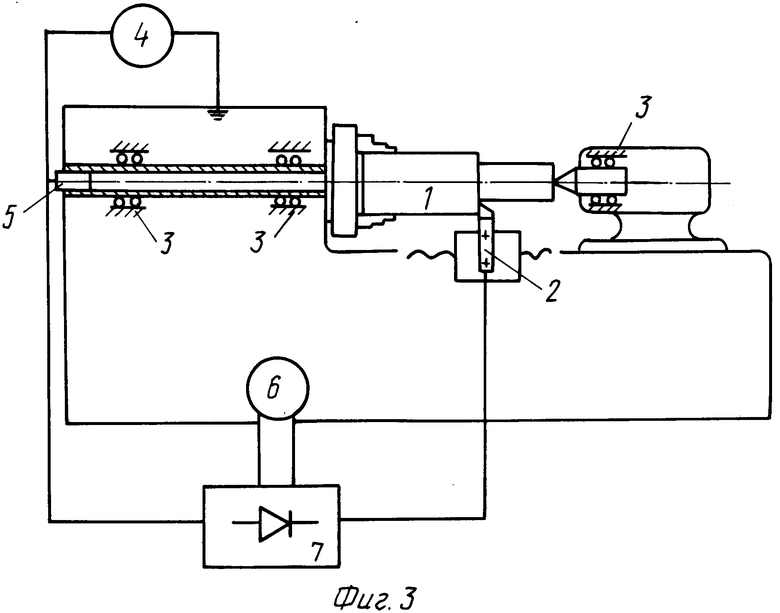
Сущность изобретения поясняется чертежом, где на фиг. 3 представлена схема измерения термоЭДС естественной термопары на токарном станке. Обрабатываемая деталь 1 закреплена в кулачковом патроне станка и поджата задним центром. Резец 2 закреплен в резцедержавке. Предварительно на холостом ходу (без резания метала) на выбранной скорости резания (числах оборотов шпинделя) измеряется сопротивление масляных пленок подшипников 3 омметром 4, подключенным к токосъемнику 5 и к корпусу станка. При величине сопротивления масляных пленок подшипников станка, равного 100 Ом или более, производят резание металла и измеряют термоЭДС естественной термопары милливольтметром 6 через схему пик-детектора (амплитудного выпрямителя) 7, подключенного к токосъемнику 5 и к корпусу резца 2.
Способ осуществляется следующим образом.
Предварительно на выбранной скорости, соответствующей диапазону выше зоны наростообразования, без резания металла (на холостом ходу) производят замер величины сопротивления масляных пленок подшипников станка. При величине этого сопротивления, равного 100 Ом или более, производят обработку металлической детали, закрепленной непосредственно на станке, инструментом, закрепленным без изолирующих прокладок от корпуса станка, используя в качестве фильтра для отделения помех от паразитных термоЭДС пик-детектор (амплитудный выпрямитель), включенный между регистрирующим прибором и источником термоЭДС естественной термопары. Схема измерения, применительно к токарному станку, приведена на фиг. 3. Регистрацию полезного сигнала ЭДС естественной термопары ведут с начального момента резания до появления устойчивого постоянного значения на регистрирующем приборе в течение 4-5 с. Длительность хранения зарегистрированного уровня полезного сигнала термоЭДС определяется емкостью конденсатора, включенного на выходе пик-детектора.
Результаты экспериментальной проверки предложенного способа измерения величины термоЭДС естественной термопары инструмент-деталь при обработке металла на токарном станке 16K20 твердосплавным инструментом, в диапазоне скорости резания выше зоны наростообразования, с использованием электрической изоляции инструмента и детали масляными пленками подшипников станка представлены на фиг. 1, 2 и 4.
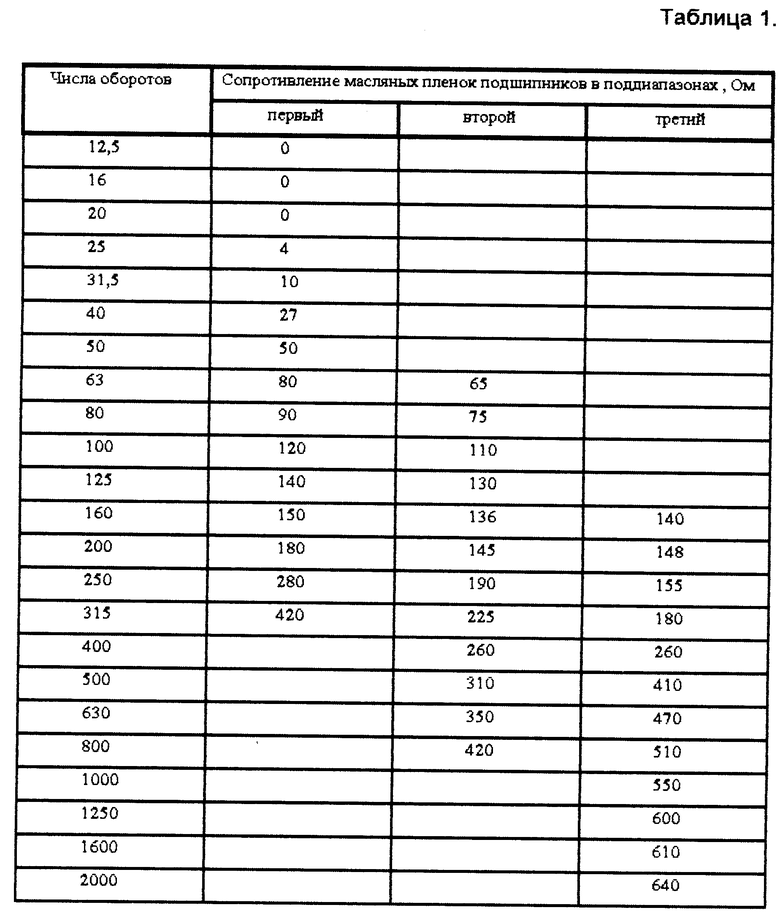
Значение общего сопротивления масляных пленок подшипников станка (передней бабки и заднего центра) на различных диапазонах коробки скоростей станка 16K20 приведено в табл.
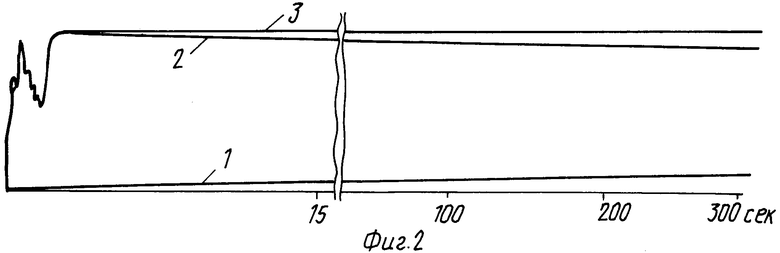
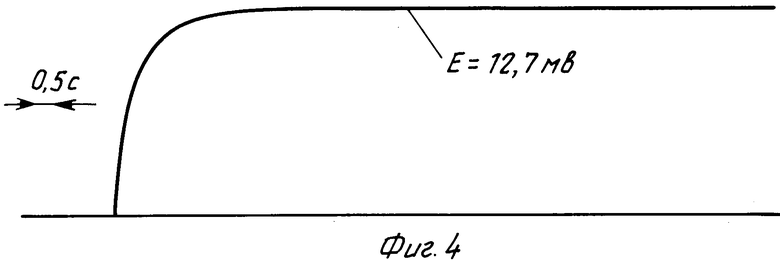
Процесс возникновения полезного сигнала термоЭДС и сигнала помехи записывался на шлейфовом осциллографе H-700. Обрабатываемый металл сталь 45, инструмент: трехгранная твердосплавная пластина T15K6, диаметр описанной окружности -18 мм, механически закрепленная на резцедержавке. Режим резания: скорость резания V=137 м/мин, подача S=0,26 мм/об, глубина резания t = 2 мм, термоЭДС E =12,7 мВ. На фиг. 1 представлены осциллограммы записи нарастания полезного сигнала термоЭДС (кривая 3), снятого с применением термостатирующего контактного стержня длиной 150 мм и суммарного сигнала полезной составляющей и паразитной ЭДС в стыке твердосплавная пластинка-державка (кривая 2), снятого с хвостовой части резцедержавки. Кривая 1 - абсолютное значение паразитной ЭДС. Примерно через 3 - 4 с, когда высокое температурное поле зоны резания достигает стыка твердосплавная пластинка-державка , начинает зарождаться паразитная термоЭДС, искажая (уменьшая) полезный сигнал. На фиг. 2 представлена осциллограмма случайного повторного замыкания сходящей стружкой на корпус резца и резкое снижение полезного сигнала термоЭДС. Там же показано увеличение паразитной ЭДС во времени от 0 до 300 ч. Через 15 с ее величина составляла 8% от полезного сигнала естественной термопары, через 100 с - 13%, через 200 с - 15% и через 300 с - 16,5%. Кривые 1, 2, 3 - те же, что и на фиг. 1.
На фиг. 4 представлена кривая записи полезного сигнала термоЭДС с использованием электрической изоляции детали и инструмента масляными пленками подшипников станка с фильтрацией сигнала помехи от паразитной ЭДС пик-детектором. Сигнал снимался с хвостовой части резцедержавки. Условия резания те же, что на фиг. 1 и 2.
Предложенный способ обеспечивает точное измерение полезного сигнала термоЭДС естественной термопары и может применяться в режиме автоматического измерения термоЭДС, например, программным путем на станках с ЧПУ, где время измерения, запоминания и сброса сигнала можно задавать от таймера.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий: средство, воплощающее изобретение при его осуществлении, предназначено для использования в металлообработке для точного измерения полезного сигнала естественной термопары с целью его дальнейшего использования для определения начальной температуры резания или в системах автоматического управления станками; для изобретения в том виде, как оно охарактеризовано в независимом пункте нижеизложенной формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств и методов; средство, воплощающее изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
Изобретение относится к обработке металлов резанием и может быть использовано в системах автоматического управления металлообрабатывающих станков. Способ измерения величины термоЭДС естественной термопары инструмент - деталь при обработке металла со снятием стружки заключается в том, что в диапазоне скоростей выше зоны наростообразования предварительно, на холостом ходу станка, измеряют сопротивление масляных пленок подшипников станка. При величине сопротивления, равного или более 100 Ом, производят регистрацию полезного сигнала термоЭДС рабочих режимов резания с использованием пик-детектора в качестве фильтра для отделения паразитных термоЭДС, фиксируя момент резания, характеризующийся началом устойчивого стружкообразования. 4 ил., 1 табл.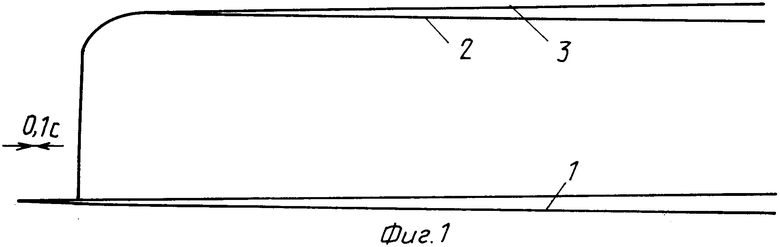
Способ измерения величины термоЭДС естественной термопары инструмент - деталь при обработке металла со снятием стружки в диапазоне скоростей выше зоны наростообразования с использованием электрической изоляции инструмента и детали масляными пленками подшипников станка, отличающийся тем, что предварительно на холостом ходу станка измеряют сопротивление масляных пленок и при величине их сопротивления равного или более 100 Ом производят регистрацию полезного сигнала термоЭДС рабочих режимов резания с использованием пик-детектора в качестве фильтра для определения паразитных термоЭДС, фиксируя момент резания, характеризующийся началом устойчивого стружкообразования.
| Грановский Г.И | |||
| и др | |||
| Резание металлов | |||
| - М.: Высшая школа, 1985, с.114 - 115. |
