Изобретение относится к производству строительных изделий.
Известны и широко применяются два способа производства обжиговых строительных материалов, например, кирпича.
По одному из них из глины с добавлением воды или пара приготавливается пластичная масса, затем на винтовых прессах непрерывного действия формуется кирпич, который просушивается в сушильных камерах, потом обжигается и закаливается в обжиговых печах.
По другому известному способу глиняная масса сначала просушивается в сушильных барабанах, затем размалывается в порошок, из которого на вертикальных прессах прессуется кирпич и затем обжигается /см. И.И.Мороз. Технология строительной керамики. Киев, 1980 г./По первому способу в глину, чтобы сделать ее пластичной, добавляют воду, затем расходуют топливо и длительное время для ее удаления из отформованного кирпича.
По второму способу спрессованный из сухой массы кирпич не имеет высокой прочности из-за недостаточного сцепления сухих частиц глины между собой. Кроме того, по обоим этим способам невозможно изготавливать вместо мелкоштучного кирпича крупные стеновые блоки или панели перекрытий.
Известен способ получения покрытий по патенту № 2062820, м. кл.6 С 23 С 24/04 от 25.05.94 г. Способ применяется для нанесения слоя порошкового металла на изношенную часть контактных проводов на электротранспорте. Включает в себя ускорение порошка, состоящего из одного или нескольких компонентов, в потоке газа-носителя до сверхзвуковых скоростей и нанесение его на поверхность изделия и отличается тем, что газ-носитель предварительно разогревается до температуры, составляющей от 0,3 до 0,9 температуры жидкой фазы, нанесение порошка производится под углом 50-85° к поверхности изделия, в качестве газа-носителя используют воздух, водяной пар или нейтральные газы, а изделие перед нанесением порошка прогревается газом-носителем.
Способ не может быть применен для создания устройства для изготовления крупных многопустотных керамических блоков по следующим причинам. Ограничение нагрева материала до 0,9 температуры расплава для изготовления строительных блоков не является обязательным - материал блоков может быть как из спеченных керамических частиц, так и расплавленных, например, для блоков стен подвала. По приведенному способу для нанесения слоя металла с температурой плавления 420°С, толщиной 2 мм, шириной 10 мм, со скоростью 1 м в минуту, требуется установка с давлением воздуха 6 атм и источником электроэнергии в 50 кВт. Для нагрева значительно большего объема воздуха до вчетверо больше температуры при формовке блока площадью сечения в тысячи раз большем, потребуется источник электроэнергии огромной мощности. Поэтому необходим энергоноситель с большой концентрацией энергии, например газ, который при сжигании является одновременно и энергоносителем и источником реактивной струи большой мощности. При этом глиняную или другую пыль можно подавать в струю пламени в камере сгорания, что обеспечит ее быстрый разогрев до необходимой температуры. Для использования силы гравитации необходимо, чтобы формование происходило в вертикальном положении.
Известны многочисленные сопла для газопламенного нанесения легкоплавких покрытий на детали открытым способом или в сосудах по м. кл. В 05 B 7/20 и др. Однако близкого прототипа устройства, способного формовать реактивным способом крупные многопустотные керамические блоки с учетом приведенных выше требований, не обнаружено. В целом технологии изготовления многопустотных ограждающих конструкций разработаны недостаточно, хотя такие конструкции позволяют в 2-3 раза повысить теплоотражающую способность стен и покрытий и значительно снизить расход материалов.
Предлагаемое устройство для изготовления многопустотных керамических и бетонных блоков реактивным прессованием содержит цилиндрический вертикальный корпус, пустотообразователи, крышки корпуса и пустотообразователей, несущие пустотелые балки - воздухо- и газопроводы, клапанный дозатор, расходный бункер и отбойную решетку, причем полые балки, к которым подвешены пустотообразователи, закреплены на верхней части корпуса, имеют в верхней части полость газопровода, в нижней полость воздуховода, от которых в полости стенок корпуса и пустотообразователей опущены воздуховодные, а по их осям газопроводные трубки, сообщающиеся с вертикальными каналами в стенках корпуса и пустотообразователей: с воздушными через вертикальные отверстия во внутренних стенках, с газовыми - через кольцевые коллекторы в нижней части стенок, при этом вертикальные каналы сообщаются с изогнутой круговой щелью между крышками и стенками корпуса и пустотообразователей, выходное сопло которой направлено вниз, в камеру сгорания, под острым углом к оси проточных щелей, сообщающихся с расходным бункером и камерой сгорания, образованных открытыми скосами крышек и в которые входят заостренные пластины решетчатого клапанного дозатора, закрепленного на подъемнике и расположенного внутри расходного бункера, днищем которого является формующее устройство, в котором стенки корпуса с пустотообразователями и последние между собой образуют решетчатую полость камеры сгорания, сужающуюся в верхней и нижней частях и снизу переходящую в выхлопное расширяющееся сопло, к которому снизу закреплена отбойная решетка газов, при формовке бетонных блоков воздушные и газовые каналы используются как магистрали пара и отвердителя, а вся установка закреплена на вертикальных подъемниках. При изготовлении беспустотных панелей используются формы, располагающиеся и движущиеся в горизонтальной плоскости поперек выхлопных сопел.
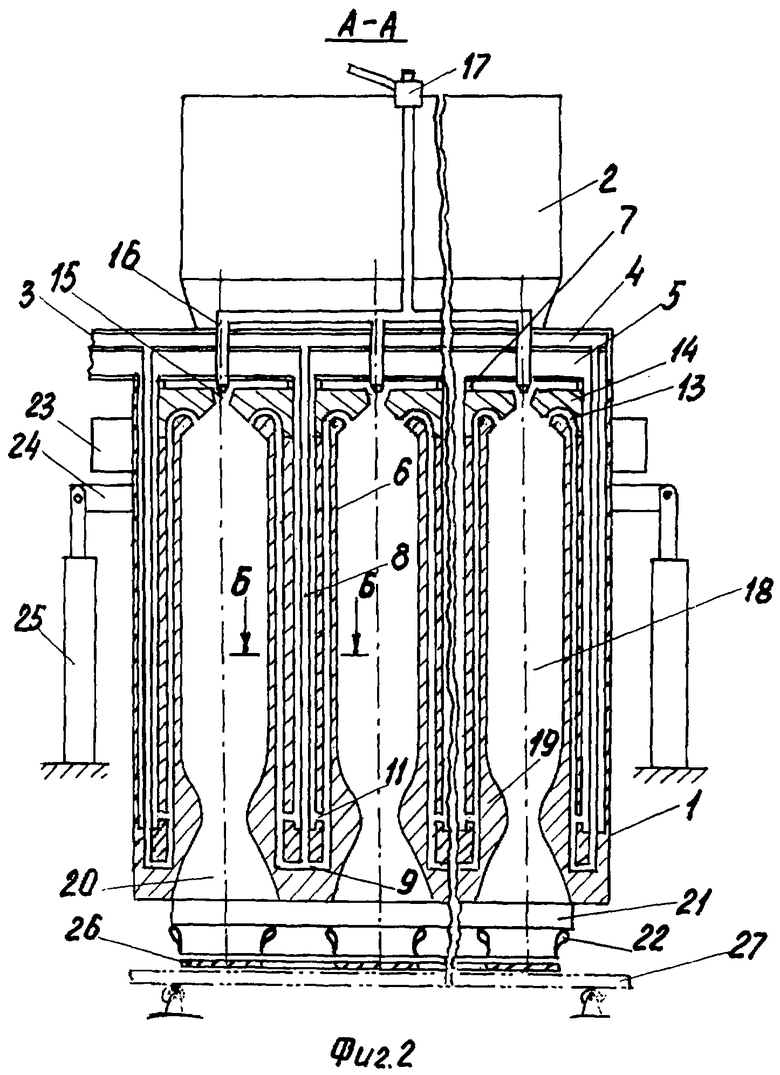
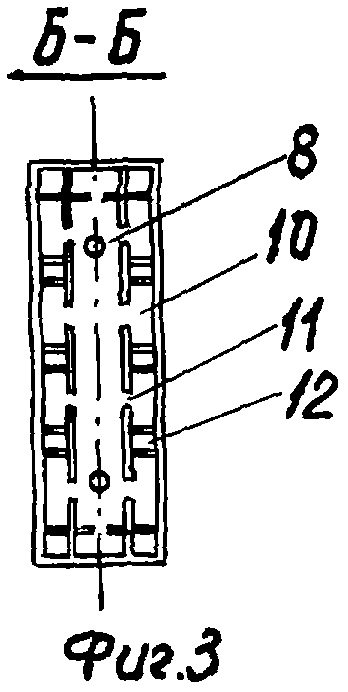
На чертежах на фиг.1 показан вид устройства в плане без расходного бункера, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг.2.
Устройство состоит из цилиндрического вертикального корпуса 1, сверху которого закреплен расходный бункер 2 и поперечине полые балки 3, имеющие в верхней части газовую полость 4, а внизу воздушную полость 5. К балкам 3 подвешены пустотообразователи 6, в полости которых и в полости стенок корпуса 1 из полости 5 опущены трубки воздуховодов 7, а по их оси газовые трубки 8, сообщающиеся с кольцевым коллектором 9. В стенках корпуса 1 и пустотообразователей 6 расположены вертикальные воздушные каналы 10, сообщающиеся с полостями корпуса и пустотобразователей через отверстия 11, и газовые каналы 12, сообщающиеся с коллектором 9. Воздушные и газовые каналы сообщаются в верхней части с закругленными полостями 13 между крышками 14 и стенками пустотообразователей и корпуса. Скошенные вертикальные борта крышек 14 образуют между собой сужающиеся книзу щели 15, соосно которым расположены конуса решетчатого клапанного дозатора 16, подъемник 17 которого закреплен на расходном бункере 2. Между стенками корпуса и пустотообразователей и между последними образована решетчатая в плане камера сгорания 18, сужающаяся в нижней части выступами 19, а затем расширяющаяся и образующая выхлопное сопло 20, к которому пластинчатыми кронштейнами 21 закреплена отбойная решетка газов 22, вертикальные стенки которой закруглены в сторону пустот формуемого блока. К корпусу 1 закреплены вибраторы 23 и кронштейны 24, к которым закреплены вертикальные подъемники 25. В начале формования используется затравочная пластина 26, а при формовке беспустотных панелей используются формы 27, движущиеся в горизонтальном направлении поперек выхлопного сопла 20. Устройство работает следующим образом. Через газовые трубки 8, коллекторы 9, вертикальные каналы 12 к полости 13 в камеру сгорания 18 подается газ, поджигается. Затем через трубки 7 и каналы 10 в камеру сгорания подается воздух. Газовоздушная смесь интенсивно горит, нагревает стенки корпуса 1 и пустотообразователя 6 до температуры свыше 500°С. Проходящие в каналах 12 и 10 газ и воздух нагреваются. При 500°С газ /пропан или бытовой/ разлагается на водород и ацетилен, которые смешиваются с нагретым до более 500°С воздухом в закругленных полостях 13, и смесь поступает в камеру сгорания 18. Сгорая, смесь дает температуру 1600-1700°С, т.е. значительно выше, чем при сгорании обычной газовоздушной смеси. Подъемником 17 образуется зазор между щелью 15 и конусами решетки клапанного дозатора 16, глиняная или другая пыль из расходного бункера 2 высыпается в камеру сгорания 18. Струи пыли попадают в скошенные в их сторону струи пламени из полостей 13. Частицы пыли интенсивно перемешиваются с горячими газами и раскаляются до пластичного или другого состояния, что достигается регулировкой подачи необходимого объема пыли. Объемы и давление горящих газов резко возрастают. Горячие газы вместе с частицами раскаленной пыли в узких щелях, образованных выступами 19, приобретают сверхзвуковую скорость, выбрасываются в выхлопное сопло 20 и налипают на затравочную пластину 26. Гидроцилиндры 25 медленно поднимают всю установку вверх, выбрасываемая из выхлопных сопел 20 раскаленная до пластичного состояния пыль слипается с нижележащими слоями и наращивает формуемый блок по высоте. Горячие газы при этом отскакивают в сторону отбойной решетке 22, по ее закругленным стенкам попадают в пустоты и на наружную поверхность формуемого блока и отсасываются на просушку глины перед ее размолом. Работающие вертикальные вибраторы 23 обеспечивают равномерное истечение пыли через щели 15, энергичное скольжение горячей пылегазовой смеси по стенкам камеры сгорания 18, выхлопного сопла 20 в отбойной решетке 22, исключая прилипание пыли, а с помощью вертикальной вибрации стенок решетки 22 оформляют гладкую наружную поверхность формуемого блока. При формовке различного вида беспустотных панелей и плиток используются формы 26, движущиеся на горизонтальном конвейере под работающим устройством. При формовке бетонных многопустотных блоков, например, из цементно-песчаной или известково-песчаной пыли в полости 5 балок 3 подается перегретый пар с высокими температурой и давлением, а в полости 4 водный или газовый раствор отвердителя. Пар в камере сгорания 18 обволакивает каждую частицу пыли, увлажняет и нагревает их, и реактивной струей формует блок при движении установки вверх. По сравнению с известными устройствами, применяемыми в технологиях производства керамических и бетонных изделий, предлагаемое устройство позволит достичь многих эффективных параметров, в том числе:
1. Изготавливать крупные многопустотные блоки монтажного типа вместо мелкоштучного кирпича.
2. Совместить формовку с обжигом и закалкой, а при изготовлении бетонных блоков - с увлажнением и пропаркой, в десятки раз сократить продолжительность процесса и увеличить съем продукции с производственных площадей.
3. В 2-3 раза увеличить теплозащитные свойства наружных стен.
4. В 2 раза сократить расход исходных материалов.
5. В десятки раз увеличить производительность труда при изготовлении и монтаже блоков.
6. Устранить применение дорогостоящего прессового оборудования.
7. Увеличить ассортимент изготавливаемых изделий.
8. Снизить расходы на устройство свайных оснований и фундаментов за чет снижения общего веса зданий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЯМОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ЖЕЛЕЗНОЙ РУДЫ | 2007 |
|
RU2382083C2 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2002 |
|
RU2289028C2 |
| Устройство для формования строительных изделий с пустотами | 1986 |
|
SU1713812A1 |
| Многосекционный пресс для изготовления многопустотных панелей из волокнистых масс | 1990 |
|
SU1778001A1 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| Мундштук для изготовления многопустотных изделий | 1973 |
|
SU488714A1 |
| Устройство для теплоизоляции труб | 1989 |
|
SU1753181A1 |
| Устройство для изготовления плит из вспученных гранул перлита | 1986 |
|
SU1390203A1 |
| Аппарат для очистки газов | 1978 |
|
SU820873A1 |
Устройство относится к области строительства, а именно к средствам изготовления многопустотных керамических и бетонных блоков прессованием с помощью реактивной струи. Изобретение позволит расширить технологические возможности изготовления стеновых блоков и снизить расходы на их изготовление. Устройство содержит цилиндрический вертикальный корпус, сверху которого закреплен расходный бункер и поперечные пустотелые балки, имеющие в верхней части газовую, а в нижней воздушную полости. К балкам подвешены пустотообразователи, в полости которых и в полости стенок корпуса опущены воздушные, а по их осям - газовые трубки, сообщающиеся с газовым коллектором. В стенках корпуса и пустотообразователей расположены вертикальные воздушные и газовые каналы, сообщающиеся с их полостями и с коллектором, а сверху с закругленными полостями, сопла которых направлены вниз под острым углом к оси камеры сгорания. Между стенками корпуса и пустотообразователями имеются полости, которые образуют решетчатую в плане камеру сгорания, которая сообщается в верхней части с расходным бункером, в котором расположен решетчатый клапанный дозатор, а в нижней части образует выхлопное сопло с подвешенной к нему отбойной решеткой газов. К стенкам корпуса закреплены вибраторы и вертикальные подъемники. 2 з.п. ф-лы, 3 ил.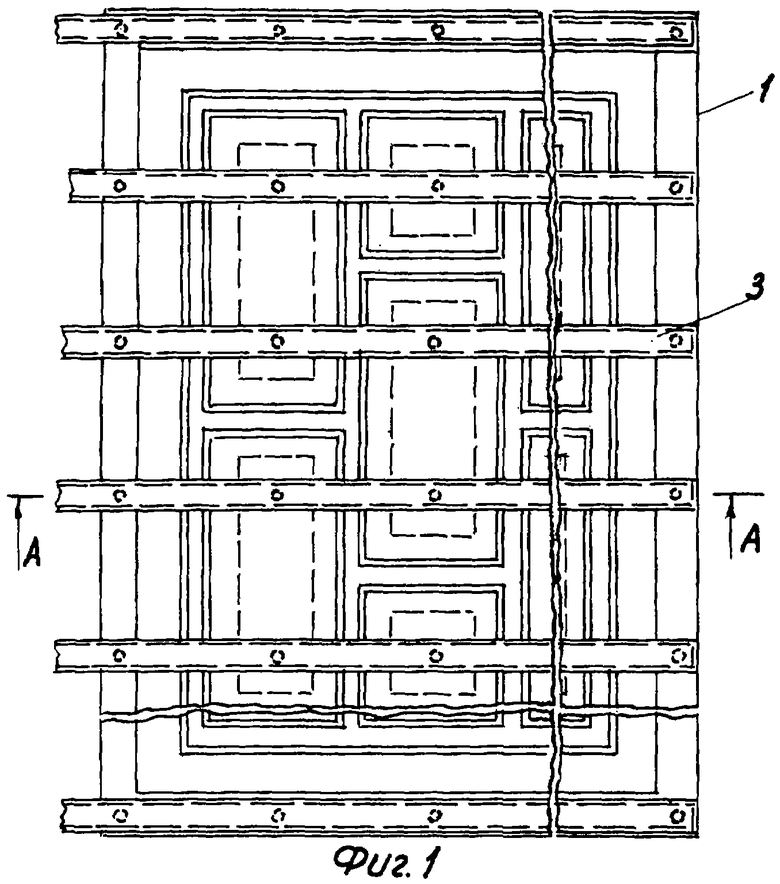
| RU 99107151 А, 10.02.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| RU 2001757 C1, 30.10.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2062820C1 |

