1
Изобретение схгнбсится k производству 1№рамических и других блоков с отверстаями, а также плит, панелей и других многопустотных изделий.
Известны мундштуки к прессам, состо я щие из несущей рамки, кернов - пустотообразователей и держателей кернов из тонких металлических полос. Такие конструкции не позволяют вводить в пустоты формуемых блоков теплоносители и другие вещества для совмещения процессов сушки, обжига и формования.
Цель изобретения - совмещение операций формования, сушки и обжига.
Это достигается тем, что в передней пластине мундштука смонтированы рассекатели с поперечными и - продольными отверстиями для подачи газа, причем в поперечных отверстиях установлены трубки разных диаметров, расположенные одна в другой.
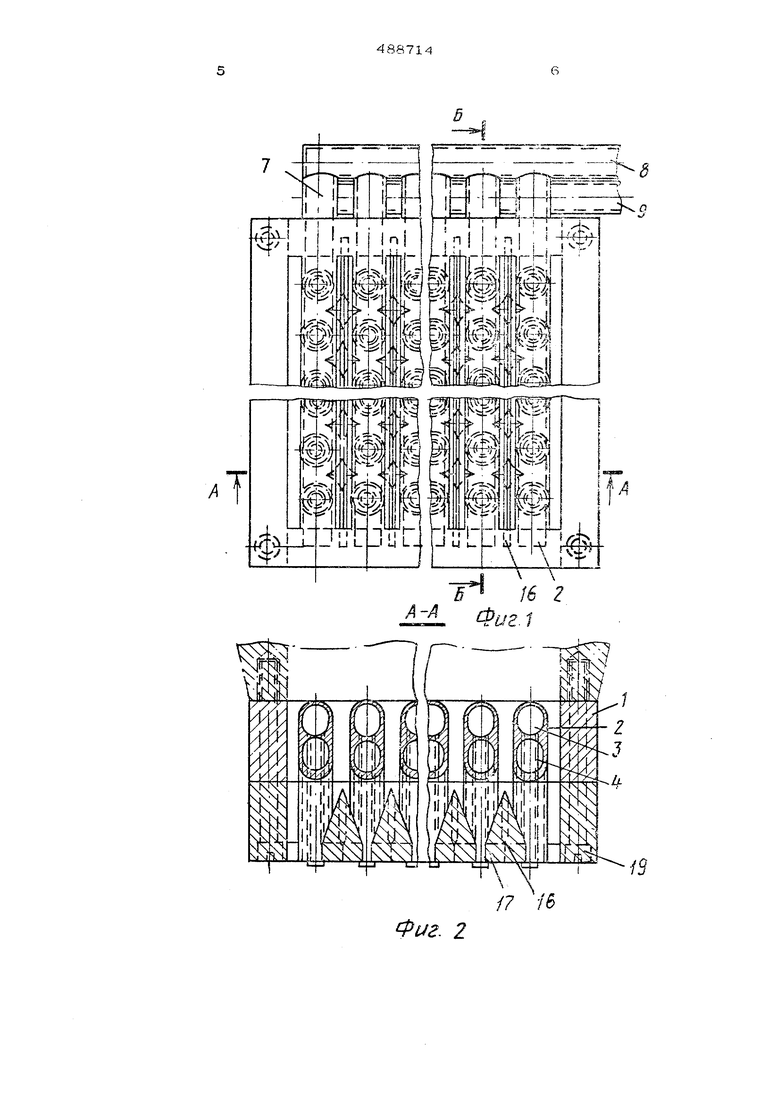
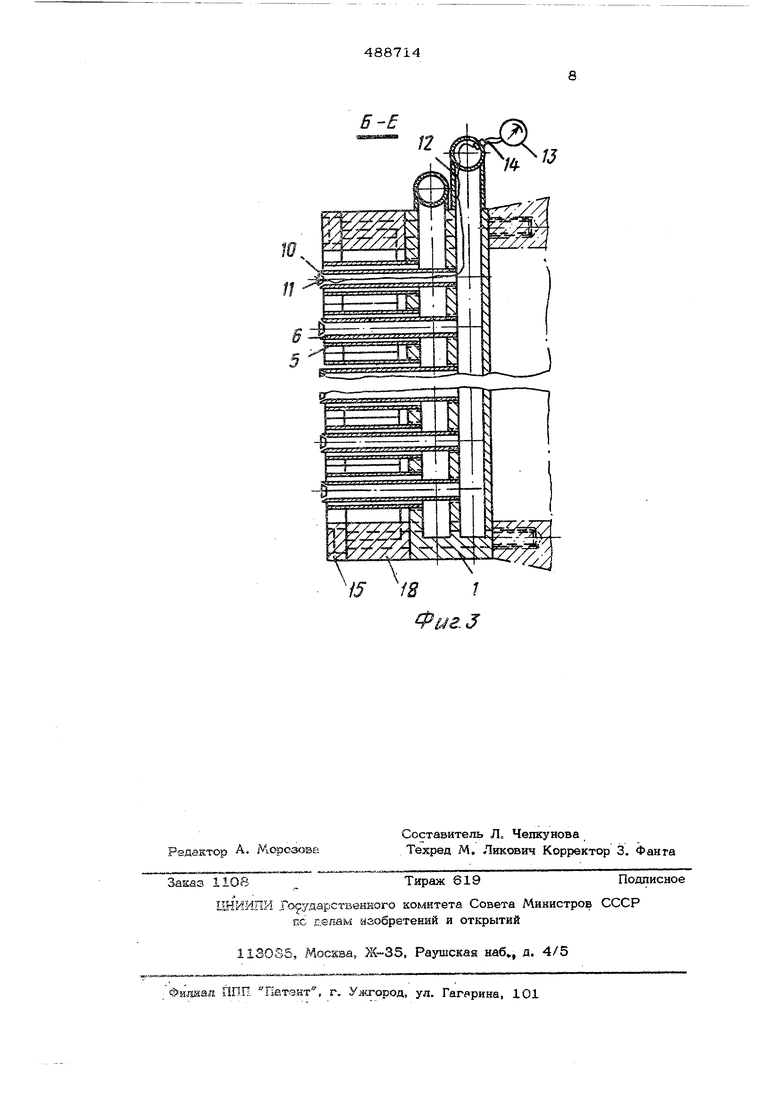
На фиг. 1 схематически показан мундштук, вид со стороны пресса; на фиг. 2 - разрез мундштука по А-А на фиг. 1: .на фиг. 3 - разрез по Б-Б на фяг. 1.
Мундштук состоит из передней пластины 1, состоящей из несущей рамки и рассекателей 2, в которых имеются по (два продольных отверстия 3 и 4, а также j поперечные отверстия с резьбой, в кото1рые ввертываются полые пустотообразова;тели 5 и трубки 6. Продольньгз отверстия I рассекателей с помощью трубок 7 соединеi ны с подводящими коллекторами 8 и 9. iЧерез подводящие коллекторы, трубки н iпродольные отверстия рассекателей, поло1 ста пустотообразователей подают в труб- KB формируемых блоков газы и другие вещества для сушки набора прочности или .обжига стенок трубок формуемого блока. Для создания кольцевого факела, направлен;ного на стенки трубок формуемого блока, ino контуру донышек трубок 6 имеются отверстия Ю, просверленные под углом к продольной оси трубок. Трубки 6 могут i не иметь донышка с косыми отверстиями, ; они могут быть полыми и короче пустото образователей 5, чтобы образовались ка меры смещения газов или других веществ .перед их выходом в трубки формуемых блоков. На их концах могут быть укреплё ны датчики 11 температур поступления газов и т.д., а провода 12 могут проходить к нр.чборам 13, находящимся отдельно от мундштука, через отверстия трубок, рассекателей и коллекторов и через герметичные выводы 14. Задняя пластина 15 имеет гребни 16, каждый из которых имеет ряд уширений к наружной плоскости задней пластины заканчиваюшихся квадратами с вогнутыми сторонами 17, образующими наружние окруж110СТИ трубок формуемого блока. Гребни . могут составлять одно целое с задней гшастиной 15 или являться отдельны.ми деталями, точное положение которых фиксируется в углублених наружной рамки пластины пазами вкладышей 18 при сборке всего мундштука. Крепление мундштука к, прессу производится винтами 19. При наг нетании пресдом формуемая масса проходит .лежау рассекателями отдельными полосами затем заполняет пространство между рассекателями 2 и пустообраэователями 5 и при дальнейшем движении из лент массы с круглыми отверстиями гребки 16 и квадраты с вогнутыми сторонами 17 формуют едкный блок, состоящий из множества тонкостенных трубок, каждая из которых монолитно соединена с четырьмя ее окружающими трубками. Газы или другие вещества для обеспечения сушки или обжига подаются в трубки формуемого блока в последовательности, определяемой технологией изготовления в зависимости от материала форму емого блока, применяемых веществ. Предмет изобретения Мундштук для изготовления многопустотных изделий из пластичного материала, содержащий пустотообразователи, переднюю и заднюю, пластины, отличающийс я тем, что, с целью совмещения операций формования, сушки и обжига, в передней дшастине мундштука смонтированы рассекаели с псшеречными и продольными отверстиями для подачи газа причем в поперечных отверстиях установлены трубки разных диаметров, расположенные одна в другой.
А-А
Фиг. 1
г 2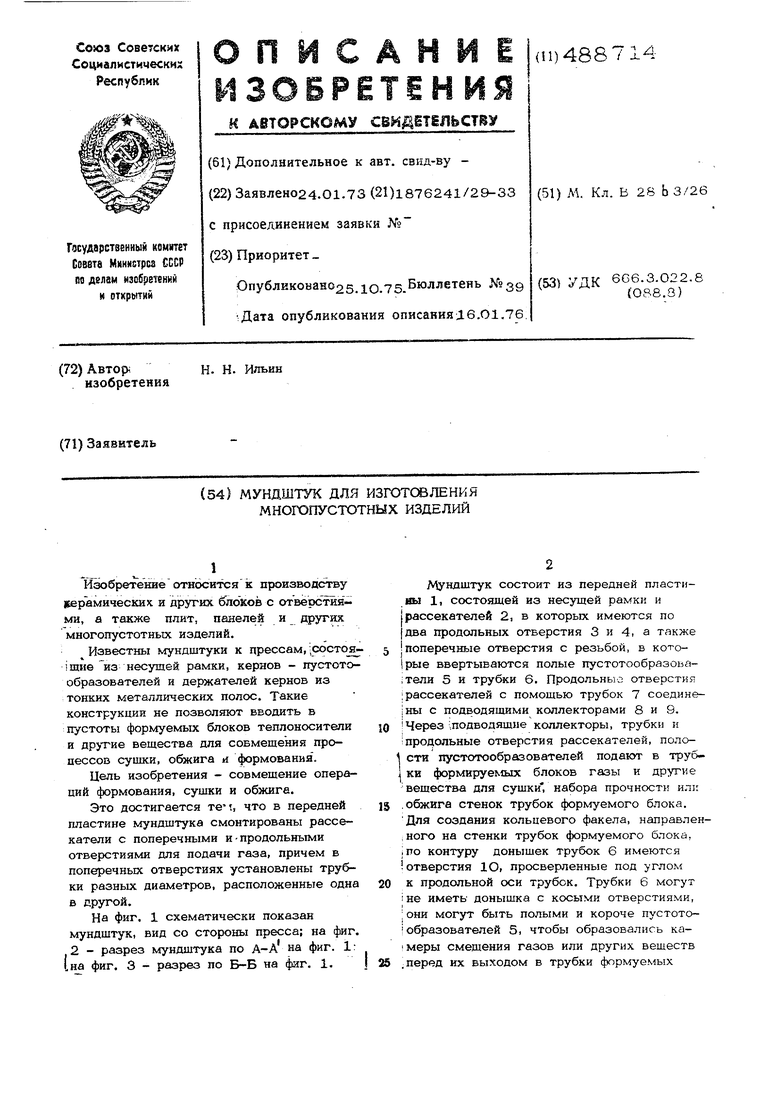
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для изготовления многопустотных изделий | 1977 |
|
SU692727A2 |
| УСТРОЙСТВО ДЛЯ РЕАКТИВНОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ И БЕТОННЫХ БЛОКОВ | 2001 |
|
RU2281199C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТ СТРОИТЕЛЬНЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2037403C1 |
| Способ формования изделия и формовочное устройство для его осуществления | 2017 |
|
RU2652224C1 |
| Способ изготовления многопустотного бетонного блока | 2024 |
|
RU2835566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| Ленточный вакуум-пресс для изготовления строительных многопустотных блоков из керамических масс | 1956 |
|
SU118100A1 |
| Мундштук для формования керамических изделий | 1972 |
|
SU445573A1 |
| Установка для формования многопустотных панелей | 1988 |
|
SU1523352A1 |