Р1зобретение относится к области обработки металлов давлением, преимущественно для выдавливания деталей типа станка, прутков, профилей и труб.
Известна система управления гидравлическим прессом, содержащая размещенные в станине и соединенные с источником питания через распределительную аппаратуру обращенные друг к другу соосно действующие гидравлические цилиндры, щтоки поршней которых связаны с ползунами, и установленные с двух сторон от гидравлических цилиндров дополнительные гидравлические цилиндры, .плупжеры которых связаны с подвижной траверсой.
Недостатком известной системы управления является невозможность осуществления процесса выдавливания с активными силами трения.
С целью посыщения производительности пресса предлагаемая система снабжена дополнительным источником питания, связанным с дополнительными гидроцилиндрами, а также регулируемым клапаном, установленным в магистрали, соединяющей дополнительные гидроцилиндры с дополнительным источником питания, и редукционными клапанами с регулируемыми дросселями, установленными в магистрали, соединяющей рабочие полости гидроцилиндров привода ползунов со
сливом. Регулируемый клапан выполнен с конусным затвором, снабженным конической пружиной.
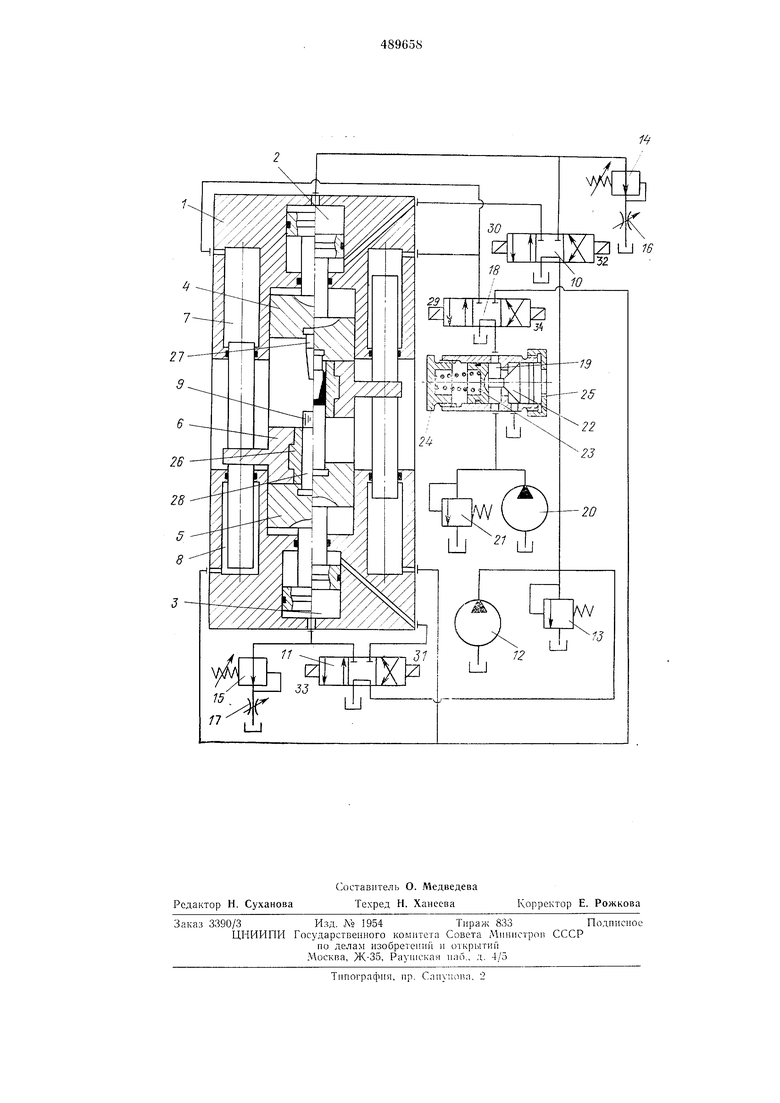
На чертеже изображена система управления прессом.
Система управления содержит встроенные в станину 1 гндроцилиндры 2 и 3, связанные с ползунами 4 и 5. ползунами в направляющих станины размещена траверса 6, соединенная с плунжерами дополнительных гидроцнлнндров 7 и 8, на которую установлена заготовка 9. Для управления гидроцнлиндрамп 2 и 3 система управления содержит золотннки 10 и 11, соединенные с насосом 12, который предохраняется от перегрузки разгрузочно-пр едохранптельным клапаном 13. Порщневые полости гидроцилиндров 2 и 3 через редукционные клананы 14 и 15 и регулируемые дроссели 16 и 17 соединены со сливом. Дополнительные гидроцилиндры 7 и 8 привода траверсы через распределительный золотник 18 н регулируемый клапан 19 соединены с дополнительным насосом 20, который защищен от перегрузки разгрузочно-предохранительным клапаном 21. Конусный затвор 22 клапана 19 подпружинен в направлении перемещения пружиной 23, при этом предусмотрена возможность изменения предварительного сжатия пружины винтом 24. Начальное положение затвора регулируют гайкой 25. Для выдавливаиия деталей типа стакана в траверсе размещена матрица 26, а на ползунах - пуансоны 27 и 28. Перед началом рабочего хода ползуны 4 и 5 разведены, траверса отведена в исходное положение (левая половина разреза на чертеже).
Предлагаемое устройство работает следующим образом.
Регулировкой дросселей 16 и 17 устанавливают расход жидкости, поступающей от насоса 12 на слив, тем самым онределяя скорости движения ползунов 4 и 5. Скорости движепия ползунов могут быть установлены равными между собой нри одинаковом открытии дросселей 16 и 17 или различными при неодинаковом открытии дросселей. В последнем случае нерепады давления на дросселях 16 и 17 также будут различными. Давления в поршневых полостях гидроцилиндров 2 и 3 для обеснечепия встречного движения ползунов 4 и 5 необходимо установить одинаковыми. С этой целью в схему введены редукционные клапаны 14 и 15. В этих клапанах, изменяя величину предварительного сжатия пружины, устанавливают такие величины редуцирования, при которых различные неренады давления на дросселях 16 и 17 будут компенсированы и давления в штоковых полостях гидроцилиндров 2 и 3 сохранены равными между собой. Включают электромагнит 29. Этой командой золотник 18 смещают в крайнее правое положспие. Масло от насоса 20 поступает в полости гидроцилипдров 8. Траверса 6 пачинает движение. Включают электромагниты 30 и 31, тем самым золотник 10 смещают в крайнее правое положение, а золотник 11 - в крайнее левое. Масло от насоса 12 ностунает в поршневые полости гидроцилиндров 2 и 3. Ползуны 4 и 5 движутся навстречу друг другу (скорость движения траверсы 6 больше скорости движения ползуна 5), и установленные на них пуансоны 27 и 28 нроизводят деформирование заготовки 9. В процессе деформирования клапан 19 автоматически поддерживает предварительно установленное превышение скорости движепия траверсы 6 с закрепленной в пей матрицей 26 над скоростью течения выдавливаемого металла, т. е. величину активных сил трения.
Расход жидкости, поступающей через клапаи в дополнительные гидроцилиндры излтеняется нри смещении вдоль оси клапана конусного затвора 22, в результате чего изменяется проходное сечение дроссельного отверстия, через которое часть подаваемой насосом жидкости поступает на слив. Смещение затвора зависит от усилия давления 1)Г1бочей
жидкости на норшен1э, жестко связанный с конусным затвором, и от жесткостн и величины начального сжатия нружины 23. Проведенные эксперименты показали, что пружина имеет нараболическую характеристику. Такой характеристикой обладает, например, коническая пружина. Винтом 24 регулируют начальное сжатие нружины, а гайкой 25 - начальный расход через клапан, определяющий превышение скорости движения траверсы над скоростью течения металла. Это превышение будет автоматически поддерживаться при выдавливании деталей тииа стакана со степенями деформации больше той, для которОЙ был установлен начальный расход через кланан.
Для извлечения готового изделия включают электромагииты 32 и 33. Этой командой смещают золотник 10 в крайиее левое ноложение. а золотник - в крайнее нравое. Масло от насоса 12 поступает в штоковые полости гндроцилиндров 2 и 3. Ползуны 4 и 5 расходятся. Включают электромагнит 34, тем самым золотник 18 смещают в крайнее левое ноложение. Масло от насоса 20 ноступает в полости гндроцилиндров 7. Траверса 6 нри этом будет отведена в исходное положение, а готовое изделие вытолкнуто из штампа.
П р е д мет изобретения
1.Система управления гидравлическим прессом, содержащая размещенные в станине и соединенные с нсточником нитания через распределительную аппаратуру обращенные друг к другу соосно действующие гидравлические цилиидры, штоки поршней которых связаны с нолзунами, и установленные с двух сторон от гндравлических цилнндров донолнителыгые гидравлические цилиндры, плунжеры которых связаны с подвижной траверсой, отличающаяся тем, что, с целью новышепия производительности пресса, она C}ia6жена дополнительным источником питания, связанным с донолнительными цилиндрами, а также регулируемым клапаном, установленным в магистрали, соединяющей дополиительlibie гидроцилиндры с дополнительным источником питания, и редукционными клапанами с регулируемыми дросселями, установленными в магистрали, соединяющей рабочие полости гидроцилиндров привода ползунов со сливом.
2.Система управления по н. 1, от л и ч а ющаяся тем, что регулируемый клапан выполнен в конусным затвором, снабженным конической пружиной.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| Гидропривод протяжного станка | 2021 |
|
RU2760012C1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1973 |
|
SU394234A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU891485A1 |
| Гидропривод зажимных устройств | 1981 |
|
SU954646A1 |
| Полуавтоматическая машина для раскатки колец | 1953 |
|
SU105806A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА ПОДЪЕМНОГО МЕХАНИЗМА | 1967 |
|
SU193040A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU935318A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД ДРОССЕЛЬНОГО | 1972 |
|
SU335453A1 |
| Устройство для торможения и останова груза | 1990 |
|
SU1781484A1 |