1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении установок для непрерывной разливки металла.
Известен способ изготовления тонкостенных гильз кристаллизаторов путем протяжки трубы на оправке.
Недостатком известного способа является использование сложной оснастки и специализированного оборудования.
С целью упрощения и удешевления технологии изготовления и улучшения качества гильзу получают из трубной заготовки, внутренний периметр которой на 7-10% больше периметра оправки, путем предварительного обжатия трубы с четырех сторон без оправки, последующего обжатия по граням заготовки до соприкосновения внутренних стенок с введенной в нее оправкой, и окончательного всестороннего обжатия гильзы на оправке с приложением сил по диагоналям гильзы.
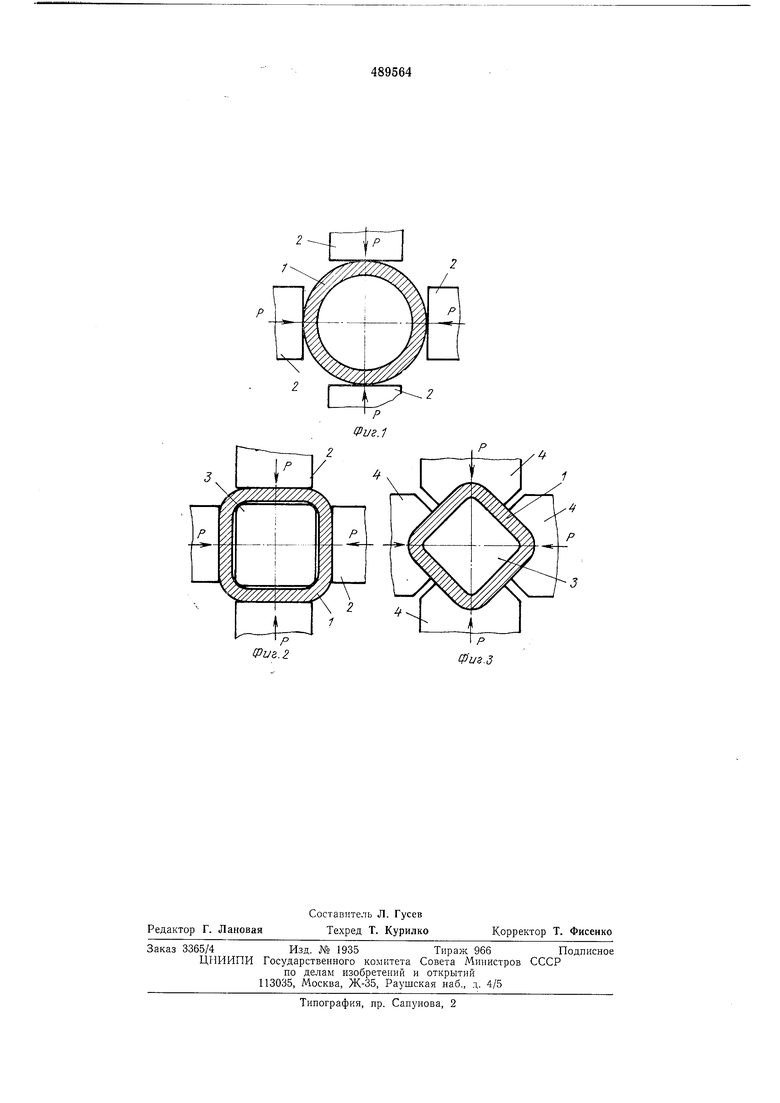
На фиг. 1 показано предварительное обжатие; на фиг. 2 - обжатие заготовки по граням с введенной в нее оправкой; на фиг. 3- окончательное обжатие заготовки.
Первоначально заготовку 1 помещают в штамп и одновременно обжимают с четырех сторон бойками 2 до размера, необходимого для введения в нее оправки. Затем в этом же
2
штампе производят деформирование заготовки с введенной в нее оправкой 3.
Деформирование ведется по граням до соприкосновения стенок заготовки с оправкой.
Окончательное формирование гильзы производят в другом штампе, где пуансоны 4 деформуют заготовку в диагональном направлении п заготовка принимает форму оправки, размеры которой соответствуют размерам
внутренней полости кристаллизатора.
Предмет изобретения
Способ изготовления тонкостенных гильз кристаллизаторов холодным деформированием из трубной заготовки с использованием оправки, отличающийся тем, что, с целью упрощения и удешевления технологии изготовления и улучшения качества, гильзу получают из трубной заготовки, внутренний периметр которой на 7-10% больше периметра оправки, путем предварительного обжатия трубы с четырех сторон без оправки, последующего обн-сатия по граням заготовки до соприкосновения внутренних стенок с введенной в нее оправкой и окончательного всестороннего обжатия гильзы на оправке с приложением деформирующего усилия по диагоналям гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления тонкостенных гильз | 1976 |
|
SU573231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1993 |
|
RU2047417C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |