Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гильз прямоугольного сечения, в частности для кристаллизаторов машин непрерывного литья заготовок в черной и цветной металлургии.
Из известных устройств для изготовления гильз прямоугольного сечения наиболее близким по технической сущности является устройство, содержащее деформирующий инструмент, установленный с возможностью обжатия заготовки с оправкой с четырех сторон.
Причина, препятствующая получению хорошего качества изготовления гильз, заключается в том, что в известном устройстве не достигается высокая точность размеров получаемых гильз.
Технический эффект при использовании изобретения заключается в повышении качества изготовления гильз кристаллизаторов, являющихся важным элементом в конструкции машин непрерывного литья заготовок, в которых происходит первоначальное формирование слитка.
Указанный технический эффект достигается тем, что в устройстве для изготовления гильз прямоугольного сечения, содержащем станину, деформирующий инструмент, установленный с возможностью обжатия заготовки с оправкой с четырех сторон, привод деформирующего инструмента, выполненный в виде механизма возвратно-поступательного перемещения, установленную в подающем механизме оправку, деформирующий инструмент выполнен в виде поворотных секторов, эксцентрично связанных с выполненным в виде гидроцилиндра приводом и расположенных на коромыслах коаксиально оси, связывающей их между собой, при этом коромысла установлены с возможностью поворота вокруг осей, закрепленных на станине.
Выполнение ковочных вальцев в виде поворотных секторов позволяет получить одинаковые по толщине стенки гильзы, так как поворотные секторы деформируют не сразу весь объем заготовки, а последовательно от сечения к сечению.
То, что заготовка с оправкой обжимается с четырех сторон, способствует равномерному давлению на все четыре стенки гильзы. Это необходимо для того, чтобы получить высокое качество внутренней поверхности гильзы, калибровку ее размеров по оправке.
Выполнение привода ковочных вальцев в виде механизма возвратно-поступательного движения, например гидроцилиндра, эксцентрично связанного с поворотными секторами, упрощает конструкцию по сравнению с зубчатым зацеплением. По окончании процесса обжатия и при съеме гильзы с оправки происходит стягивание гильзы поворотными секторами, при этом исключается возможность смятия и прогиба стенок гильзы, так как в месте наибольшего обжатия находится оправка.
Расположение поворотных секторов на коромыслах коаксиально оси, связывающей их между собой и привод этих коромысел от гидроцилиндров позволяет регулировать величину обжатия заготовки с оправкой. А также по мере износа сегментов-штампов поворотных секторов регулируется расстояние между секторами, в результате чего достигаются необходимые внешние и внутренние размеры сечения гильзы.
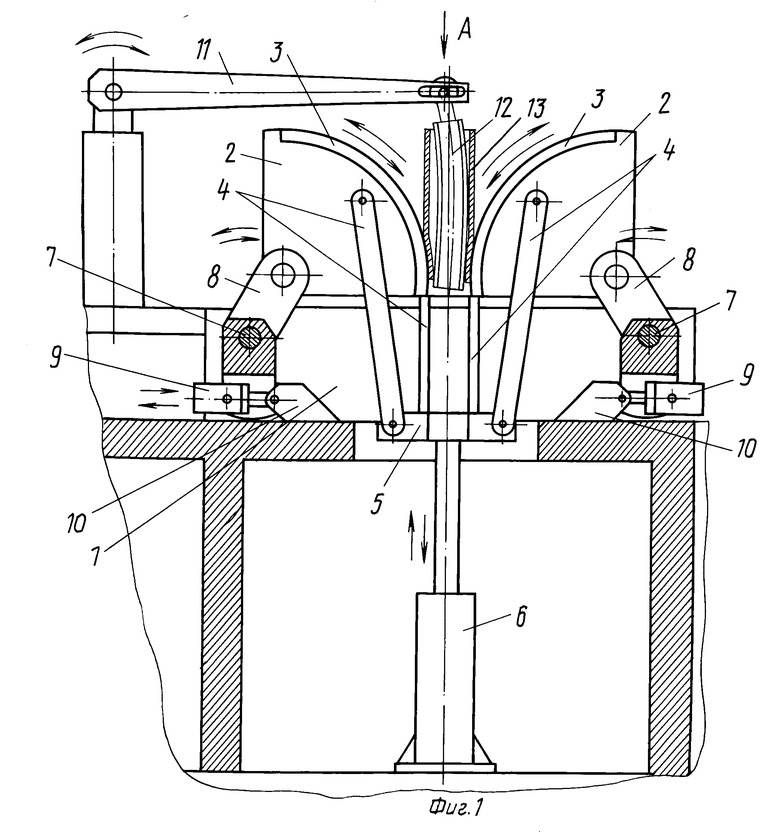
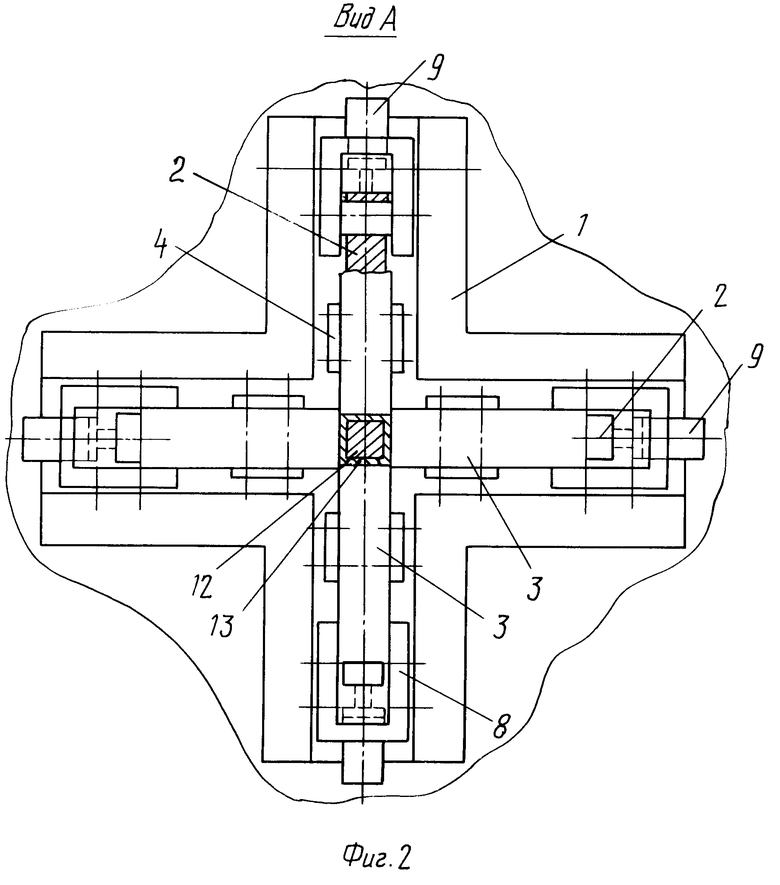
На фиг. 1 изображено устройство в сборе, вид спереди в разрезе; на фиг. 2 вид по стрелке А на фиг. 1.
Устройство содержит станину 1, поворотные секторы 2 со сменными сегментами-штампами 3, приводимые в движение тягами 4, закрепленными на штоке 5 гидроцилиндра 6. На станине с помощью осей 7 установлены коромысла 8, одно плечо которых коаксиально расположено на поворотном секторе, а другое на гидроцилиндре 9, шток которого проушиной 10 закреплен на станине. На станине установлено подающее устройство 11, вводящее оправку 12 с заготовкой 13 между поворотными секторами.
Устройство работает следующим образом.
В медную трубу-заготовку 13 при помощи подающего устройства 11 вставляют оправку 12 и подают в пространство между поворотными секторами 2. Затем включают гидроцилиндры 9, которые начинают поворачивать коромысла 8, перемещающие поворотные сектора 2 навстречу друг другу. Поворотные сектора 2 через сегменты-штампы 3 давят на стенки заготовки 13 и формируют ее конец по оправке 12. После этого включается гидроцилиндр 6, который через тяги 4 воздействует на поворотные сектора 2, поворачивая их вокруг оси вращения, при этом происходит процесс формирования гильзы на заготовки. При этом подающее устройство 11 свободно поворачивается по мере движения заготовки 13 между поворотными секторами 2. Число проходов может быть неограничено.
Снятие гильзы с оправки происходит при помощи подающего устройства 11, которое фиксируется неподвижно, а поворотные секторы 2, поворачиваясь из исходного положения, стягивают изделие с оправки 12. Проскальзывание секторов по поверхности гильзы при стягивании ее исключено, так как коэффициент трения между сегментами-штампами 3 и гильзой больше, чем между поверхностью оправки 12, покрытой смазкой, и внутренней поверхностью гильзы. Это связано и с качеством их поверхностей предварительно обработанных. Поверхность оправки 12 шлифована, поверхность сегментов-штампов 3 имеет насечки.
Применение устройства позволяет получить гильзы по длине прямые, криволинейные, конусные (зависит только от оправки).
Замена сегментов-штампов позволяет получить гильзы с волновым сечением, что улучшает теплоотвод кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ СКОБ | 1992 |
|
RU2066580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| ВОЛОКА | 1996 |
|
RU2101109C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
Использование: обработка металлов давлением в производстве гильз прямоугольного сечения, в частности кристаллизаторов машин непрерывного литья заготовок в черной и цветной металлургии. Сущность изобретения: устройство содержит станину, деформирующий инструмент с приводом и установленную в подающем механизме оправку. Деформирующий инструмент выполнен в виде поворотных секторов с возможностью обжатия заготовки с оправкой с четырех сторон. Привод инструмента состоит из гидроцилиндра, эксцентрично связанного с поворотными секторами. Поворотные секторы коаксиально расположены на коромыслах, установленных на станине. 2 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ, содержащее станину, деформирующий инструмент, установленный с возможностью обжатия заготовки с оправкой с четырех сторон, привод деформирующего инструмента, выполненный в виде механизма возвратно-поступательного перемещения, установленную в подающем механизме оправку, отличающееся тем, что деформирующий инструмент выполнен в виде повоторных секторов, эксцентрично связанных с выполненным в виде гидроцилиндра приводом и расположенных на коромыслах коаксиально оси, связывающей их между собой, при этом коромысла установлены с возможностью поворота вокруг осей, закрепленных на станине.
| Способ изготовления тонкостенных гильз кристаллизаторов | 1973 |
|
SU489564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
